HOJA DE SIERRA CON UN CUERPO BÁSICO Y DIENTES CON UN FILO CORTANTE.
Hoja de sierra (1) con un cuerpo básico (2) y dientes (10) con unos filos de corte (6),
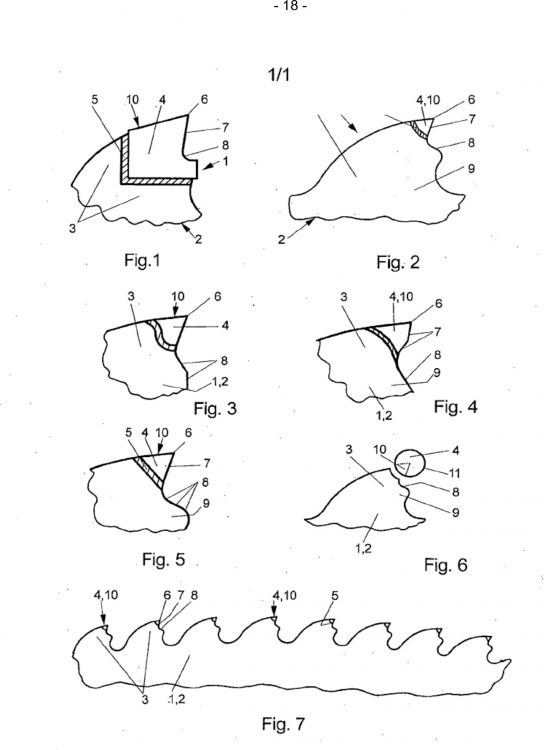
presentando el cuerpo básico (2) por cada diente (10) un resalte (3) con una superficie de unión (5), a la que se fija un inserto (4), de un material comparativamente más duro, que conforma el diente (10) con su filo de corte (6) y por lo menos una superficie de formación de viruta (7) adyacente al filo de corte (6), y el resalte (3) en el cuerpo básico (2) presenta por lo menos un escalón de guía de viruta (8) plano, caracterizado porque el inserto (4) que soporta la superficie de formación de viruta (7) se suelda mediante soldadura directa, en la superficie de unión (5), con el resalte (3) en el cuerpo básico (2), y la hoja de sierra (1) posee un paso de diente de 6 mm o inferior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07006127.
Solicitante: WIKUS-SÄGENFABRIK WILHELM H. KULLMANN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: MELSUNGER STRASSE 30 34286 SPANGENBERG ALEMANIA.
Inventor/es: GROSS,KLAUS, KULLMANN,JORG,DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Marzo de 2007.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23D61/02B
- B23D61/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 61/00 Herramientas de las máquinas de aserrar o de los dispositivos de aserrado (herramientas para máquinas de taladrar B23B 51/04 ); Dispositivos de fijación para estas herramientas. › con dientes de sierra incorporados.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
ÁMBITO TÉCNICO DE LA INVENCIÓN
La presente invención se refiere a una hoja de sierra con un cuerpo básico y dientes con un filo cortante. El cuerpo básico comprende unos resaltes dispuestos a una distancia de los dientes que se deben formar. Cada resalte comprende una superficie de unión que, generalmente, se conforma como una escotadura en forma de bolsa. En dichos resaltes se disponen unos insertos de un material comparativamente más duro que el material del cuerpo básico. Los insertos pueden realizarse en metal duro. Visto de este modo, cada inserto conforma un diente y presenta un filo de corte y una superficie de desprendimiento adyacente al filo de corte, con la que entra en contacto, por lo menos parcialmente, la viruta desprendida de la pieza a trabajar. La presente invención se puede emplear, en particular, en las hojas de sierra circulares, en particular en las denominadas hojas de sierra circulares de corte muy delgado, que se utilizan como herramientas de un solo uso sin reafilado previsto, y cuyo ámbito de aplicación preferido es el corte o el tronzado de unas piezas a trabajar comparativamente cortas, en particular de unos perfiles, aunque asimismo de unos materiales macizos. Sin embargo, la presente invención se puede emplear asimismo en una hoja de sierra alargada, es decir en una sierra de cinta. ESTADO DE LA TÉCNICA
Las hojas de sierra del tipo que se trata en este caso se conocen a partir del documento US 4,011,783 para una hoja de sierra circular y a partir del documento EP 0 266 022 para una hoja de sierra con la forma de una sierra de cinta. En ambos casos, los dientes se forman a partir de unos insertos o de unos cuerpos de inserción, que se disponen en unos resaltes formados a partir del material del cuerpo básico de la hoja de sierra. Para ello, los resaltes presentan unas escotaduras o bolsas, delimitadas por una superficie de unión, en las que tiene lugar la fijación de los insertos en el material de los resaltes del cuerpo básico. Los insertos se unen con los resaltes del cuerpo básico mediante soldadura, en particular mediante soldadura fuerte. Cada inserto conforma un diente, que comprende un filo de corte y una superficie adyacente para la formación de la viruta. Los insertos son de un material más duro que el material del cuerpo básico. Los insertos se conforman relativamente grandes, en particular, largos, y además con un volumen relativamente grande. De este modo, los insertos poseen, en la dirección radial de la hoja de sierra circular o perpendicularmente a la dirección del movimiento de la cinta de una sierra de cinta, una extensión relativamente grande, de tal modo que resulta una superficie de unión relativamente grande en correspondencia con la anchura de la hoja de sierra. En los insertos conocidos, la superficie de unión se conforma en forma de L o acodada y se prepara en los salientes, lo que por una parte tiene sentido para tener una superficie de unión lo más grande posible. El objetivo de otra función de dicha superficie de unión en forma de L es favorecer el posicionamiento del inserto al realizar la soldadura fuerte en los resaltes. Dichos cuerpos de inserto relativamente grandes y relativamente voluminosos conocidos en el estado de la técnica precisan la configuración descrita, a fin de garantizar unas fuerzas de unión suficientes y con ello unas fuerzas de retención suficientes entre el cuerpo del inserto y el resalte, como las que son posibles como consecuencia de la soldadura fuerte. Dichas fuerzas de retención deben dimensionarse lo suficientemente grandes como para que puedan soportar los esfuerzos de las solicitaciones originadas al utilizar la hoja de sierra. Dichas hojas de sierra deben aguantar un cierto tiempo de utilización sin que los insertos se desprendan de los resaltes total o parcialmente.
La utilización de unos insertos de gran volumen y relativamente grandes con una superficie de unión correspondientemente grande, se adapta totalmente a la unión de los insertos mediante soldadura. En dicha soldadura, los insertos se manejan de un modo adecuado para ella, se posicionan en relación con los resaltes, integrándose asimismo el material de soldadura. Mediante un calentamiento local tiene lugar el proceso de soldadura y con ello la unión entre el inserto y el resalte a lo largo de la superficie de unión en forma de L.
En dicho estado de la técnica, el consumo de material relativamente grande en el material de los insertos es un inconveniente. Se sabe que el metal duro es más caro que el material de base de una hoja de sierra. Sin embargo, el tamaño y el volumen de los insertos, debido a su fijación mediante soldadura, no puede reducirse, ya que el proceso de soldadura exige un cierto tamaño mínimo de la superficie de unión. El tamaño de una superficie de unión soldada entre el resalte y el inserto no debe quedar por debajo de un tamaño mínimo si se ha de alcanzar una fuerza de retención suficientemente grande como para poder ejercer unas fuerzas transmisibles entre el diente y la pieza a trabajar que sean aceptables durante el serrado, sin que los dientes formados a partir de los insertos se desprendan de los resaltes y con ello se acorte la vida útil de la hoja de sierra. Ello es aplicable asimismo para el sentido contrario de observación. Unas fuerzas transmisibles suficientemente grandes durante el serrado únicamente son posibles mediante soldadura, si se utilizan unas superficies de unión grandes. A su vez, únicamente se puede disponer de unas superficies de unión grandes si se emplean unos insertos relativamente grandes y de gran volumen. Dichos insertos grandes y de gran volumen se pueden manejar ciertamente con mayor facilidad que los insertos comparativamente más pequeños. Sin embargo, el inconveniente es que los insertos que conforman los dientes no pueden disponerse en una posición relativa entre los mismos con la proximidad que se desee. En otras palabras, existe un límite del paso de diente, es decir de la distancia entre dientes contiguos no puede ser inferior a dicho límite. Dicho valor límite del paso de diente es actualmente del orden de 9 mm. Por lo tanto tampoco puede quedar por debajo de dicho límite ya que la superficie de unión resultaría, a su vez, demasiado pequeña.
Otra hoja de sierra en forma de una hoja de sierra circular con un cuerpo básico y unos insertos fijados a sus resaltes se conoce a partir del documento EP 1 101 558 B1 o del documento DE 699 04 195 T2. Dicha publicación parte de un estado de la técnica que presenta unos insertos también relativamente largos o asimismo relativamente gruesos. El volumen de dichos insertos no cambia respecto al del estado de la técnica citado al principio, de tal modo que asimismo en este caso el consumo de un material comparativamente caro para la conformación de los insertos sigue siendo alto. Los insertos en la hoja de sierra circular poseen, partiendo del filo de corte en dirección al cuerpo básico, una pluralidad de superficies adyacentes de configuración complicada y dispuestas en una posición exacta relativa entre sí. En primer lugar, es decir partiendo del filo de corte en dirección al extremo del inserto vuelto hacia el cuerpo básico, se prevén dos superficies de formación de viruta dispuestas en un ángulo distinto relativo entre ellas, a las que les siguen por lo menos dos escalones de guiado de la viruta planos que, a su vez, se prevén en diferentes ángulos relativos entre sí y con respecto a las superficies de formación de la viruta. De este modo, el inserto adquiere en su superficie frontal una configuración análogamente compleja, de tal modo que a veces se le denomina como diente de gancho. La acomodación de las diferentes superficies, a saber, de las superficies de formación de viruta por una parte, y de los escalones de guiado de la viruta por otra, sobre el lado frontal del diente requiere además que el inserto presente una longitud análoga en la dirección radial, incluso si dicha longitud ya se ha configurado comparativamente más corta que con los insertos como los que se conocen a partir del documento EP 0 266 022. Sin embargo, por otra parte se aprecia que los insertos según la hoja de sierra circular del documento EP 1 101 558 presentan un espesor mayor, en la dirección tangencial. Dicha configuración pretende, asimismo en este caso, permitir disponer de una superficie de unión suficientemente grande como la que se precisa para un asiento suficientemente sólido de los insertos en los resaltes mediante el procedimiento de unión de soldadura fuerte empleado. El espesor comparativamente mayor de los insertos no únicamente incide negativamente en cuanto a que el consumo de material para el inserto sigue siendo alto, sino que además...
Reivindicaciones:
1. Hoja de sierra (1) con un cuerpo básico (2) y dientes (10) con unos filos de corte (6), presentando el cuerpo básico (2) por cada diente (10) un resalte (3) con una superficie de unión (5), a la que se fija un inserto (4), de un material comparativamente más duro, que conforma el diente (10) con su filo de corte (6) y por lo menos una superficie de formación de viruta (7) adyacente al filo de corte (6), y el resalte (3) en el cuerpo básico (2) presenta por lo menos un escalón de guía de viruta (8) plano, caracterizado porque el inserto (4) que soporta la superficie de formación de viruta (7) se suelda mediante soldadura directa, en la superficie de unión (5), con el resalte (3) en el cuerpo básico (2), y la hoja de sierra (1) posee un paso de diente de 6 mm o inferior.
2. Hoja de sierra (1) según la reivindicación 1, caracterizada porque la última superficie de formación de viruta (7) encarada al resalte (3) en el inserto (4) se transforma en el primer escalón de guía de viruta (8) dispuesto en el resalte (3) del cuerpo básico (2).
3. Hoja de sierra (1) según la reivindicación 1, caracterizada porque entre el resalte (3) y el inserto (4) se prevé únicamente una superficie de unión (5).
4. Hoja de sierra (1) según la reivindicación 3, caracterizada porque la única superficie de unión (5) se conforma como una superficie de evolución plana, ondulada o curvada.
5. Hoja de sierra (1) según cualquiera de las reivindicaciones 1 a 4, caracterizada porque el escalón de guía de viruta (8) plano en el resalte (3) del cuerpo básico (2) se templa.
6. Hoja de sierra (1) según cualquiera de las reivindicaciones 1 a 5 caracterizado porque en el resalte (3) del cuerpo básico (2) se prevé una pluralidad de escalones de guía de viruta (8) que se disponen en diferentes ángulos relativos entre sí.
7. Hoja de sierra (1) según cualquiera de las reivindicaciones 1 a 6, caracterizada porque el inserto (4) se configura más ancho que el resalte (3) del cuerpo básico (2) y presenta una
ranura con la que al soldar se puede colocar superpuesta completo sobre el resalte (3).
8. Hoja de sierra (1) según cualquiera de las
reivindicaciones 1 a 7, caracterizada porque el inserto (4) se compone 5 de un trozo de material en forma de bola, de cilindro (11), de segmento
o similar.
9. Hoja de sierra (1) según cualquiera de las reivindicaciones 1 a 8, caracterizada porque el escalón de guía de viruta (8) se conforma en el resalte (3) mediante una convexidad (9)
10 que sobresale en la dirección de desplazamiento de la cinta.
10. Hoja de sierra (1) según cualquiera de las reivindicaciones 1 a 9, caracterizada porque el escalón de guía de viruta (8) se conforma en el resalte (3) mediante una convexidad (9) que sobresale en la dirección de desplazamiento de la cinta, con una
15 pluralidad de superficies que presentan una transición entre ellas.
Patentes similares o relacionadas:
 Hoja de sierra circular, del 27 de Noviembre de 2019, de Ledermann GmbH & Co. KG: Dispositivo de aserrado de un material, que comprende al menos una hoja de sierra circular que consiste en:
- un cuerpo de hoja que […]
Hoja de sierra circular, del 27 de Noviembre de 2019, de Ledermann GmbH & Co. KG: Dispositivo de aserrado de un material, que comprende al menos una hoja de sierra circular que consiste en:
- un cuerpo de hoja que […]
Miembro de corte, del 17 de Abril de 2019, de Gershon System Ltd: Un elemento (10,500; 10,500'; 10,500''; 10,900; 10,900') de corte para su uso en una operación de corte que comprende: - un borde (10,532; 10,532'; 10,532''; […]
SIERRA CIRCULAR CON PLAQUETAS DURAS., del 16 de Abril de 2003, de KANEFUSA KABUSHIKI KAISHA: Sierra circular con puntas de metal duroplaquetas duras, en la que se proporciona una pluralidad de cuerpos de diente en una periferia exterior […]
SIERRA CIRCULAR PERFECCIONADA., del 3 de Abril de 1984, de GODOY MARTIN, JOSE: Sierra circular perfeccionada caracterizada esencialmente porque en una zona contínua y próxima al borde perimetral de la sierra existe un estriado […]
HOJA DE SIERRA CIRCULAR, EN PARTICULAR PARA TRONZAR Y RANURAR MADERA, MATERIALES DE MADERA O SIMILARES, del 16 de Abril de 1980, de LEDERMANN GMBH + CO.: Hoja de sierra circular, en particular para tronzar y ranurar madera, materiales de madera o similares, con dientes de corte dispuestos en la zona de corte, […]
 PROCEDIMIENTO PARA FABRICAR UNA HERRAMIENTA PARA EL TRABAJO DE LA MADERA O MATERIALES SIMILARES, del 1 de Mayo de 2009, de POZZO SPA: Procedimiento para fabricar una herramienta para el trabajo de la madera o de materiales similares, provisto de un cuerpo central prácticamente plano a base de […]
PROCEDIMIENTO PARA FABRICAR UNA HERRAMIENTA PARA EL TRABAJO DE LA MADERA O MATERIALES SIMILARES, del 1 de Mayo de 2009, de POZZO SPA: Procedimiento para fabricar una herramienta para el trabajo de la madera o de materiales similares, provisto de un cuerpo central prácticamente plano a base de […]
 METODO Y APARATO PARA FABRICAR HOJAS CORTANTES, del 1 de Mayo de 2008, de PARK, RIN SOON: Un método para la fabricación de hojas cortantes cada una de las cuales tiene un núcleo discoidal de acero con un espesor determinado y una pluralidad […]
METODO Y APARATO PARA FABRICAR HOJAS CORTANTES, del 1 de Mayo de 2008, de PARK, RIN SOON: Un método para la fabricación de hojas cortantes cada una de las cuales tiene un núcleo discoidal de acero con un espesor determinado y una pluralidad […]
 BARRERA SECTORIZADORA DE HUMO, del 1 de Marzo de 2008, de INSTALACIONES INABENSA, S.A.: Barrera sectorizadora de humo.#Se compone de un tambor motorizado que está instalado en una caja metálica o cajón anclada en la parte superior del […]
BARRERA SECTORIZADORA DE HUMO, del 1 de Marzo de 2008, de INSTALACIONES INABENSA, S.A.: Barrera sectorizadora de humo.#Se compone de un tambor motorizado que está instalado en una caja metálica o cajón anclada en la parte superior del […]