Procedimiento para inspección y reconstrucción de componentes de ingeniería.
Un procedimiento de reconstrucción o la inspección de un componente de ingeniería para daños sub-superficie,
utilizando un proceso vibratorio acelerado químicamente para eliminar material de superficies críticas desgastadas o dañadas del componente, siendo el componente un engranaje, árbol, rodamiento, pistón, eje, leva, asiento o junta, comprendiendo el procedimiento:
a) realizar el proceso sobre el componente para eliminar una cantidad de material de las superficies;
b) inspeccionar las superficies del componente para determinar una extensión del daño aparente;
c) sobre la base de la inspección, determinar si:
i. el componente está suficientemente reconstruido para su reutilización; o
ii. el componente debe ser achatarrado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/010286.
Solicitante: REM TECHNOLOGIES, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 325 WEST QUEEN STREET SOUTHINGTON, CT 06489 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MICHAUD, MARK D., SROKA,GARY, WINKELMANN,LANE W.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Máquinas o dispositivos para pulir o trabajar por abrasión las superficies en tambor, o por medio de otros aparatos, en los que las piezas a trabajar o los productos abrasivos sean libres; Accesorios a este efecto (para trabajar con muela o pulir por medio de cintas B24C 3/26).
- B24B5/00 B24B […] › Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00).
PDF original: ES-2530193_T3.pdf
Fragmento de la descripción:
Procedimiento para inspección y reconstrucción de componentes de ingeniería La presente solicitud reivindica la prioridad respecto de la solicitud provisional de Estados Unidos número 60/966 417 presentada el 28 de agosto de 2007.
Antecedentes de la invención 1. Campo de lainvención La invención se refiere en general a procedimientos de reconstrucción o restauración de componentes de metal de nuevo a un estado de funcionamiento aceptable utilizando técnicas de ingeniería superficie sustractivas que mantienen el componente dentro de tolerancias geométricas. El procedimiento es particularmente aplicable a componentes fabricados o terminados con tolerancias muy pequeñas que se utilizan en mecanismos de contacto de metal con metal y donde la especificación geométrica de fabricación original puede estar ausente o no disponible. El procedimiento se refiere además a un procedimiento de evaluación de tales componentes para reconstrucción y a los productos reconstruidos de los mismos.
2. Descripción de la técnica relacionada Los componentes metálicos de alto valor usados, desgastados o dañados y los nuevos componentes dañados durante el almacenamiento, manipulación, montaje o transporte, incluidas levas, cigüeñales, cojinetes, engranajes y similares, a veces pueden ser reformados mediante rectificación o re-mecanizado (por ejemplo, fresado, torneado y similares) de las superficies usadas críticas del componente. Si la operación tiene éxito, el componente puede volver a ponerse en servicio a un coste menor de lo que hubiera sido si el componente se hubiera reemplazado por una pieza nueva. Para hacer esto, sin embargo, el maquinista debe tener una copia del dibujo de especificaciones técnicas (ESD) del componente u hoja de especificaciones equivalentes para poder restaurar correctamente las superficies críticas. El EDS contendrá información de todas las dimensiones utilizadas para el fabricante original del componente, las tolerancias en todas las dimensiones, el material y el tratamiento térmico del componente, y similares. Esta información es necesaria para permitir que el maquinista frese o vuelva a mecanizar correctamente las superficies críticas del componente e inspeccione los resultados.
Además, a menudo se requiere un utillaje específico de componentes (CST) complejo y costoso para determinar el componente de metal para cualquier operación de rectificado o re-mecanizado y/o inspecciones específicas del componente. El maquinista debe tener un conjunto de este CST, o ser capaz de fabricar herramientas adecuadas para determinar y/o inspeccionar el componente.
Como la reconstrucción se hace a menudo en un centro que no es el del fabricante de equipos originales (OEM) , el ESD y/o CST es probable que no esté disponible y probablemente inalcanzable del OEM. De hecho, muchos fabricantes de equipos originales no pueden obtener sus ESDs a disposición de terceros. Con toda probabilidad, entonces, estos componentes serían desechados a un gran coste. En muchos casos, los componentes de recambio ya no se fabrican o requieren un largo plazo de entrega para su compra. Esto puede conducir a una costosa disponibilidad de la máquina perdida o a la retirada prematura de la máquina completa de la que procedía el componente utilizado.
Además, incluso si el ESD y el CST están disponibles, se necesita una cantidad considerable de mano de obra y equipos caros en organizar y llevar a cabo el proceso de rectificación o mecanizado adicional. Para solamente un elemento individual, el coste de re-mecanizado no puede justificar el esfuerzo requerido. Este suele ser el caso si una sola máquina se reforma; tendrá que ser reformado un pequeño número de diferentes componentes con diferentes formas y tamaños. El coste de la reconstrucción mediante un proceso de rectificado o mecanizado adicional puede ser demasiado caro para ser comercialmente viable.
Un problema adicional es el de retener las tolerancias originales. En ciertas circunstancias, el rectificado podrá eliminar, o retirar, tanto material que el componente se convierta en insuficiente. Esto no siempre se puede determinar antes de iniciar el trabajo y los altos niveles de chatarra en tales procesos aumentan considerablemente el coste global del trabajo. Por lo general, una operación de rectificado comprenderá la configuración y la alineación del componente en el molino o torno, la realización de una primera pasada, la inspección y el ajuste de la alineación del componente y la realización de un pase posterior para eliminar la cantidad deseada de material. A veces, pueden ser necesarias una serie de pasadas sólo para conseguir la alineación correcta. En ciertos procesos, la cantidad mínima de material que puede ser molido de manera efectiva en una sola pasada es de 10-20 micrómetros. Si se requieren tres pasadas para completar el componente, tanto como 60 micrómetros pueden haber sido eliminadas. Por ejemplo, un diente de engranaje en el que el material ha sido retirado de ambas caras del diente, puede dar como resultado un cambio dimensional total de 120 micrómetros.
Un problema adicional es que estos procedimientos de reconstrucción pueden dar como resultado el movimiento del material de la superficie, la deformación, la impregnación, el desgarro, erosión y/o la superposición metal. Estas formas de tensión del material, a continuación llamadas como "distorsión de la superficie" pueden enmascarar la
eficacia de las técnicas de inspección, de manera que el daño de la superficie no pueda ser identificado, y el componente podría ser puesto de nuevo en servicio sin haber sido restaurado con éxito.
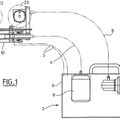
El superacabado de componentes de ingeniería en una etapa final de la producción ha sido conocido durante una serie de años. Un procedimiento de superacabado es un procedimiento de acabado por vibración acelerado químicamente disponible por parte de REM Chemicals, Inc. El procedimiento utiliza una química activa, tal como una solución de fosfato ligeramente ácido que se introduce con el componente en un aparato de acabado vibratorio junto con una cantidad de medios no abrasivos. La química es capaz de formar un revestimiento de conversión relativamente blando sobre la superficie metálica del componente. La acción vibratoria de los elementos del medio sólo retirará el revestimiento de los picos de asperezas, dejando las áreas deprimidas del revestimiento intactas. Mediante la humectación constante de la superficie del metal con la química activa, el recubrimiento se reforma continuamente, cubriendo las áreas donde el metal subyacente al descubierto ha sido recién expuesto, para proporcionar una nueva capa. Si esa porción sigue siendo más alta que las áreas adyacentes, continuará siendo frotada hasta que cualquier rugosidad haya sido prácticamente eliminada. Una descripción general de este proceso de superacabado se proporciona en las patentes del solicitante Nos. US 4.491.500, 4.818.333 y 7.005.080 y las publicaciones de patente números US 2002-0106978 y US 2002-0088773. La aplicación de un proceso de este tipo a superficies de engranajes de gran tamaño se describe en el documento WO2004/108356. Un proceso se describe en el documento EP 1286020 para la reparación de un aspa de turbina. Un revestimiento superior de cerámica se elimina mediante granallado o similar. Una solución de retirada se puede utilizar para eliminar un revestimiento de unión, antes de la inspección visual. El documento EP 1561542 describe un proceso similar. En el documento US 3751861, conjuntos de cojinetes completos han sido reconstruidos mediante un proceso de medios abrasivos.
Se han realizado estudios para determinar la utilidad de este tipo de procesos en la reconstrucción de engranajes usados. Sobre la base de estos estudios se ha determinado que incluso un efecto beneficioso se puede lograr en la eliminación de daños tales como daños por objetos extraños (FOD) , rayado, micropicaduras, picado, desconchado, corrosión, y similares. La medida en que los componentes podrían ser reconstruidos se determinó hasta ahora mediante la profundidad del daño de acuerdo con una inspección inicial de las piezas. Para engranajes donde la profundidad del daño fue menor de 0, 1 x, la AGMA (Asociación Americana de Fabricantes de Engranajes) recomienda una holgura máxima, la reconstrucción se consideró generalmente posible. Para daños que superan esta profundidad, la pieza generalmente se recomienda para chatarra. Con base en esta evaluación de los daños, una gran proporción de los engranajes evaluados inicialmente no se consideraron adecuados para su reconstrucción. Además, de esos componentes donde se realizó la reconstrucción usando superacabado, un número de los componentes se desechó posteriormente después del tratamiento... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de reconstrucción o la inspección de un componente de ingeniería para daños sub-superficie, utilizando un proceso vibratorio acelerado químicamente para eliminar material de superficies críticas desgastadas o dañadas del componente, siendo el componente un engranaje, árbol, rodamiento, pistón, eje, leva, asiento o junta, comprendiendo el procedimiento:
a) realizar el proceso sobre el componente para eliminar una cantidad de material de las superficies;
b) inspeccionar las superficies del componente para determinar una extensión del daño aparente;
c) sobre la base de la inspección, determinar si:
i. el componente está suficientemente reconstruido para su reutilización; o ii. el componente debe ser achatarrado.
2. El procedimiento de acuerdo con la reivindicación 1, que comprende realizar además al menos un ciclo de inspección adicional mediante el cual para cada ciclo de inspección se repiten al menos las etapas a) , b) y c) i.
3. El procedimiento de acuerdo con la reivindicación 2, en el que el ciclo de inspección se repite hasta que la extensión del daño aparente se ha estabilizado.
4. El procedimiento de acuerdo con la reivindicación 2 ó 3, en el que el daño comprende micropicaduras, la etapa b) comprende determinar una extensión de al menos una región de micropicaduras y la etapa c) comprende la comparación de la extensión de la región de micropicaduras con una extensión determinada en un ciclo anterior.
5. El procedimiento de acuerdo con la reivindicación 4, en el que el proceso se termina cuando la extensión de la región de micropicaduras es menor que la determinada en un ciclo anterior.
6. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que el proceso se termina cuando el daño ha sido retirado sustancialmente.
7. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que durante la etapa a) , se retira un espesor de entre 0, 1 micrómetros y 10 micrómetros de material.
8. El procedimiento de acuerdo con cualquier reivindicación anterior, para la inspección de una pluralidad de componentes usados, por medio de lo cual la etapa a) se realiza simultáneamente para todos los componentes bajo las mismas condiciones de proceso.
9. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que el proceso para retirar el material de las superficies se realiza para lograr un acabado superficial Ra de menos de 0, 25 micrómetros.
10. El procedimiento de acuerdo con cualquier reivindicación anterior, que se realiza sin hacer referencia a ningún dibujo de especificación de ingeniería del componente ni a una hoja de especificaciones equivalentes.
11. El procedimiento de acuerdo con cualquier reivindicación anterior, en el que el proceso se realiza sin el uso de herramientas específicas de componente.
12. El procedimiento de acuerdo con cualquier reivindicación anterior, que comprende además proporcionar un indicador sobre una superficie a tratar y la inspección del indicador para determinar una cantidad de material retirado.
Patentes similares o relacionadas:
Máquina amoladora, del 4 de Mayo de 2016, de Taiyo Koki Co., Ltd: Máquina amoladora que comprende: una rueda abrasiva que amuela una superficie periférica exterior o una superficie periférica interior […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO DE PIEZAS DE TRABAJO CON UN ACABADO DE MAXIMA PRECISION PARALELO EN EL TIEMPO AL RECTIFICADO., del 1 de Agosto de 2003, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de una pieza de trabajo, en especial una pieza de un eje, en el que la pieza de trabajo se fija para realizar su rectificado y […]
MAQUINA PARA EL MECANIZADO POR ABRASIVO DE ASIENTOS CILINDRICOS EN PIEZAS, EN ESPECIAL PARA EL MECANIZADO POR TELA METALICA DE PERNOS Y MUÑONES EN CIGUEÑALES., del 1 de Marzo de 1993, de SOCIETE PROCEDES MACHINES SPECIALES S.P.M.S.: LA MAQUINA CONSTA, PARA EL MECANIZADO DE CADA ASIENTO DE LA PIEZA A MECANIZAR , DE TRES PATINES DE APLICACION DE ABRASIVO (13,16A,16B) UNO DE LOS CUALES ESTA MONTADO […]
MAQUINA-HERRAMIENTA RECTIFICADORA., del 16 de Diciembre de 1990, de DANOBAT , S. COOP. LTDA.: MAQUINA-HERRAMIENTA RECTIFICADORA, CARACTERIZADA PORQUE, EN RELACION CON EL EJE PRINCIPAL PORTAPIEZAS DOTADO DE MOVILIDAD DE TRABAJO EN SU SENTIDO […]
RECTIFICADORA DE GRAN PRODUCCION PARA PIEZAS ROTATORIAS., del 16 de Diciembre de 1990, de DANOBAT , S. COOP. LTDA.: RECTIFICADORA DE GRAN PRODUCCION PARA PIEZAS ROTATORIAS, CARACTERIZADA PORQUE SUS DISPOSITIVOS ADQUIEREN, TODOS ELLOS CON RESPECTO AL EJE TEORICO DE LA […]
CABEZAL PORTAPIEZAS PARA RECTIFICADORAS DE EXTERIORES., del 1 de Agosto de 1978, de DANOBAT, S. COOP: CABEZAL PORTAPIEZAS PARA RECTIFICADORAS DE EXTERIORES. LAS POLEAS MULTIPLES , CON CORREAS DE TRANSMISION DESDE UN ELECTROMOTOR, ESTAN ACOPLADAS AL […]
 CONJUNTO DE MECANIZADO DE PIEZAS POR ABRASIVO, ESPECIALMENTE DE SUPERACABADO, del 16 de Agosto de 2007, de SPMS HONIMATIC: Conjunto de mecanizado por abrasivo, especialmente de superacabado, que comprende una cabeza de aplicación de un abrasivo contra […]
CONJUNTO DE MECANIZADO DE PIEZAS POR ABRASIVO, ESPECIALMENTE DE SUPERACABADO, del 16 de Agosto de 2007, de SPMS HONIMATIC: Conjunto de mecanizado por abrasivo, especialmente de superacabado, que comprende una cabeza de aplicación de un abrasivo contra […]
APARATO DE MEDIDA DE UNA PIEZA DE TRABAJO, EN PARTICULAR PARA RECTIFICADORAS., del 1 de Junio de 2007, de BALANCE SYSTEMS S.P.A.: APARATO MEDIDOR QUE TIENE DOS BRAZOS UNIDOS A UNA CUBIERTA PROTECTORA A TRAVES DE PUNTOS DE APOYO . SE ASOCIAN CON LOS BRAZOS POR FUERA […]