DISCO DE PULIR PARA UNA HERRAMIENTA PARA EL MECANIZADO DE PRECISIÓN DE SUPERFICIES ÓPTICAMENTE ACTIVAS, ESPECIALMENTE DE CRISTALES DE DE GAFAS, ASÍ COMO PROCEDIMIENTO PARA SU FABRICACIÓN.
Disco de pulir (10) para una herramienta (12) destinada al mecanizado de precisión de superficies ópticamente activas (F),
en particular de cristales de gafas (L), con un cuerpo base (14) que presenta un eje central (M), al cual va fijada una capa intermedia (16), más blanda en relación con el cuerpo base (14), sobre la que descansa un soporte de un medio de pulido (18), presentando la capa intermedia (16) con respecto al eje central (M) una zona radial interior (20) de espesor axial (D) esencialmente constante, y a continuación de ésta una zona radial exterior (22) cuyas dimensiones radiales exteriores (r) van aumentando hacia el soporte del medio de pulido (18) partiendo del cuerpo base (14), de modo que disminuya el apoyo elástico del soporte del medio de pulido (18) mediante la capa intermedia (16) en su zona radial exterior (22) hacia el borde exterior (76) del soporte del medio de pulido (18), estando dotado el soporte del medio de pulido (18) en una zona central de por lo menos un orificio (92), siguiendo al por lo menos un orificio (92) en el soporte del medio de pulido (18) en sentido hacia el cuerpo base (14) una escotadura (94) en la capa intermedia (16), caracterizado porque el diámetro (d) de la escotadura (94) de la capa intermedia (16) aumenta hacia el cuerpo base (14), partiendo del orificio (92) en el soporte del medio de pulido (18)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010088.
Solicitante: SATISLOH AG.
Nacionalidad solicitante: Suiza.
Dirección: NEUHOFSTRASSE 12 6340 BAAR SUIZA.
Inventor/es: PHILIPPS, PETER, URBAN,LOTHAR.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Junio de 2008.
Clasificación Internacional de Patentes:
- B24B13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 13/00 Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14). › por medio de herramientas con superficies abrasivas cuya forma se corresponde con la forma de la lente a trabajar.
- B24D13/14D
- B24D18/00 B24 […] › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › Fabricación de herramientas para trabajar con muelas, p. ej. ruedas no previstas en otro lugar.
Clasificación PCT:
- B24B13/02 B24B 13/00 […] › por medio de herramientas con superficies abrasivas cuya forma se corresponde con la forma de la lente a trabajar.
- B24D13/14 B24D […] › B24D 13/00 Muelas cuyo cuerpo comportan partes flexibles al trabajo, p. ej. muelas flexibles de pulido; Accesorios para el montaje de estas muelas. › que trabajan por su cara frontal.
- B24D18/00 B24D […] › Fabricación de herramientas para trabajar con muelas, p. ej. ruedas no previstas en otro lugar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un disco de pulir para una herramienta para efectuar el mecanizado de precisión de superficies ópticamente activas, conforme al preámbulo de la reivindicación 1. Tales discos de pulir se emplean especialmente en grandes cantidades en la fabricación de cristales de gafas según receta. La invención se refiere además a un procedimiento para la fabricación de un disco de pulir de esta clase, conforme a la reivindicación 9. 5
Cuando en lo sucesivo se habla a título de ejemplo de "cristales de gafas" como piezas con superficies ópticamente activas, deben entenderse como tales no sólo las lentes de gafas de cristal mineral sino también lentes de gafas de todos los demás materiales usuales, tales como policarbonato, CR 39, HI-Index, etc., así como de plástico.
ESTADO DE LA TÉCNICA
El mecanizado por arranque de viruta de las superficies ópticamente activas de los cristales de gafas se puede 10 subdividir a grandes rasgos en dos fases de mecanizado, que son primeramente el mecanizado previo de la superficie ópticamente activa para generar la macrogeometría conforme a la receta, y a continuación el mecanizado de precisión de la superficie ópticamente activa con el fin de eliminar las huellas del mecanizado previo y obtener la microgeometría deseada. Mientras que el mecanizado previo de las superficies ópticamente activas de los cristales de gafas tiene lugar entre otros en función del material de los cristales de gafas, por medio de esmerilado, fresado 15 y/o torneado, en cambio durante el mecanizado de precisión las superficies ópticamente activas de los cristales de gafas se someten por lo general a un proceso de esmerilado de precisión, lapeado y/o pulido.
Para este proceso de mecanizado de precisión se emplean en el estado de la técnica (véase por ejemplo el documento DE-A-10 2005 010 583) con profusión discos de pulir adaptables - a diferencia de rígidos - que tienen una estructura a base de por lo menos tres capas o tres estratos, con (1º) un cuerpo de soporte orientado hacia el 20 husillo portaherramientas, relativamente firme o rígido, en el cual va fijada (2º) una capa más blanda que la primera, por ejemplo una capa de material de espuma, sobre la cual descansa (3º) una lámina de esmerilado o pulido orientada hacia la pieza, como elemento de la herramienta activo para el mecanizado. Debido a la deformabilidad elástica de la capa de material de espuma, la lámina de pulir se puede adaptar dentro de ciertos límites a la geometría de la superficie que se trata de mecanizar, tanto bajo el aspecto "estático", es decir de un cristal de gafas 25 a otro cristal de gafas que se trata de mecanizar, como también en el aspecto "dinámico", es decir durante el mecanizado de un determinado cristal de gafas en el que tenga lugar un movimiento relativo entre el disco de pulir y el cristal de gafas. La elasticidad de la capa de material de espuma influye además considerablemente en el comportamiento de arranque de material del disco de pulir durante el proceso de pulido.
Durante el uso de tales discos pulidores con una lámina de pulir que termina por el borde en el borde exterior de la 30 capa de material de espuma, se ha observado que puede llegar a producirse una penetración del borde de lámina de pulir o de la arista formada por éste, en la superficie mecanizada del cristal de gafas. Esto puede dar lugar a unas "huellas" visibles, y por lo tanto indeseables del borde de la lámina de pulir, es decir unas microestructuras muy finas a modo de arañazos sobre la superficie ópticamente activa del cristal de gafas.
Para salvar este problema ya se ha propuesto dimensionar la lámina de pulir de tal modo que sobresalga hacia el 35 exterior del perímetro exterior de la capa de material de espuma (véanse las Fig. 1 y 4 del documento DE-A-10 2005 010 583). Por medio del borde exterior de la lámina de pulir no se puede ejercer en este caso ninguna presión de pulido importante sobre la superficie que se trata de mecanizar. Las investigaciones realizadas por la solicitante han mostrado sin embargo que esta medida no da el resultado deseado por sí sola en todos los casos.
Por otra parte el documento EP-B-1 711 311 da a conocer un disco de pulir con una estructura de tres capas o tres 40 estratos, en el que la capa elástica intermedia está realizada en dirección radial cada vez más blanda desde el interior hacia el exterior, para poder pulir cristales de gafas con superficies de forma libre de curvatura irregular, con una calidad superficial que trata de poder prescindir de un mecanizado de repaso. Esta realización cada vez más blanda hacia el exterior se consigue especialmente porque la capa intermedia presenta en dirección radial, es decir desde el interior hacia el exterior, un espesor axial cada vez mayor, terminando la capa intermedia y la lámina de 45 pulir juntas en una superficie periférica exterior cilíndrica del disco de pulir. Ahora bien, en este estado de la técnica no se mencionan las "huellas" indeseables del disco de pulir producidas por el borde de la lámina de pulir sobre la superficie mecanizada.
Por último, un disco de pulir conforme al preámbulo de la reivindicación 1 se conoce por el documento US-A-6 371 837. 50
PLANTEAMIENTO DEL PROBLEMA
La invención tiene como objetivo crear un disco de pulir de estructura lo más sencilla posible para una herramienta destinada al mecanizado de precisión de superficies ópticamente activas, especialmente en cristales para gafas, cuyos bordes no se reproduzcan sobre la superficie mecanizada en forma de microestructuras. El objetivo de la invención comprende también la presentación de un procedimiento destinado a la fabricación sencilla de un disco de 5 pulir de esta clase.
EXPOSICIÓN DE LA INVENCIÓN
Este objetivo se resuelve por las características indicadas en las reivindicaciones 1 y 9 respectivamente. Unos perfeccionamientos ventajosos o convenientes de la invención constituyen el objeto de las reivindicaciones 2 a 8 y 10 a 12. 10
De acuerdo con la invención, en un disco de pulir para una herramienta destinada al mecanizado de precisión de superficies ópticamente activas, en particular de cristales de gafas, que presenta un cuerpo base que tiene un eje central, en el cual va fijada una capa intermedia más blanda con relación al cuerpo base, sobre la que descansa un soporte de un medio de pulido, presentando la capa intermedia con relación al eje central una zona radial interior de espesor axial esencialmente constante, a la cual sigue una zona radial exterior cuyas dimensiones radiales 15 exteriores aumentan partiendo del cuerpo base hacia el soporte del medio de pulido, de modo que el apoyo elástico del soporte del medio de pulido mediante la capa intermedia disminuye en la zona radial exterior de ésta hacia el borde exterior del soporte del medio de pulido, estando dotado el soporte del medio de pulido de por lo menos un orificio en la zona central, siguiendo al por lo menos un orificio en el soporte del medio de pulido y en la dirección del cuerpo base, una escotadura en la capa intermedia; aumentando el diámetro de la escotadura en la capa intermedia, 20 partiendo del orificio en el soporte del medio de pulido hacia el cuerpo base.
De acuerdo con un segundo aspecto de la invención, en un disco de pulir para una herramienta destinada al mecanizado de precisión de superficies ópticamente activas, en particular en cristales de gafas, que tiene un cuerpo base que presenta un eje central en el cual va fijada una capa intermedia más blanda en comparación con el cuerpo base, sobre la que asienta un soporte del medio de pulido, presentando la capa intermedia con relación al eje central 25 una zona radial interior de espesor axial esencialmente constante, a la que sigue una zona radial exterior, donde el borde exterior del soporte del medio de pulido va sujeto, distanciado de esta última, mediante la zona radial exterior de la capa intermedia durante el mecanizado de precisión de la superficie ópticamente activa.
De acuerdo con esto, en el disco de pulir conforme a la invención, la capa intermedia está subdividida funcionalmente en una zona radial interior de espesor axial esencialmente constante, y de una zona radial exterior 30 que sigue a continuación de aquella, que tiene como objetivo impedir que el borde del disco de pulir se reproduzca sobre la superficie mecanizada en forma de microestructuras. Dado que la zona interior presenta un espesor axial esencialmente...
Reivindicaciones:
1. Disco de pulir (10) para una herramienta (12) destinada al mecanizado de precisión de superficies ópticamente activas (F), en particular de cristales de gafas (L), con un cuerpo base (14) que presenta un eje central (M), al cual va fijada una capa intermedia (16), más blanda en relación con el cuerpo base (14), sobre la que descansa un soporte de un medio de pulido (18), presentando la capa intermedia (16) con respecto al eje central (M) 5 una zona radial interior (20) de espesor axial (D) esencialmente constante, y a continuación de ésta una zona radial exterior (22) cuyas dimensiones radiales exteriores (r) van aumentando hacia el soporte del medio de pulido (18) partiendo del cuerpo base (14), de modo que disminuya el apoyo elástico del soporte del medio de pulido (18) mediante la capa intermedia (16) en su zona radial exterior (22) hacia el borde exterior (76) del soporte del medio de pulido (18), estando dotado el soporte del medio de pulido (18) en una zona central de por lo menos un orificio (92), 10 siguiendo al por lo menos un orificio (92) en el soporte del medio de pulido (18) en sentido hacia el cuerpo base (14) una escotadura (94) en la capa intermedia (16), caracterizado porque el diámetro (d) de la escotadura (94) de la capa intermedia (16) aumenta hacia el cuerpo base (14), partiendo del orificio (92) en el soporte del medio de pulido (18).
2. Disco de pulir (10) según la reivindicación 1, caracterizado porque la zona radial exterior (22) de la capa 15 intermedia (16) presenta una superficie periférica exterior (74) que tiene esencialmente forma de tronco de cono.
3. Disco de pulir (10) según la reivindicación 1 o 2, caracterizado porque el cuerpo base (14) presenta una superficie frontal (68) de forma esencialmente esférica, orientada hacia la capa intermedia (16), sobre la cual va pegada la capa intermedia (16).
4. Disco de pulir (10) según una de las reivindicaciones anteriores, caracterizado porque la escotadura (94) de 20 la capa intermedia (16) se extiende hasta el cuerpo base (14).
5. Disco de pulir (10) según la reivindicación 4, caracterizado porque a continuación de la escotadura (94) en la capa intermedia (16) sigue una escotadura (96) en el cuerpo base (14).
6. Disco de pulir (10) según una de las reivindicaciones anteriores, caracterizado porque la anchura radial máxima (b) de la zona radial exterior (22) de la capa intermedia (16) está en el estado sin deformar del disco de pulir 25 (10), entre el 3 y el 10% de la anchura total máxima (B) de la capa intermedia (16).
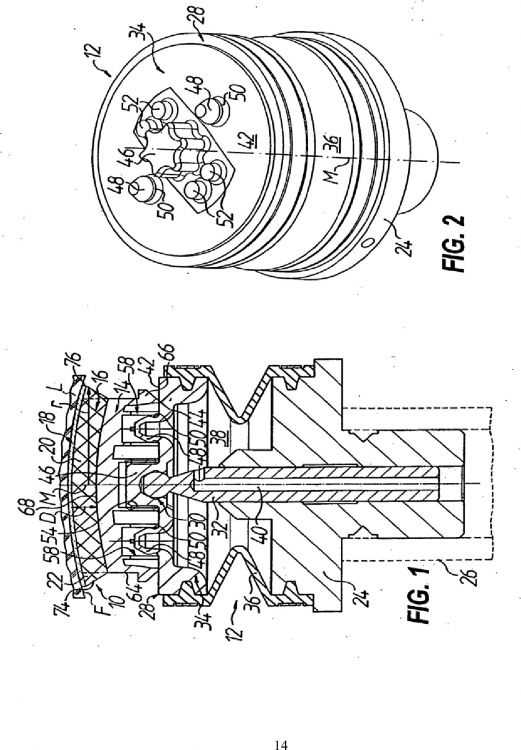
7. Herramienta (12) para el mecanizado de precisión de superficies ópticamente activas (F), en particular de cristales para gafas (L), con
un cuerpo base (24), que se puede aplicar a un husillo portaherramientas (26) de una máquina de mecanizado,
una pieza articulada (28) que presenta una pieza de alojamiento (34) conducida con movilidad longitudinal y de 30 basculamiento con relación al cuerpo base (24), a continuación de la cual sigue en sentido hacia el cuerpo base (24) un fuelle (36) mediante el cual la pieza articulada (28) va fijada al cuerpo base (24) con posibilidad de realizar un arrastre de giro,
una cámara de un medio de presión (38) limitada por el cuerpo base (24) y la pieza articulada (28), que se puede someter opcionalmente a un medio a presión, y un disco de pulir (10) según una de las reivindicaciones anteriores, 35 que va sujeto de modo intercambiable en la pieza de alojamiento (34) de la pieza articulada (28).
8. Herramienta (12) según la reivindicación 7, caracterizada porque el disco de pulir (10) va sujeto a la pieza de alojamiento (34) de la pieza articulada (28) mediante una conexión rápida de encaje a presión (48, 58).
9. Procedimiento para la fabricación de un disco de pulir (10) según la reivindicación 1, comprendiendo los pasos siguientes: 40
Realización del cuerpo base (14),
suministro de una materia prima plana para la capa intermedia (16), que presenta un espesor (D) esencialmente constante,
tensado de la materia prima para la capa intermedia (16) sobre una superficie (78) de curvatura convexa de un contrapunzón (80), y troquelado de la capa intermedia (16) mediante una herramienta de troquelar (86) que presenta 45 un filo de corte anular (84),
eventualmente, recorte a medida del soporte del medio de pulido (18) de acuerdo con la superficie frontal mayor (90) de la capa intermedia sin deformar (16), y
pegado entre sí del cuerpo base (14), de la capa intermedia (16) y eventualmente del soporte del medio de pulido (18) para formar un conjunto a modo de sándwich.
10. Procedimiento según la reivindicación 9, caracterizado porque el cuerpo base (14) está fundido por inyección de un material plástico.
11. Procedimiento según la reivindicación 9 ó 10, caracterizado porque el corte a medida del soporte del medio 5 de pulido (18) se realiza mediante la herramienta de troquelar (86) y el contrapunzón (80) para troquelar la capa intermedia (16).
12. Procedimiento según la reivindicación 11, caracterizado porque el troquelado de la capa intermedia (16) y el corte a medida del soporte del medio de pulido (18) tienen lugar en una fase de trabajo común.
Patentes similares o relacionadas:
Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado, del 13 de Mayo de 2020, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Un cuerpo de diamante policristalino que comprende partículas de diamante, teniendo las partículas de diamante un tamaño medio de partícula de 50 nm o menos, […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Objeto de sialón sinterizado e inserto de corte, del 5 de Febrero de 2020, de NGK SPARK PLUG CO., LTD: Un cuerpo sinterizado de sialón que comprende: un β-sialón; y al menos un sialón politípico seleccionado de un grupo formado por un sialón […]
Herramienta rectificadora y procedimiento para su fabricación, del 11 de Septiembre de 2019, de REISHAUER AG.: Herramienta rectificadora que comprende un cuerpo base con una superficie de trabajo y granos de materia dura dispuestos de forma distribuida sobre […]
Útiles abrasivos y métodos de formación de los mismos, del 16 de Enero de 2019, de SAINT-GOBAIN ABRASIVES, INC.: Un útil abrasivo que comprende: un cuerpo que incluye: partículas abrasivas que comprenden un material superabrasivo contenido dentro de un material […]
Herramientas abrasivas aglomeradas reforzadas, del 4 de Julio de 2018, de SAINT-GOBAIN ABRASIVES, INC.: Un disco de corte abrasivo aglomerado que comprende: a. una primera cara , una segunda cara y una zona de rectificado […]
Proceso para producir carretes de cinta abrasiva, del 9 de Mayo de 2018, de Levorato Abrasivi S.r.l: Un proceso para producir carretes de cinta abrasiva, que comprende la operación de extender (S1) una capa de una resina adhesiva de base sobre un soporte o cinta flexible (F), […]
 MUELA ABRASIVA DE COPA, del 22 de Febrero de 2018, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: 1. Muela abrasiva de copa , que comprende:
- un soporte en forma de copa,
- un cuerpo abrasivo en forma de anillo
en la que el cuerpo […]
MUELA ABRASIVA DE COPA, del 22 de Febrero de 2018, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: 1. Muela abrasiva de copa , que comprende:
- un soporte en forma de copa,
- un cuerpo abrasivo en forma de anillo
en la que el cuerpo […]