DISPOSITIVO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS.
Dispositivo para la producción de cuerpos moldeados compactados por medio de agitación,
en particular piedras moldeadas de hormigón, con un bastidor de moldeo y un inserto de moldeo (FE) retenido en éste por medio de varios elementos de retención (HEx, HEy) en varios lados (QL, LL) que presentan, respectivamente, una dirección lateral y que se puede presionar sobre un plano de apoyo de agitación de una superficie de agitación horizontal (RT), en el que los elementos de retención (HEx, HEy) presentan estructuras y contra estructuras que encajan entre sí con solape horizontal en el bastidor de moldeo y el inserto de moldeo (FE), respectivamente, así como material de amortiguación (DM) insertado entre las estructuras y las contra estructuras para la transmisión de fuerzas de agitación entre el bastidor de moldeo y el inserto de moldeo, en el que los elementos de retención (HEx, HEy) presentan una estructura interior (BO, BB, Bl) y una estructura exterior (VK, KB, BA) que la rodea radialmente por varios lados con respecto a un eje del elemento de retención (MA), que se extiende perpendicularmente a la dirección lateral y paralelamente al plano de apoyo, y el material de amortiguación (DM) deformable elásticamente está insertado entre la estructura interior y la estructura exterior, caracterizado porque la estructura interior contiene un bulón (BO, BB) conectado con el inserto de moldeo o el bastidor de moldeo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/008270.
Solicitante: KOBRA FORMEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PLOHNBACHSTRASSE 1 08485 LENGENFELD ALEMANIA.
Inventor/es: BRAUNGARDT, RUDOLF.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Julio de 2004.
Clasificación Internacional de Patentes:
- B28B1/08A
- B28B7/00B5
- B30B11/02B
Clasificación PCT:
- B28B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por vibraciones o sacudidas.
- B28B7/00 B28B […] › Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00).
Clasificación antigua:
- B28B1/08 B28B 1/00 […] › por vibraciones o sacudidas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
La invención se refiere a un dispositivo para la producción de cuerpos moldeados compactados por medio de agitación, en particular piedras moldeadas de hormigón.
Se conoce, por ejemplo, a partir del documento DE 195 08 152 A1 un dispositivo de este tipo. 5 Allí unas proyecciones y cavidades de forma triangular en la sección transversal del bastidor de moldeo y del inserto de moldeo encajan entre sí con solape horizontal y entre las superficies verticales opuestas entre sí de las proyecciones y las cavidades están insertadas placas de amortiguación de goma o plástico. El inserto de moldeo se puede presionar a través del bastidor de moldeo sobre una base inferior de agitación, de manera que las fuerzas entre el bastidor de moldeo y el inserto de 10 moldeo son transmitidas a través de las placas de amortiguación.
Se conoce a partir del documento DE 27 10 643 A1 un dispositivo con un bastidor de moldeo y un inserto de moldeo retenido en éste de forma desplazable elásticamente, en el que entre las paredes laterales verticales opuestas del bastidor de moldeo y del inserto de moldeo está encajado un listón de goma grueso, que mantiene distanciadas horizontalmente las paredes laterales opuestas, 15 incluidas las estructuras de amarre preparadas en aquéllas y forma un alojamiento oscilante de aislamiento acústico del inserto de moldeo en el bastidor de moldeo.
Se conoce también a partir del documento WO 03/092973A1 un molde con material de amortiguación insertado entre paredes laterales del inserto de moldeo y del bastidor de moldeo. En este caso, están previstos adicionalmente elementos de seguridad desprendibles que se extienden 20 horizontalmente, que deben prevenir una salida del inserto de moldeo fuera del bastidor de moldeo circundante y que están alojados con ajuste holgado en el inserto de moldeo y/o en el bastidor de moldeo. Los elementos de seguridad contienen ninguna función en la operación de agitación y no absorben especialmente fuerzas vibratorias verticales. En una primera forma de realización, los elementos de seguridad están fijados en el bastidor de moldeo, en particular por medio de una unión 25 roscada con fijación por contratuerca y presentan una holgura por todos los lados hacia una cavidad en el inserto de moldeo. En otra forma de realización, los elementos de seguridad pueden estar enroscados en el inserto de moldeo y pueden estar conducidos con holgura a través de escotaduras en el bastidor y pueden estar fijados elásticamente por medio de cojinetes de goma en su lado exterior bajo tensión previa axial. Los cojinetes de goma provocan una sujeción por tensión de los elementos 30 de seguridad.
La movilidad relativa del bastidor de moldeo y del inserto de moldeo en el caso de fuerzas de retención al mismo tiempo altas en la operación de vibración tiene una importancia especial y distingue tales dispositivos para la producción de piedras moldeadas de hormigón también esencialmente de dispositivos de prensa, como son habituales en la producción de cuerpos 35 moldeados cerámicos y se conocen, por ejemplo, a partir de los documentos EP 1 319 485 A2 y DE 19 08 242 A1.
El documento DE 101 57 414 A1 publica un dispositivo para la producción de cuerpos moldeados compactados a través de vibración de acuerdo con el preámbulo de la reivindicación 1.
La presente invención tiene el cometido de indicar otro dispositivo favorable para la 40 producción de cuerpos moldeados, en particular piedras moldeadas de hormigón compactadas, en el que entre estructuras y contra estructuras en el bastidor de moldeo y el inserto de moldeo, respectivamente, está insertado material de amortiguación elástica.
La invención se describe en la reivindicación 1 de la patente. Las reivindicaciones dependientes contienen configuraciones ventajosas y desarrollos de la invención. 45
Con la realización de los elementos de retención en forma de una estructura interior y de una estructura exterior que la rodea por varias partes, con preferencia totalmente, con respecto a un eje de elemento de retención, que se designa a continuación también como eje medio y la inserción de material de amortiguación entre la estructura interior y la estructura exterior, en particular en dirección radial con respecto al eje medio, un elemento de retención de este tipo es adecuado, por una parte, 50 para permitir un movimiento relativo entre el bastidor de moldeo y el inserto de moldeo en el marco de la capacidad de deformación del material de amortiguación y, por otra parte, para limitar de una manera fiable tal movimiento relativo en el caso de que aparezcan grandes fuerzas. Como fuerzas vibratorias se designan las fuerzas predominantemente verticales, que aparecen en la operación de vibración para la retención del inserto de moldeo en el bastidor de moldeo sobre la base inferior de 55
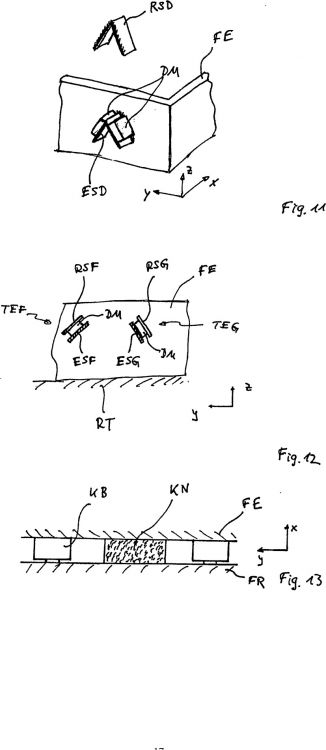
agitación en el inserto de moldeo y el bastidor de moldeo. Por fuerzas de agitación en este sentido deben entenderse en particular también las fuerzas de presión de apriete estáticas verticales y las fuerzas dinámicas de aceleración del movimiento de agitación. En particular, las fuerzas dinámicas de los movimientos de agitación conducen también a componentes de fuerzas horizontales considerables. La actuación de energía de agitación sobre hormigón fresco introducido en el nido de 5 moldeo del inserto de moldeo se realiza con preferencia a través de excitación a vibración, por ejemplo vibración de choque de la base inferior de agitación, sobre la que el inserto de moldeo está presionado a través del bastidor de moldeo sobre los elementos de retención.
Como eje del elemento de retención se designa un eje que se extiende paralelamente a la superficie de base de agitación y perpendicularmente a la dirección lateral del lado del inserto de 10 moldeo, en el que está dispuesto el elemento de retención respectivo, a través de la estructura interior. Las estructuras interiores y exteriores de los elementos de retención, distanciadas radialmente con respecto al eje del elemento de retención a través del material de amortiguación, limitan el desplazamiento relativo del bastidor de moldeo y del inserto de moldeo en el marco de la capacidad de compresión del material de amortiguación en un plano vertical, que se extiende en dirección lateral, 15 tanto horizontal como también verticalmente. En el caso de la disposición de elementos de retención de este tipo en varios lados, especialmente en lados longitudinales y lados transversales de un inserto de moldeo rectangular, los elementos de retención no tienen que absorber fuerzas de retención o solamente unas fuerzas de retención comparativamente reducidas en la dirección de sus elementos de retención. En una forma de realización ventajosa, en las fuerzas que se pueden transmitir a través 20 de los elementos de retención entre el bastidor de moldeo y el inserto de moldeo, la componente de la fuerza que se puede transmitir paralelamente al eje del elemento de retención es menor que las componentes de las fuerzas horizontales y verticales que se pueden transmitir y que se extienden transversalmente al eje del elemento de retención. Con preferencia, la rigidez de los elementos de retención contra un desplazamiento relativo del bastidor de moldeo y del inserto de moldeo, medida 25 como fuerza a través del recorrido de desplazamiento, desde una posición de reposo en la dirección del eje del elemento de retención es al menos 40 %, en particular al menos 60 % menor que en dirección radial. El material de amortiguación está pre-compactado de manera más ventajosa ya radialmente en la posición de reposo del bastidor de moldeo y del inserto de moldeo, es decir, transversalmente al eje del elemento de retención. 30
Esta distribución de la fuerza posibilita configuraciones especialmente ventajosas de los elementos de retención, en particular en forma simétrica rotatoria y/o empleando casquillos con preferencia con forma cilíndrica. También es especialmente ventajoso que a través de la distribución descrita de las fuerzas, la distancia horizontal de las paredes laterales opuestas del bastidor de moldeo y del inserto de moldeo y la presión de apriete horizontal que resulta de ello en los dispositivos 35 conocidos sobre los elementos de amortiguación no son críticas. Una forma de realización muy especialmente ventajosa prevé la utilización de componentes con casquillos exteriores e interiores concéntricos y con material de amortiguación, con preferencia material de amortiguación pre-compactado entre éstos en los elementos de retención. Tales componentes se pueden obtener, por ejemplo bajo...
Reivindicaciones:
1. Dispositivo para la producción de cuerpos moldeados compactados por medio de agitación, en particular piedras moldeadas de hormigón, con un bastidor de moldeo y un inserto de moldeo (FE) retenido en éste por medio de varios elementos de retención (HEx, HEy) en varios lados (QL, LL) que presentan, respectivamente, una dirección lateral y que se puede presionar sobre un plano de apoyo de agitación de una superficie de agitación horizontal (RT), en el que los elementos de 5 retención (HEx, HEy) presentan estructuras y contra estructuras que encajan entre sí con solape horizontal en el bastidor de moldeo y el inserto de moldeo (FE), respectivamente, así como material de amortiguación (DM) insertado entre las estructuras y las contra estructuras para la transmisión de fuerzas de agitación entre el bastidor de moldeo y el inserto de moldeo, en el que los elementos de retención (HEx, HEy) presentan una estructura interior (BO, BB, Bl) y una estructura exterior (VK, KB, 10 BA) que la rodea radialmente por varios lados con respecto a un eje del elemento de retención (MA), que se extiende perpendicularmente a la dirección lateral y paralelamente al plano de apoyo, y el material de amortiguación (DM) deformable elásticamente está insertado entre la estructura interior y la estructura exterior, caracterizado porque la estructura interior contiene un bulón (BO, BB) conectado con el inserto de moldeo o el bastidor de moldeo. 15
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque el material de amortiguación está elásticamente pretensado radialmente.
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque la rigidez de los elementos de retención contra un desplazamiento relativo del bastidor de moldeo y del inserto de moldeo desde una posición de reposo en dirección axial es al menos 40 %, en particular al menos 60 20 % menor que en dirección radial.
4. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la capacidad de desplazamiento radial entre la estructura interior y la estructura exterior es menor que el solape horizontal axial.
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el 25 material de amortiguación está rodeado radialmente por el exterior por un casquillo exterior (BA), que está retenido radialmente en una jaula (VK, KB) en el bastidor de moldeo o en el inserto de moldeo.
6. Dispositivo de acuerdo con la reivindicación 5, caracterizado porque el casquillo exterior está introducido a presión en la jaula o está insertado con ajuste holgado.
7. Dispositivo de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el 30 material de amortiguación está limitado radialmente hacia dentro por medio de un casquillo interior (Bl).
8. Dispositivo de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque el bulón está introducido a presión en el casquillo interior o está insertado con ajuste holgado.
9. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la 35 estructura exterior (KB) está dispuesta entre paredes laterales opuestas del inserto de moldeo y del bastidor de moldeo.
10. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la estructura exterior comprende una cavidad (VK) en el bastidor de moldeo o en el inserto de moldeo.
11. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la 40 estructura exterior sobresale desde un lado, alejado del inserto de moldeo, de una pared del bastidor de moldeo hacia fuera y la estructura interior penetra a través de un orificio (WO) de la pared (WR).
12. Dispositivo de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque en cada lado del bastidor de moldee y del inserto de moldeo están dispuestos varios elementos de retención distanciados unos de los otros. 45
13. Dispositivo de acuerdo con la reivindicación 12, caracterizado porque el centro de gravedad geométrico de la pluralidad de elementos de retención de un lado coincide con el centro de gravedad superficial de la superficie lateral asociada del inserto de moldeo.
Patentes similares o relacionadas:
DISPOSITIVO CON UN DISPOSITIVO DE EYECCIÓN MEJORADO Y MÉTODO PARA EL MISMO, del 11 de Noviembre de 2011, de BEHEERMAATSCHAPPIJ DE BOER NIJMEGEN B.V.: Dispositivo que comprende: una parte de recipientes de molde con al menos un recipiente de molde para formar en él un ladrillo crudo […]
 METODO PARA COLAR PRODUCTOS DE HORMIGON, del 29 de Enero de 2010, de CONSOLIS TECHNOLOGY OY AB: Un método para realizar una abertura, o un rebajo para el suministro opcional de una abertura, en una placa sólida o la superficie inferior de […]
METODO PARA COLAR PRODUCTOS DE HORMIGON, del 29 de Enero de 2010, de CONSOLIS TECHNOLOGY OY AB: Un método para realizar una abertura, o un rebajo para el suministro opcional de una abertura, en una placa sólida o la superficie inferior de […]
Método y aparato para fraguar productos de hormigón, del 28 de Febrero de 2018, de Elematic Oyj: Un método para el fraguado de productos de hormigón con un proceso de fraguado de encofrado deslizante sustancialmente horizontal, donde se […]
MÁQUINA DE FABRICACIÓN EN CONTINUO DE PLACAS PRETENSADAS DE HORMIGÓN, del 3 de Agosto de 2017, de PRENSOLAND, S.A.: Máquina de fabricación en continuo de placas pretensadas de hormigón con estructura portante , alimentador de hormigón y guías (5, 5') a ambos […]
Método y dispositivo para fabricar piedra artificial, del 9 de Noviembre de 2016, de LG Hausys, Ltd: Un método para fabricar piedra artificial que comprende: (a) mezclar dos o más tipos de fragmentos que tienen diferentes tamaños de grano con una […]
Procedimiento para fabricar losas de material de piedra aglomerada con un aglutinante cementoso con mosaico y losas así obtenidas, del 29 de Agosto de 2016, de TONCELLI, DARIO: Procedimiento para fabricar losas de material de piedra aglomerada con un aglutinante cementoso con mosaico y losas así obtenidas. Que comprende: disponer en un molde una […]
Aparato para la fabricación de baldosas, del 27 de Julio de 2016, de Longinotti Group S.r.l: Un aparato para prensas para la producción de baldosas monocapa partiendo de un compuesto a base de agua , que comprende: una tapa superior […]
 Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]