Dispositivo para fabricar bloques moldeados de hormigón.
Dispositivo para fabricar al menos un cuerpo moldeado de hormigón por compactación de hormigón fresco en unamáquina moldeadora,
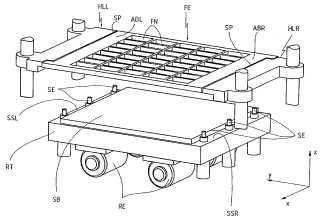
que comprende un bastidor de retención (HLL, HLR, HR) del lado de la máquina, una basevibratoria (RT) y un inserto de moldeo (FE) con al menos un nido de moldeo (FN), el cual puede ser retenido sobre labase (RT) durante un proceso de vibración y puede ser trasladado verticalmente con relación a la base (RT) paradesmoldear el al menos un cuerpo moldeado de hormigón compactado sacándolo del nido de moldeo (FN),caracterizado porque
- están previstos unos dispositivos de sujeción (SE) para afianzar el inserto de moldeo (FE) contra la base (RT) yunos dispositivos de retención (HE1, HE2, HE3, HE4) para retener el inserto de moldeo (FE) en el bastidor deretención (HLL, HLR, HR),
- los dispositivos de retención (HE1, HE2, HE3, HE4) y los dispositivos de sujeción (SE) pueden ser maniobradosautomáticamente,
- durante un proceso de vibración los dispositivos de sujeción (SE) afianzan el inserto de moldeo (FE) contra la base(RT) y los dispositivos de retención (HE1, HE2, HE3, HE4) entre el inserto de moldeo (FE) y el bastidor de retención(HLL, HLR, HR) están en una posición de suelta,
- para el desmoldeo se sueltan los dispositivos de sujeción (SE) y los dispositivos de retención (HE1, HE2, HE3,HE4) se encuentran en una posición de engrane, y
- el acoplamiento de fuerza entre el inserto de moldeo (FE) y el bastidor de retención (HLL, HLR, HR) es máspequeño en la posición de suelta de los dispositivos de retención (HE1, HE2, HE3, HE4) que en su posición deengrane.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/002879.
Solicitante: KOBRA FORMEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PLOHNBACHSTRASSE 1 08485 LENGENFELD ALEMANIA.
Inventor/es: BRAUNGARDT, RUDOLF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/087 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por medios que actúan en el molde.
- B28B3/02 B28B […] › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que un punzón ejerce una presión sobre el material en una cavidad de moldeo; Punzones de forma particular.
PDF original: ES-2395302_T3.pdf
Fragmento de la descripción:
Dispositivo para fabricar bloques moldeados de hormigón.
La invención concierne a un dispositivo para fabricar bloques moldeados de hormigón por compactación de hormigón fresco en una máquina moldeadora bajo la acción de fuerzas de vibración.
Un dispositivo de esta clase se encuentra descrito, por ejemplo, en el documento NL 86 02 100. Un inserto de moldeo está fijado de forma recambiable en un bastidor de retención que se puede trasladar verticalmente a lo largo de columnas de guía verticales de una máquina moldeadora. El inserto de moldeo se puede asentar sobre una base situada por debajo del bastidor de moldeo y puede ser aplicado a presión sobre la base por el bastidor de retención, pudiendo ser inducido a vibrar por medio de un dispositivo vibrador. Después del llenado del inserto de moldeo con hormigón húmedo como la tierra, a continuación denominado hormigón fresco, se hace que descienda una carga aplicada con placas portamachos hacia dentro de las aberturas superiores de los nidos de moldeo y se la presiona sobre el hormigón fresco. En el proceso de vibración subsiguiente la base es inducida a vibrar, por ejemplo, por masas desequilibradas rotativas o por listones de impacto, transmitiéndose también las vibraciones producidas al inserto de moldeo y al hormigón fresco. Después de un corto tiempo de vibración se pueden desmoldear los cuerpos moldeados compactados sacándolos de los nidos de moldeo, para lo cual se traslada el bastidor de moldeo hacia arriba y los machos de la carga aplicada mantienen los cuerpos moldeados sobre la base. Durante el proceso de vibración el inserto de moldeo, que está atornillado con el bastidor de retención, es presionado con gran fuerza sobre la base a través del bastidor de retención. Entre las superficies del bastidor de retención y el inserto de moldeo que transmiten la fuerza de apriete y que están verticalmente enfrentadas se encuentra intercalada una capa de material de amortiguación.
Se conoce por el documento EP 730 936 B1 un dispositivo en el que un molde consta de un bastidor de moldeo y un inserto de moldeo retenido en el bastidor de moldeo con intercalación de material de amortiguación elásticamente pretensado, los cuales se manejan conjuntamente como un molde y no son separados uno de otro por el usuario. A través de listones de pestañas dispuestos en el lado exterior del bastidor de moldeo se puede sujetar fijamente el
molde en sujetadores de pinzado de la máquina moldeadora. En un dispositivo según el documento WO 03/092973 se capturan las fuerzas entre el bastidor de moldeo y el inserto de moldeo durante el proceso de vibración por medio de una delgada capa elástica con la que está rellena una rendija entre el bastidor de moldeo y el nido de moldeo.
Se conoce por el documento SU 988 560 A una disposición para inmovilizar un molde sobre una base vibratoria por medio de pernos horizontales y verticales cooperantes.
El documento DE 103 33 743 A1 describe un dispositivo para fabricar bloques moldeados de hormigón según el preámbulo de la reivindicación 1, que contiene un bastidor de moldeo y un inserto de moldeo retenido en éste. Unos elementos de retención fijados al bastidor de moldeo encajan en depresiones del inserto de moldeo con intercalación de elementos de amortiguación llenos de fluido. Los elementos de retención pueden estar dispuestos de manera desplazable en el bastidor de moldeo, con lo que el inserto puede ser extraído del bastidor de moldeo. Se conoce por el documento DE 951 797 C una máquina moldeadora de bloques en la que se puede asentar un cajón de moldeo sobre una mesa de alimentación y dicho cajón queda inmovilizado sobre la mesa de trabajo a través de un engrane de barras de guía y manguitos de guía.
En un dispositivo conocido por el documento DE 203 01 954 U1 para la conformación de mezclas un inserto de moldeo está acoplado a través de elementos de afianzamiento con una mesa vibradora en la que está dispuesto un sistema generador de vibraciones armónicas. Para cambiar el molde se sueltan los elementos de afianzamiento.
La invención se basa en el problema de indicar un dispositivo ventajoso para fabricar bloques moldeados de hormigón.
La invención se encuentra descrita en la reivindicación 1. Las reivindicaciones subordinadas contienen ejecuciones y perfeccionamientos ventajosos de la invención.
Gracias a la combinación de un dispositivo de sujeción soltable entre el inserto de moldeo y la base vibratoria, por un lado, y un dispositivo de retención soltable entre un bastidor de retención del lado de la máquina y el inserto de moldeo, por otro lado, se obtiene una ventajosa separación funcional de diferentes uniones del inserto de moldeo en diferentes intervalos de tiempo de los ciclos de fabricación consecutivos. Es especialmente ventajosa la posibilidad del acoplamiento suelto o preferiblemente del desacoplamiento completo del inserto de moldeo respecto del bastidor
de retención en la fase de vibración. En particular, no se transmiten fuerzas de prensado verticales en el bastidor de retención y el inserto de moldeo. Por otro lado, entre dos procesos de vibración, en la posición de engrane de los dispositivos de retención, el inserto de moldeo está acoplado tan rígidamente a través de éstos con el bastidor de retención, especialmente también con su movilidad vertical con relación a la base vibratoria, que se garantizan fiablemente durante el desmoldeo una penetración exactamente ajustada de una placa de presión de un dispositivo 55 de aplicación de carga en el al menos un nido de moldeo y la posición vertical precisa de las placas de presión y el canto inferior del nido de moldeo. El inserto se puede manejar así como un inserto de moldeo convencional durante el llenado y el desmoldeo. En la posición de suelta de los dispositivos de retención se anula de preferencia completamente el acoplamiento de fuerza entre el bastidor de retención y el inserto de moldeo a través del dispositivo de retención o se le reduce tan fuertemente que la aceleración mensurable durante el proceso de vibración de los bastidores de retención ascienda como máximo a un 20%, especialmente como máximo un 10% de la aceleración en la parte del inserto de moldeo unida a través de los dispositivos de retención.
Los dispositivos de retención y los dispositivos de sujeción se pueden fijar automáticamente, en particular a través de un fluido a presión, preferiblemente por vía hidráulica. Preferiblemente, un dispositivo de control, en coordinación con otros elementos de fijación de la máquina moldeadora, controla la maniobra temporalmente correcta de los dispositivos de retención y los dispositivos de sujeción.
Respecto de la naturaleza de la inducción de vibraciones, no existen restricciones y especialmente se puede utilizar también la vibración por choque con listones de impacto. Un dispositivo vibrador con inductores de vibraciones entre la base y una contramasa presenta ventajosamente una contramasa grande en comparación con el inserto de moldeo.
Los dispositivos de retención presentan ventajosamente al lado del bastidor de retención unido con la máquina moldeadora unos elementos de retención móviles, de preferencia maniobrables automáticamente, y al lado del inserto de moldeo presentan solamente unos contraelementos pasivos para su engrane soltable con los elementos de retención. Los contraelementos pasivos pueden ser especialmente aberturas del inserto de moldeo en las que pueden introducirse los elementos de retención.
En una realización ventajosa los elementos de retención están construidos aquí con forma de perno al menos en su extremo vuelto hacia el inserto de moldeo. La abertura del inserto de moldeo está ventajosamente ensanchada en el extremo – alejado del bastidor de retención – de una zona prevista para el engrane de los elementos de retención y está abierta hacia abajo. De este modo, el hormigón fresco que haya llegado, en ciertas circunstancias, a la zona de las aberturas puede ser desplazado hacia el ensanchamiento y descargarse hacia abajo.
En otra realización ventajosa los dispositivos de retención son sustancialmente inmóviles entre la posición de suelta y la posición de engrane y contienen elementos de retención cuyo acoplamiento de fuerza entre el bastidor de retención y el inserto de moldeo es variable. En una ejecución preferida los elementos de retención contienen cuerpos huecos llenos de fluido cuyo acoplamiento de fuerza es ajustable por variación de la presión del fluido a través de tuberías de alimentación a los cuerpos huecos. Para el acoplamiento rígido en la posición de engrane se solicitan los cuerpos huecos con una alta presión de fluido... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para fabricar al menos un cuerpo moldeado de hormigón por compactación de hormigón fresco en una máquina moldeadora, que comprende un bastidor de retención (HLL, HLR, HR) del lado de la máquina, una base vibratoria (RT) y un inserto de moldeo (FE) con al menos un nido de moldeo (FN) , el cual puede ser retenido sobre la base (RT) durante un proceso de vibración y puede ser trasladado verticalmente con relación a la base (RT) para desmoldear el al menos un cuerpo moldeado de hormigón compactado sacándolo del nido de moldeo (FN) , caracterizado porque
-están previstos unos dispositivos de sujeción (SE) para afianzar el inserto de moldeo (FE) contra la base (RT) y unos dispositivos de retención (HE1, HE2, HE3, HE4) para retener el inserto de moldeo (FE) en el bastidor de 10 retención (HLL, HLR, HR) ,
-los dispositivos de retención (HE1, HE2, HE3, HE4) y los dispositivos de sujeción (SE) pueden ser maniobrados automáticamente,
-durante un proceso de vibración los dispositivos de sujeción (SE) afianzan el inserto de moldeo (FE) contra la base (RT) y los dispositivos de retención (HE1, HE2, HE3, HE4) entre el inserto de moldeo (FE) y el bastidor de retención 15 (HLL, HLR, HR) están en una posición de suelta,
-para el desmoldeo se sueltan los dispositivos de sujeción (SE) y los dispositivos de retención (HE1, HE2, HE3, HE4) se encuentran en una posición de engrane, y
-el acoplamiento de fuerza entre el inserto de moldeo (FE) y el bastidor de retención (HLL, HLR, HR) es más pequeño en la posición de suelta de los dispositivos de retención (HE1, HE2, HE3, HE4) que en su posición de 20 engrane.
2. Dispositivo según la reivindicación 1, caracterizado porque un dispositivo de control controla la maniobra de los dispositivos de retención (HE1, HE2, HE3, HE4) y/o los dispositivos de sujeción (SE) en el transcurso de un ciclo de fabricación.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque el bastidor de retención presenta al menos dos 25 listones de retención (HLL, HLR) que están horizontalmente enfrentados y encierran el inserto de moldeo entre ellos.
4. Dispositivo según la reivindicación 3, caracterizado porque el bastidor de retención abraza al inserto de moldeo (FE) en forma cerrada por tres lados o por todos los lados.
5. Dispositivo según cualquiera de las reivindicaciones 1 a 4, caracterizado porque los dispositivos de retención
(HE1, HE2, HE3, HE4) mantienen el inserto de moldeo, en todas las direcciones, en una posición definida con 30 respecto al bastidor de retención (HLL, HLR, HR) .
6. Dispositivo según cualquiera de las reivindicaciones 1 a 5, caracterizado porque los dispositivos de retención (HE1, HE2, HE3, HE4) entre el bastidor de retención (HLL, HLR, HR) y el inserto de moldeo (FE) contienen unos elementos de retención desplazables, en particular linealmente desplazables.
7. Dispositivo según la reivindicación 6, caracterizado porque diferentes elementos de retención (HB) son 35 desplazables en direcciones diferentes, en particular ortogonales una a otra.
8. Dispositivo según cualquiera de las reivindicaciones 1 a 7, caracterizado porque los elementos de retención (HB) encajan en aberturas de retención (GB) del inserto de moldeo (FE) .
9. Dispositivo según la reivindicación 8, caracterizado porque las aberturas presentan unos ensanchamientos (ER) en posiciones alejadas del bastidor de retención (HLL, HLR, HR) .
10. Dispositivo según la reivindicación 9, caracterizado porque los ensanchamientos (ER) están abiertos hacia abajo.
11. Dispositivo según cualquiera de las reivindicaciones 1 a 5, caracterizado porque los dispositivos de retención (HE1, HE2, HE3, HE4) contienen unos elementos de retención estacionarios (HB) variables en su acoplamiento de fuerza.
12. Dispositivo según la reivindicación 11, caracterizado porque los elementos de retención (HB) variables en su acoplamiento de fuerza son cuerpos huecos llenos de fluido y, para variar el acoplamiento de fuerza, es variable la presión del fluido a través de tuberías de alimentación a los cuerpos huecos.
13. Dispositivo según la reivindicación 11, caracterizado porque los elementos de retención (HB) variables en su acoplamiento de fuerza contienen bobinas magnéticas.
14. Dispositivo según cualquiera de las reivindicaciones 1 a 13, caracterizado porque los dispositivos de sujeción (SE) contienen un elemento de sujeción giratorio (SS) .
15. Dispositivo según la reivindicación 14, caracterizado porque el elemento de sujeción giratorio (SS) está
dispuesto al lado de la base vibratoria (RT) y, para realizar el afianzamiento, encaja en un contraelemento de 5 sujeción (GG) dispuesto al lado del inserto de moldeo (FE) .
16. Dispositivo según la reivindicación 15, caracterizado porque el contraelemento de sujeción (GG) está realizado en forma de una abertura del lado inferior del inserto de moldeo (FE) .
17. Dispositivo según la reivindicación 15 ó 16, caracterizado porque el elemento de sujeción (SS) y/o el
contraelemento de sujeción (GG) presentan una superficie de asiento en forma de un tramo de hélice alrededor del 10 eje de giro (SA) del elemento de sujeción.
18. Dispositivo según la reivindicación 14, caracterizado porque el elemento de sujeción y el contraelemento de sujeción engranan uno con otro a través de una rosca (SG, GG) .
19. Dispositivo según cualquiera de las reivindicaciones 1 a 18, caracterizado porque los elementos de sujeción (SS) dispuestos al lado de la base (RT) y los contraelementos de sujeción (GG) dispuestos al lado del inserto de
moldeo (FE) se aplican uno a otro, al asentar el inserto de moldeo sobre la base, antes de alcanzar la posición final y son desplazables en la dirección de asentamiento en contra de una fuerza de reposición, y, cuando el inserto de moldeo está asentado sobre la base, se aplican pretensados uno a otro bajo la acción de la fuerza de reposición.
20. Dispositivo según cualquiera de las reivindicaciones 1 a 19, caracterizado porque están previstos dispositivos de centrado entre la base (RT) y el inserto de moldeo (FE) .
21. Dispositivo según cualquiera de las reivindicaciones 1 a 20, caracterizado porque los dispositivos de sujeción (SE) y/o los dispositivos de retención (HE1, HE2, HE3, HE4) son maniobrables por un fluido solicitado con presión, especialmente por vía hidráulica.
Patentes similares o relacionadas:
PUNZON ISOSTÁTICO, del 2 de Marzo de 2020, de ASITEC CERAMIC, S.L: Punzón de prensas para fabricación de piezas de cerámica. Está formado por un cuerpo metálico, un recubrimiento de goma, y una cámara situada entre el […]
Matriz y pistón de aparato de SPS, aparato de SPS que los comprende, y procedimiento de sinterización, densificación o ensamblaje en una atmósfera oxidante que utiliza este aparato, del 23 de Octubre de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Matriz de aparato de sinterización en caliente con campo eléctrico pulsado, caracterizada por que dicha matriz está fabricada de grafito y las superficies […]
PUNZÓN, del 25 de Septiembre de 2019, de CARRETERO PERONA, Gregorio: 1. Punzón, para compactación de materiales sueltos, que comprende un cuerpo con una primera cara en la que se ha realizado un rebaje […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
MÉTODO Y SISTEMA DE PRODUCCIÓN DE TABLEROS, LOSAS O PLANCHAS DE PIEDRA ARTIFICIAL CON EFECTO DE VETAS ANCHAS, del 23 de Mayo de 2019, de COSENTINO RESEARCH & DEVELOPMENT, S.L: La presente invención se refiere a un método y un sistema para la producción de tableros, losas o planchas de piedra artificial, con efecto de […]
Procedimiento para fabricar losas de revestimiento, del 30 de Enero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para fabricar losas de revestimiento, que comprende por lo menos las etapas de: - posicionar por lo menos un inserto sólido en un plano de trabajo […]
PRENSA PARA COMPACTACIÓN Y CONFORMACIÓN DE PIEZAS O PRODUCTOS ANGULARES, del 5 de Julio de 2018, de BIENZOBAS SAFFIE, Fernando: En la presente invención se describe una prensa para compactación y conformación de piezas o productos angulares, la cual está comprendida por una estructura […]
PUNZON HIDRAULICO PARA PRENSADO DE PIEZAS CERAMICAS, del 13 de Octubre de 2017, de MOLDES ESPECIALES PLAZA, S.L.: 1. Punzón hidráulico para prensado de piezas cerámicas, que comprende una base dotada de un cajeado delimitado por un marco perimetral , […]