DISPOSITIVO CON UN DISPOSITIVO DE EYECCIÓN MEJORADO Y MÉTODO PARA EL MISMO.
Dispositivo que comprende: una parte (52) de recipientes de molde con al menos un recipiente (54) de molde para formar en él un ladrillo crudo a partir de arcilla;
un dispositivo (60) de expulsor para expulsar del recipiente (54) de molde el ladrillo crudo que se ha de formar en el recipiente de molde, comprendiendo el dispositivo (60) de eyección: una base (100) del eyector; un eje (62) del eyector que está conectado a la base (100) del eyector con un primer extremo exterior y que está provisto de un tope (78) en un segundo extremo exterior; medios de tensado (68) que están dispuestos alrededor del eje (62) del eyector y que se pueden acoplar con el tope (78); caracterizado porque la parte de recipientes de molde comprende una abertura (82) a través de la cual es posible desplazar el dispositivo (60) de eyección con su eje (62) que tiene los medios (68) de tensado dispuestos a su alrededor y un tope (78); y un miembro intermedio (84) entre los medios de tensado (68) y la abertura (82) de la parte (52) de recipientes de molde, que puede disponerse alrededor y retirarse del eje (62) del eyector después de que se hayan dispuesto los medios (68) de tensado y el tope (78)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2009/000007.
B28B7/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00).
B28B7/36B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Revestimientos interiores o revestimientos (lubrificación de los moldes, de los machos o de los mandriles B28B 7/38).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
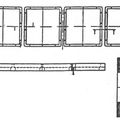
Dispositivo con un dispositivo de eyección mejorado y método para el mismo. La presente invención se refiere a un dispositivo con un dispositivo de eyección mejorado para expulsar de un recipiente de molde un ladrillo crudo formado en el recipiente de molde según se define en la reivindicación 1. La invención se refiere además a un método para tal dispositivo según se define en la reivindicación 12. En las denominadas prensas de recipientes de molde, conocidas por los documentos EP-A1112827 y EP A10917938, a las cuales se refiere la presente invención, se prensa arcilla deformable en recipientes de molde (usualmente cubiertos con arena). El ladrillo crudo formado en el recipiente de molde se libera posteriormente con el fin de secarlo y cocerlo. Tal prensa de recipientes de molde comprende un transportador de cadena que se ensambla con un gran número de partes de recipientes de molde conectadas entre sí. Cada parte de recipientes de molde comprende generalmente una pluralidad de recipientes de molde en los que se forman los ladrillos crudos. Se disponen eyectores en cada parte de recipientes de molde con la finalidad de expulsar los ladrillos crudos del recipiente de molde respectivo. Tales eyectores están sujetos a desgaste y deben, por tanto, reemplazarse regularmente con nuevos eyectores. Debido parcialmente al gran número de eyectores por prensa de recipientes de molde, esta es una reparación laboriosa, en la que la prensa de recipientes de molde no puede emplearse para la producción de ladrillos durante un periodo de tiempo considerable. Una prensa de recipientes de molde con 24 recipientes de molde por parte de recipientes de molde, que comprende un total de 50 partes de recipiente de molde, tiene no menos de 1200 eyectores. El reemplazo de todos estos eyectores es muy intensivo en mano de obra. Además, las bases de los eyectores están provistas generalmente de placas insertas que deben reemplazarse regularmente. Debido a la exposición repetida a arcilla caliente y húmeda, y bajo las fuerzas de compresión de la prensa de recipientes de molde, los tornillos con los que se fijan las placas insertas a una placa madre del eyector tienen tendencia a quedar pegadas por el óxido formado. En la práctica, el reemplazo de una placa inserta implica a menudo operaciones laboriosas, tales como expulsión por taladrado de un tornillo antiguo y terrajado de una nueva rosca de tornillo antes de que se pueda aplicar un nuevo tornillo con la finalidad de sujetar una nueva placa inserta. Asimismo puede ser necesario ajustar el volumen interno de los recipientes de molde con el fin de implementar correcciones en el tamaño del ladrillo, tal como es necesario, por ejemplo, si la arcilla muestra un comportamiento de contracción variable durante el secado y la cocción. Tales ajustes son muy intensivos en mano de obra y comprenden, por ejemplo, la soldadura o adherencia de placas en los recipientes de molde, e incluso se extienden al reemplazo de toda una parte de recipientes de molde. Un objeto de la presente invención es proporcionar un dispositivo con un dispositivo de eyección y método para el mismo que estén mejorados con relación a la técnica anterior y, en los que, se obvie al menos uno de los problemas antes expuestos. Dicho objeto se logra con el dispositivo según la presente invención, que comprende: una parte de recipientes de molde con al menos un recipiente de molde para formar en él un ladrillo crudo a partir de arcilla; un dispositivo de eyección para expulsar del recipiente de molde el ladrillo crudo que se ha de formar en el recipiente de molde, comprendiendo el dispositivo de eyección: una base de eyector; un eje de eyector que está conectado a la base del eyector con un primer extremo exterior y que está provisto de un tope en un segundo extremo exterior; medios de tensado que están dispuestos alrededor del eje del eyector y que se pueden acoplar con el tope; y ES 2 368 026 T3 en donde la parte de recipientes de molde comprende una abertura a través de la cual es posible desplazar el dispositivo de eyección con su eje que tiene unos medios de tensado dispuestos a su alrededor y un tope; y en donde un miembro intermedio puede disponerse y retirarse entre los medios de tensado y la abertura de la parte de recipientes de molde. Debido a que, según la invención, un dispositivo de eyección ensamblado puede desplazarse a través de la abertura en la parte de recipientes de molde, este dispositivo de eyección ya puede ensamblarse previamente en cualquier 2 ES 2 368 026 T3 lugar. Según la invención, se reduce el periodo de tiempo durante el cual la prensa de recipientes de molde no puede utilizarse para fabricar ladrillos como resultado de operaciones de reparación o reemplazo en los dispositivos de eyección. En una realización preferida el miembro intermedio está adaptado, en la situación dispuesta entre los medios de tensado y la abertura, para funcionar como un tope para los medios de tensado al menos ligeramente solicitados. En una realización adicionalmente preferida, el miembro intermedio es una arandela elástica con un rebajo, con lo que el miembro intermedio puede disponerse alrededor del eje del eyector después de que se hayan dispuesto los medios de tensado y el tope. Por tanto, es posible aplicar un dispositivo de eyección ensamblado previamente. En aún otra realización preferida el eje del eyector está conectado de una manera fija a la base del eyector, teniendo esto la ventaja de que, según la invención, puede aplicarse ahora una conexión soldada en vez de una conexión con rosca de tornillo. Tal conexión soldada es robusta y el paso de ensamblar el eje y la placa inferior es innecesario, lo cual ahora tiempo durante el reemplazo. Se hace notar, quizá innecesariamente, que conectado de manera fija quiere decir que la conexión es no liberable, o que la conexión sólo puede liberarse de una manera destructiva, tal como, por ejemplo, con una sierra o un soplete. En una realización preferida adicional, el eje del eyector está provisto de una rosca de tornillo al menos en su extremo exterior alejado de la base del eyector. En una realización preferida adicional, el eje del eyector comprende un perno que está fijado de una manera fija a la base del eyector con un extremo de cabeza del perno, por ejemplo por medio de una conexión soldada. En aún otra realización preferida, los medios de tensado comprende un resorte de compresión que está dispuesto alrededor del eje del eyector y que tira de la base del eyector hacia abajo en el recipiente de molde hasta que el eje del eyector es desplazado para expulsar del recipiente de molde un ladrillo crudo formado en él. En aún otra realización preferida, el tope comprende al menos una tuerca dispuesta sobre la rosca de tornillo. Esta tuerza, que por ejemplo es una tuerca de sombrerete, puede desplazarse sobre la rosca de tornillo hasta una posición en la que los medios de tensado tengan una solicitación deseada. En una realización preferida adicional, la posición de la tuerca de sombrerete puede fijarse con una contratuerca. En una realización preferida adicional una placa inserta está dispuesta sobre la base del eyector, cuya placa está conectada a la base del eyector con una conexión de tapón y tornillo, reduciendo esto adicionalmente el periodo de tiempo durante el cual la prensa de recipientes de molde no está disponible para la producción de ladrillos. Cuando se reemplaza una placa inserta vieja, sólo es necesario retirar el tornillo del antiguo tapón y disponer opcionalmente un nuevo tapón. Esto lleva considerablemente menos tiempo que volver a terrajar una rosca de tornillo, lo cual se ha averiguado que resulta regularmente necesario en la práctica porque los tornillos tienden a quedar pegados por el óxido formado debido a que la exposición repetida a arcilla caliente y húmeda, y bajo las fuerzas de compresión de la prensa de recipientes de molde. Tales tornillos pegados con óxido tenían que ser extraídos por taladro con el fin de retirar una placa inserta antigua. En aun otra realización preferida la placa inserta es una placa de caucho. Tales placas de caucho son flexibles, y la arena y la arcilla se adhieren en menor medida al caucho que, por ejemplo, a la madera o el plástico. Por tanto, los recipientes de molde se desgastan menos cuando se usan placas de caucho que cuando se usan placas de madera o de plástico. Según una realización preferida adicional, el recipiente de molde comprende paredes verticales que forman una cavidad de molde, y puede disponerse una placa contra una pared vertical en la cavidad de molde. Disponiendo la placa contra una pared en el volumen interno de la cavidad de molde el volumen interno de la cavidad de molde puede adaptarse con el fin de implementar correcciones en el tamaño de ladrillo, según sea necesario, por ejemplo, si la arcilla muestra... [Seguir leyendo]
Reivindicaciones:
una parte (52) de recipientes de molde con al menos un recipiente (54) de molde para formar en él un ladrillo crudo a partir de arcilla; un dispositivo (60) de expulsor para expulsar del recipiente (54) de molde el ladrillo crudo que se ha de formar en el recipiente de molde, comprendiendo el dispositivo (60) de eyección: una base (100) del eyector; ES 2 368 026 T3 un eje (62) del eyector que está conectado a la base (100) del eyector con un primer extremo exterior y que está provisto de un tope (78) en un segundo extremo exterior; medios de tensado (68) que están dispuestos alrededor del eje (62) del eyector y que se pueden acoplar con el tope (78); caracterizado porque la parte de recipientes de molde comprende una abertura (82) a través de la cual es posible desplazar el dispositivo (60) de eyección con su eje (62) que tiene los medios (68) de tensado dispuestos a su alrededor y un tope (78); y un miembro intermedio (84) entre los medios de tensado (68) y la abertura (82) de la parte (52) de recipientes de molde, que puede disponerse alrededor y retirarse del eje (62) del eyector después de que se hayan dispuesto los medios (68) de tensado y el tope (78). 2. Dispositivo según la reivindicación 1, en el que el miembro intermedio (84) está adaptado, en la situación dispuesta entre los medios de tensado (68) y la abertura (82), para funcionar como un tope para los medios de tensado al menos ligeramente solicitados. 3. Dispositivo según la reivindicación 1 o 2, en el que el miembro intermedio (84) es una arandela elástica con un rebajo. 4. Dispositivo según cualquiera de las reivindicaciones anteriores, en el que el eje (62) del eyector se conecta de una manera fija a la base (100) del eyector. 5. Dispositivo según la reivindicación 4, en el que el eje (62) del eyector está provisto de una rosca de tornillo al menos en su extremo exterior alejado de la base (100) del eyector. 6. Dispositivo según la reivindicación 4 o 5, en el que el eje (62) del eyector comprende un perno (66) que está sujeto de una manera fija a la base (100) del eyector con un extremo de cabeza del perno. 7. Dispositivo según cualquiera de las reivindicaciones 4-6, en el que los medios de tensado (68) comprenden un resorte de compresión dispuesto alrededor del eje (62) del eyector. 8. Dispositivo según cualquiera de las reivindicaciones 4-7, en el que el tope (78) comprende al menos una tuerca (76) dispuesta sobre la rosca de tornillo. 9. Dispositivo según cualquiera de las reivindicaciones anteriores, en el que una placa inserta (102) está dispuesta sobre la base (100) del eyector, cuya placa está conectada a la base (100) del eyector con una conexión de tapón y tornillo. 10. Dispositivo según la reivindicación 9, en el que la placa inserta (102) es una placa de caucho. 11. Dispositivo según cualquiera de las reivindicaciones anteriores, en el que el recipiente (54) de molde comprende paredes verticales (56) que forman una cavidad de molde, y en el que una placa (98) puede disponerse contra una pared vertical (56) en la cavidad de molde. 12. Método para ensamblar uno o más recipientes (54) de molde con un dispositivo (60) de eyección para formar ladrillos, que comprende los siguientes pasos: colocar un dispositivo (60) de eyección a través de un abertura (82) del fondo del recipiente (54) de molde, caracterizado porque el dispositivo (60) de eyección comprende al menos una base (100) del eyector ensamblada previamente con un eje (62), un resorte (68) y un tope (78) para el resorte; comprimir temporalmente el resorte (68) con el fin de proporcionar un espacio entre el resorte (68) y el fondo (74) del recipiente de molde (54); 7 ES 2 368 026 T3 disponer un miembro intermedio (84) en el espacio entre el resorte (68) y el fondo (74); y permitir que se alivie la presión sobre el resorte (68), en donde el resorte se deja solicitado en al menos cierta medida entre el tope (78) y el miembro intermedio (84). 13. Método según la reivindicación 12, en el que el ensamblaje previo del dispositivo (60) de eyección tiene lugar de manera al menos parcialmente mecánica. 14. Método según cualquiera de las reivindicaciones 12-13, aplicado en un dispositivo según cualquiera de las reivindicaciones 1-11. 8 TÉCNICA ANTERIOR ES 2 368 026 T3 9 ES 2 368 026 T3 ES 2 368 026 T3 11
Patentes similares o relacionadas:
MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y REVERSIBLE Y SU PROCEDIMIENTO DE FABRICACION, del 1 de Junio de 2008, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable y reversible para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]
MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y SU PROCEDIMIENTO DE FABRICACION, del 16 de Julio de 2007, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]
DISPOSITIVO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS, del 18 de Marzo de 2011, de KOBRA FORMEN GMBH: Dispositivo para la producción de cuerpos moldeados compactados por medio de agitación, en particular piedras moldeadas de hormigón, con un bastidor de moldeo y un inserto […]
METODO PARA COLAR PRODUCTOS DE HORMIGON, del 29 de Enero de 2010, de CONSOLIS TECHNOLOGY OY AB: Un método para realizar una abertura, o un rebajo para el suministro opcional de una abertura, en una placa sólida o la superficie inferior de […]
Balaustrada de vidrio sin marco y método de obtención de la misma, del 20 de Mayo de 2020, de EeVenture B.V: Combinación de un elemento de suelo de hormigón fundido prefabricado y al menos un panel de vidrio sin marco que forma una balaustrada, en donde […]
Pieza de recipiente de molde proporcionada con una tira de sellado, del 18 de Marzo de 2020, de BEHEERMAATSCHAPPIJ DE BOER NIJMEGEN B.V.: Una pieza de recipiente de molde , que comprende:
- uno o más recipientes de moldes , cada uno con una cavidad de molde limitada por una base y […]
Dispositivo para la fabricación de piezas moldeadas de hormigón, del 17 de Julio de 2019, de KOBRA FORMEN GMBH: Dispositivo para la fabricación de piezas moldeadas de hormigón en una máquina de moldeo, que comprende una parte superior de molde (FB) con una […]
Dispositivo con eyectores mejorados y método asociado, del 3 de Julio de 2019, de BEHEERMAATSCHAPPIJ DE BOER NIJMEGEN B.V.: Dispositivo comprendiendo:
- un recipiente de moldeo al menos con una cavidad de moldeo ;
- al menos un eyector por cavidad de moldeo, […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y REVERSIBLE Y SU PROCEDIMIENTO DE FABRICACION, del 1 de Junio de 2008, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable y reversible para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]
MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y REVERSIBLE Y SU PROCEDIMIENTO DE FABRICACION, del 1 de Junio de 2008, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable y reversible para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]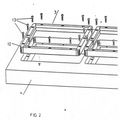 MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y SU PROCEDIMIENTO DE FABRICACION, del 16 de Julio de 2007, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]
MARCO DE MATRIZ ENSAMBLADO INTERCAMBIABLE Y SU PROCEDIMIENTO DE FABRICACION, del 16 de Julio de 2007, de TALLERES CORTES. S.L.: Marco ensamblado intercambiable para matrices y su procedimiento de fabricación utilizado en prensas, especialmente en prensas de fabricación de […]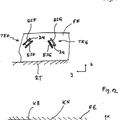 DISPOSITIVO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS, del 18 de Marzo de 2011, de KOBRA FORMEN GMBH: Dispositivo para la producción de cuerpos moldeados compactados por medio de agitación, en particular piedras moldeadas de hormigón, con un bastidor de moldeo y un inserto […]
DISPOSITIVO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS, del 18 de Marzo de 2011, de KOBRA FORMEN GMBH: Dispositivo para la producción de cuerpos moldeados compactados por medio de agitación, en particular piedras moldeadas de hormigón, con un bastidor de moldeo y un inserto […]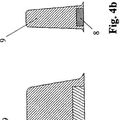 METODO PARA COLAR PRODUCTOS DE HORMIGON, del 29 de Enero de 2010, de CONSOLIS TECHNOLOGY OY AB: Un método para realizar una abertura, o un rebajo para el suministro opcional de una abertura, en una placa sólida o la superficie inferior de […]
METODO PARA COLAR PRODUCTOS DE HORMIGON, del 29 de Enero de 2010, de CONSOLIS TECHNOLOGY OY AB: Un método para realizar una abertura, o un rebajo para el suministro opcional de una abertura, en una placa sólida o la superficie inferior de […]