MOLDE PARA FABRICAR BLOQUES MOLDEADOS DE HORMIGÓN.
Molde para fabricar bloques moldeados de hormigón, que comprende al menos un nido de moldeo (FN) limitado por paredes laterales (QWI,
QWA, ZW) y al menos un macho de moldeo (FK, FKS) dispuesto dentro del nido de moldeo (FN) y retenido en un listón portamachos (KHL) que abarca el nido de moldeo, estando colocado el listón portamachos (KHL) dentro de al menos una escotadura (AL, FAL) de una pared lateral (QWI, QWA, ZW) y/o de un macho de moldeo (FK, FKS) y estando retenido en la pared lateral (QWI, QWA, ZW) y/o en el macho de moldeo (FK, FKS) por un dispositivo de retención, caracterizado porque el dispositivo de retención presenta al menos un cuerpo de fijación (BK1, BK2, BKA, BKB) dispuesto lateralmente junto al listón portamachos (KHL), fijado de manera soltable a la respectiva pared lateral (QWI; QWA, ZW) o al macho de moldeo (FK; FKS) y dotado de un elemento de retención (BO) que atraviesa, transversalmente a la dirección longitudinal (x) del listón portamachos (KHL), una superficie de separación sustancialmente vertical entre el cuerpo de fijación (BK1, BK2, BKA, BKB) y una superficie lateral del listón portamachos (KHL) y que une el listón portamachos (KHL) con el cuerpo de fijación (BK1, BK2, BKA, BKB) mediante un acoplamiento de conjunción de forma con estos
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/056155.
B28B7/18TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › atravesando las aberturas el objeto de parte a parte.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
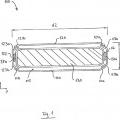
La invención concierne a un molde para fabricar bloques moldeados de hormigón. Para la fabricación industrial de bloques moldeados de hormigón son usuales moldes que están sujetos en una máquina de moldeo y asentados sobre una base de soporte que puede ser inducida a realizar vibraciones verticales del tipo de sacudidas. Un molde de esta clase contiene al menos uno y típicamente varios nidos de moldeo abiertos por arriba y por abajo que están limitados lateralmente por paredes de dichos nidos de moldeo. Debido al asentamiento sobre la base de soporte se cierran las aberturas inferiores y se carga una mezcla de hormigón en los nidos de moldeo a través de las aberturas superiores. Unas placas de presión introducidas por las aberturas superiores presionan sobre la mezcla de hormigón, la cual se solidifica durante un proceso de sacudidas produciendo bloques moldeados de hormigón de forma estable que se pueden extraer del molde después de elevar este molde a través de las aberturas inferiores de los nidos de moldeo. Especialmente en bloques moldeados de hormigón de gran volumen, tales como, por ejemplo, ladrillos huecos, bloques para taludes o macetones, se disponen frecuentemente dentro de los nidos de moldeo unos machos de moldeo distanciados de sus paredes laterales, los cuales determinan cavidades en los bloque terminados. Tales bloques moldeados están retenidos en una posición definida por medio de listones portamachos que abarcan los nidos de moldeo. Los listones portamachos están a su vez retenidos en las paredes laterales e insertos allí en escotaduras. Debido a las altas fuerzas que se presentan especialmente durante el proceso de sacudidas los listones portamachos están expuestos a altos esfuerzos alternativos y se presentan frecuentemente roturas de listones portamachos como daños producidos en tales moldes. Por tanto, los listones portamachos pueden estar retenidos también de manera soltable en las paredes laterales y/o en los machos de moldeo. Se conocen para esto, por ejemplo por el documento DE10146344A1 unas uniones de enchufe entre paredes de nidos de moldeo y listones portamachos. Se conoce por el documento WO 2006/128458 A1 el recurso de enchufar listones portamachos desde arriba en escotaduras de forma de hendiduras de paredes intermedias y unir el listón portamachos y las hendiduras mediante salientes y depresiones mutuamente engranados, estableciendo así un acoplamiento de conjunción de forma contra una extracción vertical del listón portamachos. Asimismo, es conocido el recurso de agrandar las escotaduras de las paredes laterales de manera que se alejen lateralmente de los listones portamachos y atornillar cuerpos de fijación en las escotaduras ensanchadas que aprisionen el listón portamachos en la escotadura. Para la unión soltable de los listones portamachos con machos de moldeo se ha previsto en el documento FR 2365418 A1 el recurso de encajar a presión casquillos de sujeción en taladros a través de los listones portamachos y en aberturas alineadas de machos de hierro fundido. La invención se basa en el problema de indicar un molde con una ventajosa unión alternativa de un listón portamachos con machos de moldeo y/o paredes laterales de un nido de moldeo. La invención se describe en la reivindicación independiente. Las reivindicaciones subordinadas contienen ejecuciones y perfeccionamientos ventajosos de la invención. Debido al elemento de retención que discurre transversalmente a la dirección longitudinal del listón portamachos y que atraviesa una superficie de separación y encaja especialmente en el listón portamachos es posible ventajosamente una unión de conjunción de forma del listón portamachos con el al menos un cuerpo de fijación y, a través de éste, una sujeción fiable en la pared lateral y/o en el macho de moldeo. En particular, el elemento de retención puede estar situado dentro de la extensión vertical del listón portamachos en una zona central junto a la fibra de listón portamachos neutra frente a combado vertical. Ventajosamente, el elemento de retención está alejado, en dirección vertical, del canto superior y del canto inferior del listón portamachos en una medida igual a al menos un 20% de la altura de este listón portamachos. Preferiblemente, la fibra neutra citada discurre dentro de la zona de la sección transversal del elemento de retención. Es de especial importancia una realización en la que el listón portamachos está retenido al menos en el marco de su combado alternativo durante el funcionamiento de sacudidas en forma giratoria con relación al al menos un cuerpo de fijación. Ventajosamente, el elemento de retención está realizado para ello como un pasador, un perno o similar con sección transversal circular y está inserto en un rebajo, especialmente un taladro del listón portamachos y/o del cuerpo de fijación, pudiendo ser hechos girar ventajosamente el listón portamachos y/o el cuerpo de fijación alrededor del eje del pasador en al menos una pequeña medida con relación a dicho pasador. El eje del pasador discurre en dirección horizontal y transversal a la dirección longitudinal del listón portamachos. En la unión del listón portamachos con una pared lateral del nido de moldeo el canto inferior del listón portamachos presenta preferiblemente una pequeña rendija con respecto al fondo de la escotadura de la pared lateral del nido de moldeo, de modo que, particularmente en dirección vertical, todas las fuerzas entre la pared lateral y el listón portamachos son transmitidas de forma definida a través del elemento de retención. En otra realización puede estar 2 previsto también que el canto inferior del listón portamachos se alce sobre el fondo de la escotadura de la pared lateral y las fuerzas ejercidas verticalmente hacia arriba desde la pared lateral sobre el listón portamachos puedan ser transmitidas a través del canto inferior de dicho listón portamachos. El rebajo del cuerpo de fijación puede estar realizado aquí también como un agujero alargado vertical o bien en forma abierta hacia abajo. El elemento de retención puede estar pretensado aquí para combado. Es especialmente ventajosa una realización en la que el listón portamachos está retenido en una pared lateral por dos cuerpos de fijación, que están dispuestos en lados del listón portamachos situados uno frente a otro y orientados en sentidos contrarios transversalmente a la dirección longitudinal, y por al menos un elemento de retención. Preferiblemente, un elemento de retención, especialmente un pasador o similar, está enchufado a través de un orificio del listón portamachos, especialmente un taladro de éste, y está colocado con tramos sobresalientes por ambos lados en escotaduras correspondiente, especialmente taladros de los dos cuerpos de fijación. Los dos cuerpos de fijación pueden estar unidos también uno con otro, preferiblemente por debajo del listón portamachos, como dos cuerpos de fijación parciales y pueden formar un estribo con un alojamiento para el listón portamachos. El elemento de retención puede extenderse a través de uno de los cuerpos de fijación parciales. Las designaciones de dirección horizontal y vertical se refieren a la posición de funcionamiento regular del molde, en la que las aberturas superiores e inferiores de los nidos de moldeo están espaciadas verticalmente y la dirección longitudinal del listón portamachos discurre horizontalmente. El elemento de retención puede estar ventajosamente encajado a presión en el orificio a través del listón portamachos. En lugar de un elemento de retención que atraviese el listón portamachos, pueden estar previstos también elementos de retención separados que penetren desde ambos lados en un orificio, especialmente un taladro del listón portamachos. Puede estar previsto también afianzar lateralmente uno o dos cuerpos de fijación contra el listón portamachos. El cuerpo de fijación está dispuesto de manera ventajosa directamente en la pared lateral que limita el nido de moldeo y forma una superficie parcial de la pared lateral en la escotadura de ésta. El cuerpo de fijación está unido ventajosamente con la pared lateral por al menos una y preferiblemente dos uniones de atornillamiento, cuyos ejes de tornillo discurren en dirección sustancialmente vertical, para lo cual se han practicado unos taladros roscados en dicha pared lateral, ventajosamente en el fondo de la escotadura de la misma. Ventajosamente, para la unión preferiblemente soltable entre el listón de retención y un macho de moldeo puede estar previsto un dispositivo de retención correspondiente. Ventajosamente, dos sitios de unión con al menos un respectivo cuerpo de fijación en la dirección longitudinal del listón portamachos están dispuestos aquí dentro de un macho de moldeo en posiciones decaladas una respecto de otra y están unidos con el listón... [Seguir leyendo]
Reivindicaciones:
1. Molde para fabricar bloques moldeados de hormigón, que comprende al menos un nido de moldeo (FN) limitado por paredes laterales (QWI, QWA, ZW) y al menos un macho de moldeo (FK, FKS) dispuesto dentro del nido de moldeo (FN) y retenido en un listón portamachos (KHL) que abarca el nido de moldeo, estando colocado el listón portamachos (KHL) dentro de al menos una escotadura (AL, FAL) de una pared lateral (QWI, QWA, ZW) y/o de un macho de moldeo (FK, FKS) y estando retenido en la pared lateral (QWI, QWA, ZW) y/o en el macho de moldeo (FK, FKS) por un dispositivo de retención, caracterizado porque el dispositivo de retención presenta al menos un cuerpo de fijación (BK1, BK2, BKA, BKB) dispuesto lateralmente junto al listón portamachos (KHL), fijado de manera soltable a la respectiva pared lateral (QWI; QWA, ZW) o al macho de moldeo (FK; FKS) y dotado de un elemento de retención (BO) que atraviesa, transversalmente a la dirección longitudinal (x) del listón portamachos (KHL), una superficie de separación sustancialmente vertical entre el cuerpo de fijación (BK1, BK2, BKA, BKB) y una superficie lateral del listón portamachos (KHL) y que une el listón portamachos (KHL) con el cuerpo de fijación (BK1, BK2, BKA, BKB) mediante un acoplamiento de conjunción de forma con estos. 2. Molde según la reivindicación 1, caracterizado porque el elemento de retención está espaciado del canto superior y del canto inferior del listón portamachos (KHL) en una medida igual a al menos un 20% de la altura del listón portamachos (KHL). 3. Molde según la reivindicación 1 ó 2, caracterizado porque el elemento de retención (BO) está situada en la zona de la fibra del listón portamachos (KHL) neutra respecto de un combado vertical. 4. Molde según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el elemento de retención (BO) está realizado en forma de pasador y encaja en un rebajo (BL, BB, AA) del listón portamachos (KHL) y/o del cuerpo de fijación (BK1, BK2, BK4, BK3). 5. Molde según la reivindicación 4, caracterizado porque el elemento de retención (BO) está encajado a presión en un rebajo (BL, BB, AA) del listón portamachos (KHL) o del cuerpo de fijación (BK1, BK2, BKA, BKB). 6. Molde según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el cuerpo de fijación (BK1, BK2, BKA, BKB) está atornillado con la pared lateral (QWA, QWI, ZW) y/o con el macho de moldeo (FK, FKS). 7. Molde según cualquiera de las reivindicaciones 1 a 6, caracterizado porque dos cuerpos de fijación (BK1, BK2, BKA, BKB) están dispuestos uno frente a otro a ambos lados del listón portamachos (KHL). 8. Molde según la reivindicación 7, caracterizado porque el elemento de retención (BO) está realizado en una sola pieza entre ambos cuerpos de fijación (BK1, BK2, BKA, BKB) y atravesando el listón portamachos (KHL) situado entre estos. 9. Molde según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la pared lateral (QWA, QWI, ZW) está formada por una placa. 10. Molde según cualquiera de las reivindicaciones 1 a 9, caracterizado porque la pared lateral es una pared intermedia (ZW) entre dos nidos de moldeo (FN). 11. Molde según cualquiera de las reivindicaciones 1 a 10, caracterizado porque dos cuerpos de fijación (BKA, BKB) están fijados a un macho de moldeo (FKS) y están dispuestos entonces de manera que quedan decalados uno respecto de otro en la dirección longitudinal (x) del listón portamachos (KHL). 12. Molde según cualquiera de las reivindicaciones 1 a 11, caracterizado porque el macho de moldeo (FKS) está constituido al menos parcialmente por plástico y porque están incrustados en el plástico unos medios de fijación (BR, BT) a los que está fijado el cuerpo de fijación (BKA) en forma soltable. 13. Molde según la reivindicación 12, caracterizado porque el plástico forma la superficie exterior del macho de moldeo (FKS) vuelta hacia el nido de moldeo. 7 8 9 11 12 13 14
Patentes similares o relacionadas:
Balaustrada de vidrio sin marco y método de obtención de la misma, del 20 de Mayo de 2020, de EeVenture B.V: Combinación de un elemento de suelo de hormigón fundido prefabricado y al menos un panel de vidrio sin marco que forma una balaustrada, en donde […]
Molde y núcleo contraíble para la formación de paneles de muro de carga prefabricados, del 12 de Noviembre de 2015, de AlWatan Units Co., LLC: Una disposición de molde para la prefabricación de paneles de muro de carga, comprendiendo la disposición de molde :
un núcleo contraíble […]
Molde para la fabricación de productos cerámicos y proceso para la fabricación de tal molde, del 25 de Julio de 2012, de Sacmi Cooperativa Meccanici Imola Societa' Cooperative: Molde poroso para fabricar productos cerámicos , dicho molde (S) siendo del tipo que comprende por lomenos dos partes que pueden ser […]
PROCEDIMIENTO DE OBTENCION DE PIEZAS CERAMICAS CON PERFORACIONES Y DISPOSITIVO CORRESPONDIENTE, del 16 de Diciembre de 2005, de PERIS DOMINGUEZ,PABLO: Procedimiento de obtención de piezas cerámicas con perforaciones y dispositivo correspondiente. Consiste en prensar sobre un molde polvo húmedo a partir del […]
PANEL ALIGERADO PARA TABIQUERIA INTEGRAL Y MAQUINA PARA SU CONSTRUCCION., del 1 de Octubre de 2003, de MARTINEZ-GARRIDO MARTINEZ,RODRIGO: Panel aligerado para tabiquería integral y máquina para su construcción, constituido el panel por una pieza prismática rectangular de escaso espesor, […]
DISPOSITIVO PARA FABRICAR ARQUETAS DE POZOS DE INSPECCION DE ALCANTARILLAS., del 16 de Febrero de 2002, de VARVAROUSSIS, KONSTANTIN: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA MOLDEADO DE CAJAS DE CANALIZACION QUE MUESTRAN AL MENOS DOS MANGUITOS DE CONEXION, EN PARTICULAR DE LAS PARTES INFERIORES DE LAS […]
PROCEDIMIENTO PARA FABRICAR PLANCHAS TERMOAISLADAS PARA LA CONSTRUCCION CON PLANCHAS GRANDES., del 16 de Diciembre de 2001, de IPA-ISORAST INTERNATIONAL S.A.: SE DESCRIBE UN PROCEDIMIENTO DE FABRICACION DE PANELES TERMOAISLADOS PARA LA CONSTRUCCION POR GRANDES TABLEROS, QUE PUEDEN UTILIZARSE PARA […]
UN BLOQUE PARA ALBAÑILERIA COMPUESTO., del 1 de Noviembre de 1999, de ANCHOR WALL SYSTEMS, INC.: LA INVENCION SE REFIERE A UN BLOQUE DE MAMPOSTERIA COMPUESTO QUE TIENE UNA SUPERFICIE ANTERIOR Y UNA SUPERFICIE POSTERIOR UNIDAS MEDIANTE UNA PRIMERA Y UNA […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Molde y núcleo contraíble para la formación de paneles de muro de carga prefabricados, del 12 de Noviembre de 2015, de AlWatan Units Co., LLC: Una disposición de molde para la prefabricación de paneles de muro de carga, comprendiendo la disposición de molde :
un núcleo contraíble […]
Molde y núcleo contraíble para la formación de paneles de muro de carga prefabricados, del 12 de Noviembre de 2015, de AlWatan Units Co., LLC: Una disposición de molde para la prefabricación de paneles de muro de carga, comprendiendo la disposición de molde :
un núcleo contraíble […]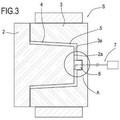 Molde para la fabricación de productos cerámicos y proceso para la fabricación de tal molde, del 25 de Julio de 2012, de Sacmi Cooperativa Meccanici Imola Societa' Cooperative: Molde poroso para fabricar productos cerámicos , dicho molde (S) siendo del tipo que comprende por lomenos dos partes que pueden ser […]
Molde para la fabricación de productos cerámicos y proceso para la fabricación de tal molde, del 25 de Julio de 2012, de Sacmi Cooperativa Meccanici Imola Societa' Cooperative: Molde poroso para fabricar productos cerámicos , dicho molde (S) siendo del tipo que comprende por lomenos dos partes que pueden ser […]