PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE PIEZAS MOLDEADAS EN BRUTO TRANSFORMADAS DE ACERO NOBLE.
Procedimiento para el tratamiento posterior de piezas de trabajo fabricadas a través de embutición profunda,
estampación, laminación y transformación con partículas de granulado duro en un tambor desplazable en movimientos giratorios, caracterizado porque las piezas de trabajo son fabricadas a partir de piezas moldeadas en bruto o cortes de acero noble aptas para embutición profunda, con un espesor del material de 1 a 1,2 mm en etapas inmediatamente sucesivas del procedimiento e inmediatamente después son tratadas en el tambor, en el que el tiempo de tratamiento posterior y/o el número de revoluciones del tambor se seleccionan en función del espesor del material y/o del tamaño de la superficie de las piezas moldeadas en bruto (10) y el tamaño del grano de las partículas de cerámica utilizadas como partículas de granulado se selecciona en el diámetro menor que el doble del radio de zonas superficiales redondeadas, convexas y/o cóncavas de las piezas moldeadas en bruto (10)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/001332.
Solicitante: NEEF GMBH & CO KG.
Nacionalidad solicitante: Alemania.
Dirección: BOCHUMER STR. 1 57234 WILNSDORF ALEMANIA.
Inventor/es: NEEF, MANFRED.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Febrero de 2003.
Clasificación Internacional de Patentes:
- B24B31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Máquinas o dispositivos para pulir o trabajar por abrasión las superficies en tambor, o por medio de otros aparatos, en los que las piezas a trabajar o los productos abrasivos sean libres; Accesorios a este efecto (para trabajar con muela o pulir por medio de cintas B24C 3/26).
Clasificación PCT:
- B21D21/00 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 19/00.
- B24B31/00 B24B […] › Máquinas o dispositivos para pulir o trabajar por abrasión las superficies en tambor, o por medio de otros aparatos, en los que las piezas a trabajar o los productos abrasivos sean libres; Accesorios a este efecto (para trabajar con muela o pulir por medio de cintas B24C 3/26).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Chipre.
Descripción:
La invención se refiere a un procedimiento para el tratamiento posterior de piezas moldeadas en bruto de acero noble en una sola pieza, que han sido fabricadas a partir de rodajas o cortes de acero noble aptos para embutición profunda a través de embutición profunda, estampación, laminación y transformación. La publicación de patente FR-A-1 261 595 publica un procedimiento de este tipo de acuerdo con el preámbulo de la reivindicación 1.
Precisamente en la fabricación de piezas moldeadas en bruto de acero noble a partir de rodajas o cortes de acero noble, que rodean una cavidad más o menos grande o una cavidad parcial, a parecen tensiones en el material que conducen a roturas o grietas en el material, de manera que las piezas fabricadas no son adecuadas ya para muchos casos de aplicación. Por lo tanto, muchas piezas moldeadas en bruto de acero noble fabricadas de esta manera se pueden considerar como desechos. Esto se refiere especialmente a piezas moldeadas en bruto de acero noble en forma de casquillo, que se utilizan como pantallas para los extremos de tubos de escape de automóviles. Por estos motivos, tales pantallas no se moldean como piezas moldeadas brutas de acero noble en una sola pieza a partir de rodajas de acero noble o de cortes de acero noble, sino que se fabrican de manera convencional a través de flexión y soldadura. Pero esto condiciona costes de fabricación esencialmente más elevados, porque la costura de soldadura no sólo debe tratarse posteriormente, sino también se perjudica de manera desfavorable el aspecto exterior de la pieza moldeada en bruto de acero noble.
El cometido de la invención es crear un procedimiento del tipo mencionado al principio, con el que a partir de rodajas o cortes de acero noble se pueden transformar en una sola pieza piezas moldeadas en bruto de acero noble de una sola pieza utilizando procesos de embutición profunda y se protegen a través de un tratamiento posterior siguiente antes de que se desintegren las tensiones que aparecen en este caso en el material, para que se mantenga la superficie lisa de las piezas moldeadas en bruto de acero noble y, por lo tanto, un grado de brillo de alta calidad.
Este cometido se soluciona de acuerdo con la invención porque las piezas moldeadas en bruto terminadas son tratadas posteriormente inmediatamente después de la fabricación en un tambor equipado con piezas de granulado duro y desplazado en movimientos giratorios.
Por una parte, es decisivo que las piezas moldeadas en bruto de acero noble sean tratadas en el tambor inmediatamente después de su fabricación, ejerciendo desde las partículas de granulado duro siempre de nuevo impactos sobre las superficies de las piezas moldeadas en bruto de acero noble fabricadas, que desprenden las tensiones en el material y conducen a que se eviten se reduzcan las modificaciones de las superficies, que perjudican el grado de brillo. Este tratamiento posterior se conecta a la fabricación de coste favorable de las piezas moldeadas en bruto de acero noble y no se produce ningún incremento esencial de los costes. La fabricación en una sola pieza de piezas moldeadas en bruto de acero noble es, a pesar del tratamiento posterior, esencialmente más económica que la transformación conocida a través de flexión y soldadura.
Como partículas de granulado se utilizan con preferencia partículas de cerámica, que presentan un tamaño del grano en el diámetro que es menor que el doble del radio de zonas superficiales redondeadas convexas y/o cóncavas de las piezas moldeadas en bruto.
Además, hay que tener en cuenta que los procesos de embutición profunda, de estampación, de laminación y de transformación se realizan en etapas inmediatamente sucesivas del procedimiento.
Se ha revelado como especialmente ventajoso un tratamiento posterior, en el que el tiempo de tratamiento posterior y/o el número de revoluciones del tambor se seleccionan en función del espesor del material y/o del tamaño de la superficie de las piezas moldeadas en bruto. Como espesor del material para las pantallas fabricadas como piezas moldeadas en bruto de acero noble para tubos de escape de automóviles se selecciona de manera más ventajosa de 1 a 1,2 mm.
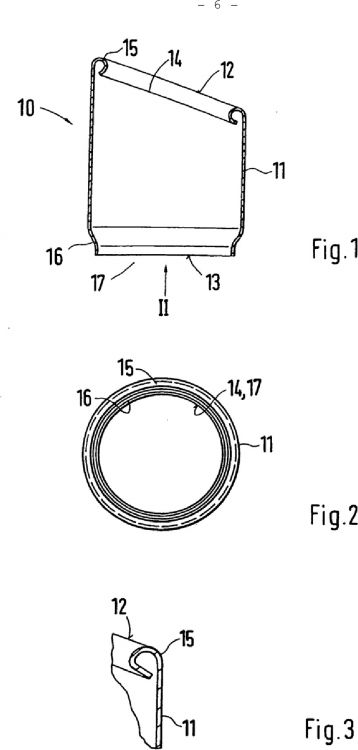
El procedimiento de acuerdo con la invención se puede aplicar con ventaja en una pieza moldeada en bruto de acero noble 10 de una sola pieza de acuerdo con la figura 1, que se fabrica a partir de una rodaja de acero noble y se utiliza como pantalla para el extremo de un tubo de escape de automóvil. En este caso, un lado frontal 12 está biselado, está estampado con un taladro 14 y el taladro 14 está provisto con un borde laminado 15. La envolvente 11 de la pantalla es estirada en varias etapas de embutición profunda y está cortada en la zona del otro lado frontal 13 perpendicularmente al eje longitudinal, como muestra el signo de referencia 17. Además, la sección extrema 16 está reducida en el diámetro a través de aplastamiento, para impedir movimientos de recuperación de la envolvente 11 hacia fuera.
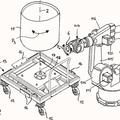
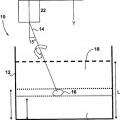
La figura 2 muestra la vista en la envolvente 11 desde el lado frontal 17 y la figura 3 muestra el borde laminado 15 en la zona del lado frontal 12 a escala ampliada.
Reivindicaciones:
1. Procedimiento para el tratamiento posterior de piezas de trabajo fabricadas a través de embutición profunda, estampación, laminación y transformación con partículas de granulado duro en un tambor desplazable en movimientos giratorios, caracterizado porque las piezas de trabajo son fabricadas a partir de piezas moldeadas en bruto o cortes de acero noble aptas para embutición profunda, con un espesor del material de 1 a 1,2 mm en etapas inmediatamente sucesivas del procedimiento e inmediatamente después son tratadas en el tambor, en el que el tiempo de tratamiento posterior y/o el número de revoluciones del tambor se seleccionan en función del espesor del material y/o del tamaño de la superficie de las piezas moldeadas en bruto (10) y el tamaño del grano de las partículas de cerámica utilizadas como partículas de granulado se selecciona en el diámetro menor que el doble del radio de zonas superficiales redondeadas, convexas y/o cóncavas de las piezas moldeadas en bruto (10).
Patentes similares o relacionadas:
Prótesis de articulación de rodilla y procedimiento correspondiente, del 14 de Diciembre de 2016, de AESCULAP AG: Prótesis unicompartimental de articulación de rodilla que comprende: un componente tibial que tiene una porción de fijación adaptada […]
Prótesis de articulación de rodilla, del 15 de Junio de 2016, de AESCULAP AG: Prótesis de articulación de rodilla que comprende: un componente tibial que tiene una porción de fijación adaptada para fijarse […]
 Procedimiento y dispositivo para el mecanizado de las superficies de piezas de trabajo, del 17 de Febrero de 2016, de OTEC PRAZISIONSFINISH GMBH: Procedimiento de mecanizado de las superficies de piezas de trabajo, en el que la pieza de trabajo es puesta en movimiento relativo con respecto a una carga […]
Procedimiento y dispositivo para el mecanizado de las superficies de piezas de trabajo, del 17 de Febrero de 2016, de OTEC PRAZISIONSFINISH GMBH: Procedimiento de mecanizado de las superficies de piezas de trabajo, en el que la pieza de trabajo es puesta en movimiento relativo con respecto a una carga […]
 Acabado de alto rendimiento de componentes metálicos, del 29 de Julio de 2015, de REM TECHNOLOGIES, INC.: Método para acabar una superficie de un componente de acero , que comprende:
- proporcionar un receptáculo que contiene una cantidad de medio no abrasivo […]
Acabado de alto rendimiento de componentes metálicos, del 29 de Julio de 2015, de REM TECHNOLOGIES, INC.: Método para acabar una superficie de un componente de acero , que comprende:
- proporcionar un receptáculo que contiene una cantidad de medio no abrasivo […]
Procedimiento para inspección y reconstrucción de componentes de ingeniería, del 12 de Noviembre de 2014, de REM TECHNOLOGIES, INC.: Un procedimiento de reconstrucción o la inspección de un componente de ingeniería para daños sub-superficie, utilizando un proceso vibratorio acelerado […]
 Sistemas de acabado magnetoreológico de un sustrato, del 22 de Enero de 2014, de QED TECHNOLOGIES INTERNATIONAL, INC: Un sistema de imán permanente para variar de manera controlable la intensidad de un campo magnético, quecomprende:
a) una primera y una segunda piezas […]
Sistemas de acabado magnetoreológico de un sustrato, del 22 de Enero de 2014, de QED TECHNOLOGIES INTERNATIONAL, INC: Un sistema de imán permanente para variar de manera controlable la intensidad de un campo magnético, quecomprende:
a) una primera y una segunda piezas […]
PRODECIMIENTO DE OBTENCION DE UN RECUBRIMIENTO MEDIANTE FOSFATADO EN UNA PIEZA DE HIERRO O ACERO, Y PIEZA DE HIERRO O ACERO CORRESPONDIENTE., del 1 de Mayo de 2005, de DELPHI DIESEL SYSTEMS S.L.: Procedimiento de obtención de un recubrimiento mediante fosfatado en una pieza de hierro o acero, y pieza de hierro o acero correspondiente. El procedimiento […]
 SISTEMA DE ENGRANAJES PLANETARIOS GRANDES CON SUPERACABADO, del 16 de Octubre de 2009, de REM TECHNOLOGIES, INC.
OSRO GMBH: Una caja de engranajes planetarios de fase de entrada para un generador de turbinas de viento grande que comprende un engranaje de rueda hueca, dos o […]
SISTEMA DE ENGRANAJES PLANETARIOS GRANDES CON SUPERACABADO, del 16 de Octubre de 2009, de REM TECHNOLOGIES, INC.
OSRO GMBH: Una caja de engranajes planetarios de fase de entrada para un generador de turbinas de viento grande que comprende un engranaje de rueda hueca, dos o […]