PROCEDIMIENTO PARA LA APLICACIÓN DE CINTAS DE FLEJE PLANAS ALREDEDOR DE PIEZAS DE EMBALAJE ASÍ COMO DISPOSITIVOS DE FLEJE PARA LA REALIZACIÓN DEL PROCEDIMIENTO.
Procedimiento para la aplicación de cintas de fleje planas (17) de un material de plástico o de metal alrededor de piezas de embalaje (5) por medio de un dispositivo de fleje (12) con las siguientes etapas:
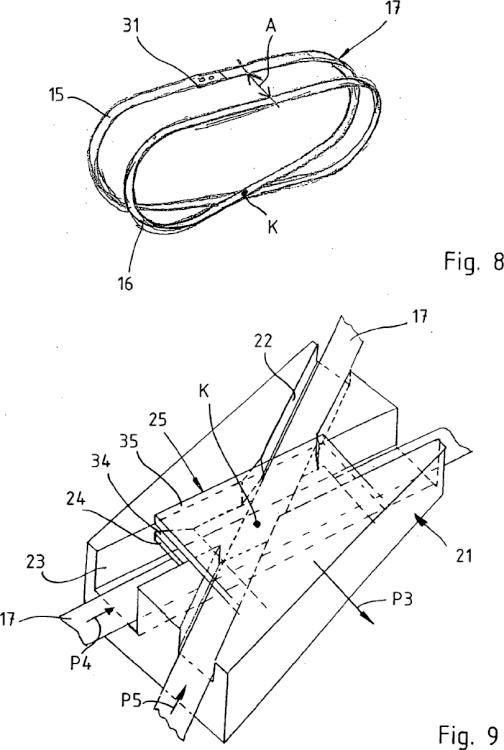
a) la pieza de embalaje (5) a arrollar es colocada en una posición de fleje de un dispositivo de fleje (12); b) un comienzo de cinta (31) de la cinta de fleje (17) es transportado, a partir de una cabeza de cierre (4) posicionada en la pieza de embalaje (5) en un primer canal de conducción de la cinta (13), que rodea la pieza de embalaje (5) c) el comienzo de la cinta (31) es transportado desde el extremo del primer canal de conducción de la cinta (13) hasta un segundo canal de conducción de la cinta (14) que se conecta en aquél y que rodea la pieza de embalaje (5); d) el comienzo de la cinta (31) es conducido desde el extremo del segundo canal de conducción de la cinta (14) hacia la cabeza de cierre (4, 30) y es retenido allí; e) un punto de cruce (K) del primero y del segundo canal de conducción de la cinta (13, 14), que está colocado opuesto a la cabeza de cierre (4, 30), es liberado para reducir los lazos de la cinta (15, 16) que se cruzan en el punto de cruce (K), a través de la retracción de la cinta de fleje (17) a la cabeza de cierre (4, 30), hasta que se alcanza una fuerza de tracción preajustada de la cinta de fleje (17); f) unión del comienzo de la cinta (31) con la cinta de fleje (17) retraída y separación de la cinta de fleje (17) excesiva desde un rollo de reserva
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09005281.
Solicitante: TITAN UMREIFUNGSTECHNIK GMBH & CO.KG.
Nacionalidad solicitante: Alemania.
Dirección: BERLINER STRASSE 51-55 58332 SCHWELM ALEMANIA.
Inventor/es: Philipp,Michael, Knieps,Horst.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Abril de 2009.
Clasificación Internacional de Patentes:
- B65B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 13/00 Atado de objetos en paquetes. › Conductos o canales fijos.
- B65B13/12 B65B 13/00 […] › fijados a anillos rotativos.
- B65B27/10 B65B […] › B65B 27/00 Atado en paquetes de objetos especiales que presentan problemas particulares, con ayuda de fleje, alambre o bandas o cintas estrechas; Embalado o enfardado de materiales fibrosos, p. ej. turba, no previstos en otro lugar. › Atado de paquetes de vástagos, barras u objetos alargados análogos.
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
PDF original: ES-2361652_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la aplicación de cintas de fleje de un material de plástico o de metal alrededor de piezas de embalaje por medio de un dispositivo de fleje. Además, la invención se refiere a un dispositivo de fleje para la aplicación de cintas de fleje planas de un material de plástico o de metal alrededor de piezas de embalaje.
Los dispositivos de fleje para el arrollamiento de objetos, en particular de piezas de embalaje pertenecen en diferentes formas de realización al estado de la técnica. El principio básico del arrollamiento se basa en posicionar una cabeza de fleje o cabeza de cierre en una pieza de embalaje que debe arrollarse, conducir una cinta de fleje alrededor de la pieza de embalaje, tensar la cinta de fleje y conectar sus extremos entre sí dentro de la cabeza de cierre. Los extremos a solapar de la cinta de fleje pretensada son conectados entre sí por unión del material o en unión positiva. La cinta de fleje extraída desde un rollo de reserva es cortada y la cabeza de cierre es elevada desde la pieza de embalaje. Estas etapas de trabajo se realizan de forma automática.
Las sujeciones circundantes están sometidas a cargas extremas, pudiendo ser las cargas especialmente dinámicas, que se producen durante el transporte de las piezas de embalaje, tan grandes que las cintas de fleje se desgarran. Por ejemplo, se atan productos metálicos del tipo de barra o de tubo por medio de cintas de fleje. Cuando se transportan tales haces por medio de una grúa, se producen forzosamente flexiones durante de los puntos de ataque de la fuerza de los medios de tope, lo que conduce de nuevo al desplazamiento de las barras o de los tubos. Las cintas de fleje deben absorber las cargas que resultan de ello. Teóricamente es posible prever un número mayor de cintas de fleje, para reducir tales desplazamientos. Sin embargo, precisamente en el caso de haces de tubos y de otros productos en forma de barra se trata, por decirlo así, de piezas de embalaje rígidas, que tienen una flexibilidad muy limitada. Puesto que las cintas de fleje deben pretensarse fuertemente en este caso para evitar desplazamientos dentro del haz, las cargas auxiliares del tipo de impacto, como durante la subida o bajada del haz por medio de una grúa bajo flexión del haz de barras pueden conducir a picos de tensión entro de las cintas de fleje, que se encuentran por encima del límite de carta de las cintas de fleje. Cargas de tamaños similares se producen durante la expedición de los haces.
En el marco del documento DE 93 19 856 U1 se describe un dispositivo para atar con cuerda paquetes o similares, Con esta finalidad, está prevista, entre otras cosas, una instalación de sujeción para el comienzo de un hilo así como una instalación de anudamiento para la configuración de un nudo a través del anudamiento del comienzo del hilo con el hilo guiado a continuación. Además, se utilizan medios para la conducción de hilo alrededor del paquete a atar. Los medios para la conducción del hilo presentan un anillo circular alojado de forma giratoria, en el que está fijada la cabeza de sujeción del hilo. De esta manera, se puede conducir el hilo varias veces alrededor de la pieza de embalaje a arrollar.
Totalmente aparte de ello, el documento EP 0 388 761 A describe una máquina de fleje para el embalaje de piezas de embalaje de cualquier tipo y tamaño. Esta máquina recurre, entre otras cosas, a un canal de la cinta de embalaje móvil vertical u horizontalmente. Adicionalmente, está prevista otra pieza de canal de la cinta de embalaje. Los dos sistemas de canal de la cinta de embalaje para arrollamiento longitudinal y arrollamiento transversal están dispuestos de tal forma que la cinta de embalaje es transportada a un lugar de mando central determinado. De esta manera, se pueden conducir tanto arrollamientos longitudinales como también arrollamientos transversales por el operador desde un único lugar.
Partiendo de aquí, la invención tiene el cometido de indicar un procedimiento así como un dispositivo de fleje o de aplicación de cintas de fleje planas de un material de plástico o de metal, en particular de acero, alrededor de piezas de embalaje, que debido a su peso alto, su volumen o su forma crítica plantean requerimientos muy altos al seguro de transporte aplicado a través del zunchado.
Este cometido se soluciona a través del procedimiento de acuerdo con la reivindicación 1 y a través del dispositivo correspondiente para la realización del procedimiento según la reivindicación 8 de la patente.
En el marco de la invención, de acuerdo con la reivindicación 1 de la patente, se propone un procedimiento en el que el comienzo de la cinta es desplazado a través de canales de conducción de la cinta, de manera que la cinta de fleje es conducida sobre toda la longitud.
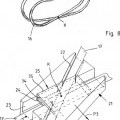
El problema técnico a solucionar en este contexto consiste en la configuración de los canales de conducción de la cinta, que deben tener forzosamente un punto de cruce sobre un lado opuesto a la cabeza de cierre. En el procedimiento de acuerdo con la reivindicación 1 de la patente, se prevé un primer canal de conducción de la cinta, que rodea la pieza de embalaje así como un segundo canal de conducción de la cinta, que se conecta en el primer canal y rodea de la misma manera la pieza de embalaje. Teóricamente pueden estar previstos también otros canales de conducción de la cinta para realizar no sólo zunchados dobles, sino triples y cuádruples. Pero el gasto técnico en los zunchados triples o cuádruples es muy alto, puesto que en el punto de cruce de los canales respectivos de conducción de la cinta deben resultar posibilidades para abrir los canales de conducción de la cinta que se encuentran en cada caso en el interior, cuando la cabeza de cierre tensa la cinta de fleje.
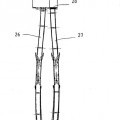
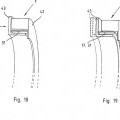
Por lo tanto, el núcleo del procedimiento de acuerdo con la reivindicación 1 de la patente es que se libera una zona de cruce de los canales de conducción de la cinta, que se encuentra opuesta a la cabeza de cierre. En una primera forma de realización, el canal de conducción de la cinta colocado en el interior, dispuesto más cerca de la pieza de embalaje, está realizado dividido, moviéndose al menos una de sus secciones parciales fuera del punto de cruce. Cuando el punto de cruce está liberado, la cinta de fleje se puede estirar en la cabeza de cierre y de esta manera se puede tensar.
En los canales de conducción de la cinta están previstos medios de retención cargados por resorte para la cinta de fleje, que se abren de forma automática superando la fuerza de resorte y liberan la cinta de fleje, para que pueda apoyarse en la pieza de embalaje.
Teóricamente es posible configurar ambos canales de conducción de la cinta de tal forma que se abren en el punto de cruce, por ejemplo cuando piezas de embalaje en forma de barras no deben introducirse, por decirlo así, en la dirección axial de los orificios formados por los canales de conducción de la cinta, sino en dirección radial, por lo tanto, por decirlo así, transversalmente a los canales de conducción de la cinta en el dispositivo de fleje. Sin embargo, para la función del zunchado doble solamente es necesario configurar únicamente el canal de conducción de la cinta colocado en el interior de tal manera que se peda liberar el punto de cruce.
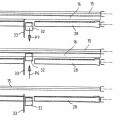
Mientras que en la forma de realización descrita anteriormente se parte de que está previsto un canal de conducción de la cinta dispuesto en el interior y al menos otro canal de conducción de la cinta dispuesto en el exterior, la alternativa de acuerdo con la reivindicación 3 de la patente consiste en configurar los canales de conducción de la cinta rígidos y unirlos entre sí en el punto de cruce. A tal fin, está prevista una pieza de cruce. A tal fin, está prevista una pieza de cruce. En la pieza de cruce existe igualmente un canal de cinta dispuesto en el interior y un canal de cinta dispuesto en el exterior, que están conectados en cada caso con el primero y el segundo canal de conducción de la cinta. No obstante, es esencial que no todo el canal de la cinta debe moverse fuera del punto de cruce, sino que solamente debe abrirse una corredera que separa el canal interior de la cinta del canal exterior de la cinta, para extraer tanto la cinta de fleje dispuesta en el interior como también la cinta de fleje dispuesta en el exterior fuera de los canales respectivos de la cinta y de los canales de conducción de la cinta. Tal corredera tiene la ventaja de que se trata de un componente móvil esencialmente más pequeño que en el caso de un canal completo de conducción de la cinta.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la aplicación de cintas de fleje planas (17) de un material de plástico o de metal alrededor de piezas de embalaje (5) por medio de un dispositivo de fleje (12) con las siguientes etapas:
a) la pieza de embalaje (5) a arrollar es colocada en una posición de fleje de un dispositivo de fleje (12);
b) un comienzo de cinta (31) de la cinta de fleje (17) es transportado, a partir de una cabeza de cierre (4) posicionada en la pieza de embalaje (5) en un primer canal de conducción de la cinta (13), que rodea la pieza de embalaje (5)
c) el comienzo de la cinta (31) es transportado desde el extremo del primer canal de conducción de la cinta (13) hasta un segundo canal de conducción de la cinta (14) que se conecta en aquél y que rodea la pieza de embalaje (5);
d) el comienzo de la cinta (31) es conducido desde el extremo del segundo canal de conducción de la cinta (14) hacia la cabeza de cierre (4, 30) y es retenido allí;
e) un punto de cruce (K) del primero y del segundo canal de conducción de la cinta (13, 14), que está colocado opuesto a la cabeza de cierre (4, 30), es liberado para reducir los lazos de la cinta (15, 16) que se cruzan en el punto de cruce (K), a través de la retracción de la cinta de fleje (17) a la cabeza de cierre (4, 30), hasta que se alcanza una fuerza de tracción preajustada de la cinta de fleje (17);
f) unión del comienzo de la cinta (31) con la cinta de fleje (17) retraída y separación de la cinta de fleje
(17) excesiva desde un rollo de reserva.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el canal de conducción de la cinta (13) que se encuentra en el interior está dividido, moviéndose al menos una de sus secciones parciales (18, 19) fuera del punto de cruce (K).
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque los canales de conducción de la cinta (26, 27) están unidos entre sí en el punto de cruce (K), de manera que en la pieza de cruce (21) están configurados un canal interior de la cinta (22) dirigido hacia la pieza de embalaje (5) y un canal exterior de la cinta (23) que se extiende a distancia mayor de la pieza de embalaje (5), a través de los cuales se conduce en cada caso una vez el extremo de la cinta (31) durante el fleje, en el que antes de la retracción de la cinta de fleje (17) se abre una corredera (25) que separa el canal interior de la cinta (22) frente al canal exterior de la cinta (23), para extraer la cinta de fleje (17) fuera del canal exterior de la cinta (23) en dirección a la pieza de embalaje (5).
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el comienzo de la cinta
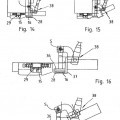
(31) es conducido, después de abandonar el primer canal de conducción de la cinta (26), a través de un canal de desviación (28) que se extiende a lo largo de la cabeza de cierre (4, 30), que desemboca en el segundo canal de conducción de la cinta (27).
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque después de la aplicación de los lazos de la cinta (15, 16) se abre el canal de desviación (28) y se desplaza el lazo de la cinta (16) desde el canal de desviación (28) en la dirección del canal de entrada y de salida de la cinta (29) de la cabeza de cierre (4, 30).
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el lazo de la cinta (16) desplazado lateralmente es impedido, después de desplazar al menos un elemento de bloqueo (33), para retroceder al canal de desviación (28).
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el comienzo de la cinta
(31) se conecta dentro de la cabeza de cierre (4, 30) en unión, del material, en unión positiva a través de prensado inmediato o utilizando casquillos de cierre con el extremo de la cinta de fleje (17).
8. Dispositivo de fleje para la aplicación de cintas de fleje planas (17) de un material de plástico o de metal alrededor de piezas de embalaje (5), que comprende
a) una cabeza de cierre (4, 30) que se puede posicionar frente a una pieza de embalaje (5) a rodear, en el que la cabeza de cierre (4, 30) presenta medios, para tensar la cinta de fleje (17) extendida a través de retracción parcial en la cabeza de cierre (4, 30) hasta una fuerza de tracción preajustada, conectar el comienzo de la cinta (31) con el extremo de la cinta y separar el extremo de la cinta desde un rollo de reserva;
b) un primer canal de conducción de la cinta (26, 13), que se conecta en un canal de entrada y salida de la cinta (29) de la cabeza de cierre (4, 30), que rodea la pieza de embalaje (5);
c) un segundo canal de conducción de la cinta (27, 14), que sigue a un primer canal de conducción de la cinta (26, 13), que rodea la pieza de embalaje (5) y desemboca en un canal de entrada y de salida de la cinta (29) de la cabeza de cierre (4, 30);
d) un punto de cruce (K), opuesto a la cabeza de cierre (4), de los canales de conducción de la cinta (26, 27, 13, 14), que está cerrado para el paso del comienzo de la cinta (31) y que está abierto durante el
tensado de la cinta de fleje (17);
e) una unidad de control para el control de medios de accionamiento del dispositivo de fleje.
9. Dispositivo de fleje de acuerdo con la reivindicación 8, caracterizado porque el canal interior de conducción de la cinta (13), adyacente a la pieza de embalaje (5), está dividido y presenta al menos una sección parcial (18, 19), que se puede mover fuera del punto de cruce (K).
10. Dispositivo de fleje de acuerdo con la reivindicación 9, caracterizado porque cada una de las secciones parciales (18, 19) está alojada de forma pivotable.
11. Dispositivo de fleje de acuerdo con la reivindicación 8, caracterizado porque los canales de conducción de la cinta (26, 27) están unidos entre sí en el punto de cruce (K) a través de una pieza de cruce (21), de manera que en la pieza de cruce (21) están configurados un canal interior de la cinta (22) dirigido hacia la pieza de embalaje (5) y un canal exterior de la cinta (23) que se extiende a distancia mayor de la pieza de embalaje (5), en el que está prevista una corredera (25) que separa el canal interior de la cinta (22) frente al canal exterior de la cinta (23).
12. Dispositivo de fleje de acuerdo con la reivindicación 11, caracterizado porque la corredera (25) está configurada en forma de U y forma una sección parcial del canal interior de la cinta (22).
13. Dispositivo de fleje de acuerdo con la reivindicación 11 ó 12, caracterizado porque está previsto un canal de desviación (28) conectado con el extremo del primer canal de conducción de la cinta (26) y con el comienzo del segundo canal de conducción de la cinta (27) y que se extiende a lo largo de la cabeza de cierre (4).
14. Dispositivo de fleje de acuerdo con la reivindicación 13, caracterizado porque el canal de desviación (28) presenta medios para la apertura de una pared lateral del canal de desviación (28) que está dirigida hacia el canal de entrada y salida de la cinta (29).
15. Dispositivo de fleje de acuerdo con la reivindicación 14, caracterizado porque está previsto al menos un elemento de empuje (32), para desplazar la cinta de fleje (17) desde el canal de desviación (28) en la dirección del canal de entrada y salida de la cinta (29).
16. Dispositivo de fleje de acuerdo con la reivindicación 15, caracterizado porque está previsto al menos un elemento de bloqueo (33), que retiene el lazo (16) desplazado de la cinta de fleje (17) fuera del canal de desviación (28), cuando se retrae el elemento de empuje (32).
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Brazo de manipulación de recipientes, del 20 de Mayo de 2020, de PEPSICO, INC.: Un brazo de manipulación de recipientes para un sistema de llenado de recipientes , que comprende: una pinza posicionada en un extremo distal del brazo […]
Sistema de llenado de recipientes y válvula para el mismo, del 20 de Mayo de 2020, de PEPSICO, INC.: Un sistema de llenado de recipientes , que comprende: un depósito de producto de bebida ; una válvula de llenado de recipiente de bebida […]
Sistema de llenado de recipientes, del 20 de Mayo de 2020, de PEPSICO, INC.: Un sistema de llenado de recipientes , que comprende: un depósito de producto de bebida ; múltiples válvulas de llenado de recipiente de […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Máquina de empaquetado por termosellado, del 4 de Marzo de 2020, de CAVANNA S.P.A.: Una máquina de empaquetado por termosellado que comprende: • un bastidor de soporte , • un transportador horizontal configurado […]
Estación de llenado y método para llenar cartuchos de cigarrillos electrónicos, del 26 de Febrero de 2020, de Sluis Cigar Machinery B.V: Estación de llenado para llenar cartuchos de cigarrillos electrónicos con un líquido, comprendiendo la estación de llenado: - un dispositivo transportador giratorio […]