MAQUINA PARA EL MECANIZADO DE PIEZAS OPTICAS, EN PARTICULAR DE LENTES DE GAFAS DE PLASTICO.
Máquina (10) para el mecanizado de piezas ópticas (L), en particular de lentes de gafas de plástico,
con
un husillo porta piezas (12), mediante el cual se puede impartir un accionamiento de giro a la pieza (L) alrededor de un eje de giro de la pieza (B),
por lo menos una unidad de mecanizado (14, 16, 22) que presenta una herramienta (19, 21, 25) mediante la cual se puede efectuar un mecanizado por arranque de viruta de la pieza (L) sujeta en el husillo porta piezas (12), y
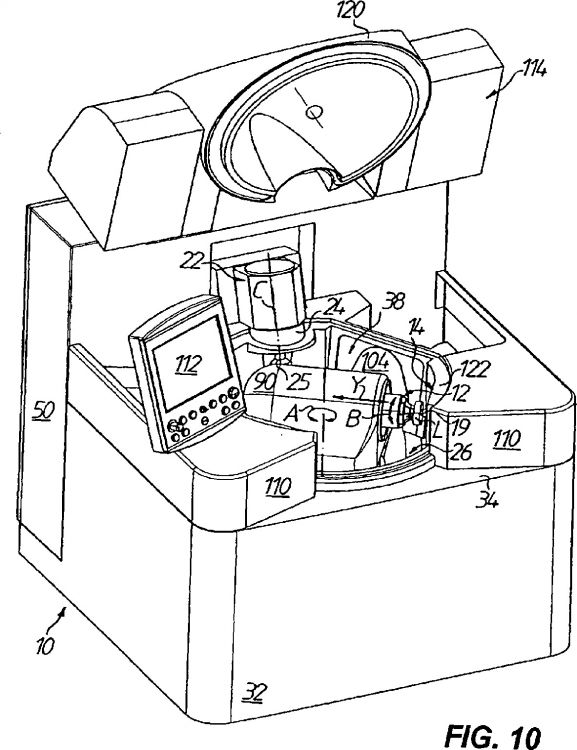
un mecanismo de ajuste (26) para generar un movimiento relativo entre el husillo porta piezas (12) y la herramienta (19, 21, 25) para permitir opcionalmente la carga/descarga o el mecanizado de la pieza (L), presentando el mecanismo de ajuste (26) una unidad de accionamiento lineal (28) mediante el cual se puede desplazar el husillo porta piezas (12) a lo largo de un eje lineal (Y), y una unidad de accionamiento de giro (30) mediante la cual se puede girar el husillo porta piezas (12) alrededor de un eje de giro (A) que está situado esencialmente en dirección perpendicular al eje de giro de la pieza (B),
caracterizada porque, la unidad de accionamiento lineal (28) está situada sobre la unidad de accionamiento de giro (30), transcurriendo el eje lineal (Y) esencialmente en dirección perpendicular al eje de giro (A) y esencialmente paralelo al eje de giro de la pieza (B), o esencialmente paralelo al eje de giro (A) y esencialmente perpendicular al eje de giro de la pieza (B)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010854.
Solicitante: SATISLOH AG.
Nacionalidad solicitante: Suiza.
Dirección: NEUHOFSTRASSE 12,6340 BAAR.
Inventor/es: WALLENDORF, STEFFEN, SCHAFER, HOLGER.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Junio de 2008.
Fecha Concesión Europea: 26 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B24B13/00H
- B24B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 13/00 Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14). › Trabajo con muela de lentes, estando la herramienta o la pieza a trabajar controladas por soportes de uniformación, p. ej. plantillas, cintas perforadas, cintas magnéticas.
Clasificación PCT:
- B24B13/00 B24B […] › Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14).
- B24B13/06 B24B 13/00 […] › Trabajo con muela de lentes, estando la herramienta o la pieza a trabajar controladas por soportes de uniformación, p. ej. plantillas, cintas perforadas, cintas magnéticas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Máquina para el mecanizado de piezas ópticas, en particular de lentes de gafas de plástico.
Aspecto técnico
La presente invención se refiere a una máquina para el mecanizado de piezas ópticas conforme al preámbulo de la reivindicación 1. La invención se refiere especialmente al mecanizado industrial de superficies de receta en lentes de gafas de materiales plásticos tales como policarbonato, CR39 y los materiales denominados "High Index".
Estado de la técnica
Para el mecanizado de lentes de gafas de plástico se dispone generalmente de una pieza bruta de lente de gafas fundida por inyección de plástico, denominada también "Blank" que presenta una superficie exterior convexa normalizada, terminada de mecanizar, por ejemplo con forma esférica o progresiva. Las superficies interiores o de receta, por lo general cóncavas, adquieren mediante un mecanizado con arranque de viruta una geometría esférica, asférica, tórica, atórica, progresiva o de forma libre (por ejemplo superficies de visión progresiva), según el efecto óptico deseado. El desarrollo convencional para el mecanizado de la superficie interior prevé que después de amarrar el lente en bruto para gafas con su superficie exterior sobre un bloque, se lleve a cabo un proceso de mecanizado por fresado o torneado para obtener la forma ópticamente activa, seguido por lo general de un proceso de rectificado fino o pulido para obtener la calidad superficial necesaria.
Para la fabricación de la forma ópticamente activa de lentes de gafas de plástico se han propuesto:
Si bien a continuación se parte de una máquina según el punto (C.2.1), esto no debe entenderse como limitación respecto a un tipo de máquina, más bien el sistema de máquinas que aquí se presenta se puede emplear para diversos tipos de máquinas, concretamente los tipos de máquinas según los puntos (A), (B.1), (B.2), (C.1) y (C.2.1) hasta eventuales combinaciones de éstos, por ejemplo (C.1) y (C.2.1), es decir una máquina cuya unidad de mecanizado por fresado de realización especial (con husillo de fresado regulado en cuanto al ángulo de giro) que lleva una herramienta combinada de fresado-torneado para el mecanizado de desbaste del lente de gafas, mientras que al mismo tiempo una unidad de mecanizado por torneado está prevista con una (o varias) disposición(es) Fast-Tool, que sirve(n) para el mecanizado de acabado del lente de gafas.
Por el estado de la técnica según el documento EP-A-1 719 585 se conoce por lo tanto una máquina combinada de fresado-torneado que trabaja de forma serial, y que en general lleva los siguientes conjuntos: un husillo porta piezas, mediante el cual se puede accionar con movimiento de giro la pieza alrededor de un eje de giro de la pieza, por lo menos una unidad de mecanizado que lleva una herramienta mediante la cual la pieza que va sujeta en el husillo porta piezas se puede mecanizar con arranque de viruta y un mecanismo de regulación para obtener un movimiento relativo entre el husillo porta piezas y la herramienta, para permitir opcionalmente la carga/descarga de la pieza o su mecanizado.
Dicho con más precisión, la máquina conocida presenta en un lado de un recinto de trabajo en disposición paralela una unidad de mecanizado por fresado con un husillo de fresado y una unidad de mecanizado por torneado con dos conjuntos Fast-Tool, donde el mecanismo de regulación previsto en el lado opuesto del recinto de trabajo está formado por un sistema de mesa en cruz que soporta el husillo porta piezas, mediante el cual se puede desplazar la pieza sujeta en el husillo porta piezas por una parte en dirección paralela a las unidades de mecanizado (eje X) y por otra parte hacia éstas o alejándose de éstas (eje Y). Si bien este sistema de máquina se ha acreditado hasta ahora bien en la práctica - esta máquina se distribuye en el mercado por la empresa Satisloh AG, bajo la designación VFT Ultra -, sin embargo en el aspecto siguiente parece que requiere una mejora.
En el mecanizado de lentes de gafas de plástico según receta se convierten en viruta cantidades considerables de material de la pieza con aportación de grandes flujos de refrigerante, por lo que es imprescindible realizar un encapsulado suficiente del recinto de trabajo y una evacuación de virutas sin obstrucciones. Además, durante el mecanizado por arranque de viruta de por ejemplo materiales "High Index" se producen vapores desagradables que se deberían aspirar y filtrar.
Para el encapsulado del recinto de trabajo está previsto en la máquina antes descrita una protección contra la humedad de chapa de acero inoxidable relativamente grande y cara, debido al eje X relativamente largo. Dado que la carcasa de protección contra la humedad debe permitir el movimiento de desplazamiento del husillo porta piezas a lo largo del largo eje X, existe en la carcasa de protección contra la humedad un orificio a modo de agujero rasgado para el husillo porta piezas. Este orificio está cerrado mediante una cubierta combinada deslizante y enrollable, que actúa juntamente con unos rascadores dispuestos por el lado de la carcasa. Prescindiendo de que el sellado que se obtiene con esta clase de recubrimientos no es siempre satisfactorio, estos recubrimientos también están sujetos a un desgaste considerable y dan lugar a rozamiento, que en el caso concreto de la aplicación puede ser detrimental tanto para la velocidad de desplazamiento como también para la precisión de posicionamiento de la máquina en el eje X.
Una máquina conforme al preámbulo de la reivindicación 1 se conoce por el documento DE-A-197 51 750.
Planteamiento
La invención se plantea el objetivo de facilitar una máquina de construcción compacta para el mecanizado de piezas ópticas, en particular de lentes de gafas de plástico, en la que se pueda encapsular o sellar en particular el recinto de trabajo del modo más sencillo posible.
Exposición de la invención
Este objetivo se resuelve por medio de las características indicadas en la reivindicación 1. Unos perfeccionamientos ventajosos o convenientes de la invención constituyen el objeto de las reivindicaciones 2 a 13.
Según la invención, en una máquina genérica para el mecanizado de piezas ópticas, en particular de lentes de gafas de plástico, el mecanismo de regulación comprende una unidad de accionamiento lineal y una unidad de accionamiento de giro, sobre la cual está dispuesta la unidad de accionamiento lineal, transcurriendo el eje lineal Y esencialmente en dirección perpendicular al eje de giro A y esencialmente en paralelo al eje de giro B de la pieza, o esencialmente paralelo al eje de giro A y esencialmente perpendicular al eje de giro de la pieza B.
Si bien la alternativa citada en primer lugar en la que el eje lineal Y transcurre esencialmente en dirección perpendicular al eje de giro A y esencialmente paralelo al eje de giro de la pieza B, frente...
Reivindicaciones:
1. Máquina (10) para el mecanizado de piezas ópticas (L), en particular de lentes de gafas de plástico, con
un husillo porta piezas (12), mediante el cual se puede impartir un accionamiento de giro a la pieza (L) alrededor de un eje de giro de la pieza (B),
por lo menos una unidad de mecanizado (14, 16, 22) que presenta una herramienta (19, 21, 25) mediante la cual se puede efectuar un mecanizado por arranque de viruta de la pieza (L) sujeta en el husillo porta piezas (12), y
un mecanismo de ajuste (26) para generar un movimiento relativo entre el husillo porta piezas (12) y la herramienta (19, 21, 25) para permitir opcionalmente la carga/descarga o el mecanizado de la pieza (L), presentando el mecanismo de ajuste (26) una unidad de accionamiento lineal (28) mediante el cual se puede desplazar el husillo porta piezas (12) a lo largo de un eje lineal (Y), y una unidad de accionamiento de giro (30) mediante la cual se puede girar el husillo porta piezas (12) alrededor de un eje de giro (A) que está situado esencialmente en dirección perpendicular al eje de giro de la pieza (B),
caracterizada porque, la unidad de accionamiento lineal (28) está situada sobre la unidad de accionamiento de giro (30), transcurriendo el eje lineal (Y) esencialmente en dirección perpendicular al eje de giro (A) y esencialmente paralelo al eje de giro de la pieza (B), o esencialmente paralelo al eje de giro (A) y esencialmente perpendicular al eje de giro de la pieza (B).
2. Máquina (10) según la reivindicación 1, caracterizada porque el husillo porta piezas (12) se puede girar mediante la unidad de accionamiento de giro (30) con un ángulo de giro regulado alrededor del eje de giro (A).
3. Máquina (10) según la reivindicación 1 o 2, caracterizada porque la unidad de accionamiento de giro (30) lleva una mesa giratoria (68) en la cual van montados unos raíles guía paralelos (72) para un carro Y (74) de la unidad de accionamiento lineal (28), estando situado entre los raíles guía (72) un motor lineal (78) mediante el cual se puede desplazar el carro Y (74) con relación a la mesa giratoria (68).
4. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque la unidad de accionamiento de giro (30) presenta un motor de par (58).
5. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque la por lo menos una unidad de mecanizado (14, 16, 22) es una unidad de mecanizado por torneado (14, 16) por un sistema Fast-Tool (18, 20) y/o una unidad de mecanizado por fresado (22) con un husillo porta herramientas (24).
6. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque el mecanismo de ajuste (26) que soporta el husillo porta piezas (12) está situado en un punto central en un bastidor de la máquina (32), mientras que la por lo menos una unidad de mecanizado (14, 16, 22), una estación de carga/descarga (100) para cargar/descargar piezas (L) y por lo menos otra unidad o estación están dispuestas en forma de estrella alrededor del mecanismo de ajuste (26), estando esta última seleccionada de un grupo que comprende las siguientes unidades o estaciones: una unidad de mecanizado por torneado (14, 16) con un sistema Fast-Tool (18, 20), una unidad de mecanizado por fresado (22) con un husillo porta herramientas (24), una estación de grabado para aplicar en la pieza (L) una marca y una estación de medición (106) para medir la pieza (L).
7. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque como unidades de mecanizado están previstas dos unidades de mecanizado por torneado (14, 16), cada una con un sistema Fast-Tool (18, 20) que con relación al mecanismo de ajuste (26) están dispuestas en posiciones enfrentadas entre sí, de modo que las direcciones de actuación (F1, F2) de los sistemas Fast-Tool (18, 20) y el eje de giro (A) están situados esencialmente en un plano.
8. Máquina (10) según una de las reivindicaciones 5 a 7, caracterizada porque la dirección de acción (F1, F2) del sistema Fast-Tool (18, 20) de la por lo menos una unidad de mecanizado por torneado (14, 16) transcurre inclinada con respecto a un plano que transcurre esencialmente en dirección perpendicular al eje de giro (A), de tal modo que el sistema Fast-Tool (18, 20) desciende hacia una dirección radial exterior vista desde el mecanismo de ajuste (26).
9. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque en una mesa giratoria (68) de la unidad de accionamiento de giro (30) está colocada una capota de recubrimiento (90) que cubre al mismo tiempo el husillo porta piezas (12) y la unidad de accionamiento lineal (28).
10. Máquina (10) según la reivindicación 9, caracterizada porque la capota de recubrimiento (90) presenta un orificio (96) a través del cual se extiende con movilidad el husillo porta piezas (12), estando situado entre un perímetro interior del orificio (96) y un perímetro exterior del husillo porta piezas (12) un fuelle enrollable (98), que sella el interior (92) de la capota de recubrimiento (90) con relación a un recinto de trabajo (38) de la máquina (10).
11. Máquina (10) según una de las reivindicaciones anteriores, caracterizada porque el husillo porta piezas (12) lleva una suspensión aerostática.
12. Máquina (10) según una de las reivindicaciones anteriores, caracterizada por presentar una parte superior de la máquina (114) que se puede abatir con respecto a un bastidor de la máquina (32), que junto con el bastidor de la máquina (32) limita un recinto de trabajo (38) de la máquina (10), presentando la parte superior de la máquina (114) un borde inferior (120) de forma esencialmente cilíndrica anular, que en la posición cerrada de la parte superior de la máquina (114) encaja con ajuste positivo en la correspondiente ranura (122) de forma esencialmente anular en el bastidor de la máquina (32).
13. Máquina (10) según una de las reivindicaciones anteriores, caracterizada por tener un bastidor de máquina (32) de forma monolítica realizada en hormigón de polímero.
Patentes similares o relacionadas:
 Método para transformar una superficie oftálmica progresiva, del 26 de Noviembre de 2015, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un método para transformar una superficie oftálmica progresiva inicial que ha de ser fabricada por un método de fabricación, comprendiendo el […]
Método para transformar una superficie oftálmica progresiva, del 26 de Noviembre de 2015, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un método para transformar una superficie oftálmica progresiva inicial que ha de ser fabricada por un método de fabricación, comprendiendo el […]
 Prescripción y/o dispensación de lentes oftálmicas, del 5 de Marzo de 2014, de CARL ZEISS VISION AUSTRALIA HOLDINGS LTD: Un proceso que incluye las siguientes etapas:
(a) obtener información relativa al uso de las lentes del usuario,
en el que la información relativa […]
Prescripción y/o dispensación de lentes oftálmicas, del 5 de Marzo de 2014, de CARL ZEISS VISION AUSTRALIA HOLDINGS LTD: Un proceso que incluye las siguientes etapas:
(a) obtener información relativa al uso de las lentes del usuario,
en el que la información relativa […]
PROCEDIMIENTO PARA CONTROLAR UN PROCEDIMIENTO DE FABRICACIÓN DE LENTES, del 12 de Agosto de 2011, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento para controlar un procedimiento de fabricación de lentes caracterizado porque comprende las etapas de: a) fabricar una lente maestra según […]
DISPOSITIVO PARA LA FABRICACION DE LENTILLAS DE CONTACTO., del 1 de Noviembre de 2003, de MULLER, GERARD: EL DISPOSITIVO PARA LA FABRICACION DE LENTES DE CONTACTO TORICAS POR MECANIZADO CON RETIRADA DE MATERIA LLEVA UNA PATILLA , SOBRE LA QUE SE FIJA […]
TORNO DE ALTA VELOCIDAD PARA FABRICAR SUPERFICIES OPTICAMENTE ACTIVAS., del 16 de Septiembre de 2003, de SCHNEIDER GMBH + CO. KG: LA MAQUINA PARA FABRICAR LENTES DISPONE DE UN HUSILLO DE PIEZA DE TRABAJO (EJE C), AL QUE POR MEDIO DE UN SOPORTE DE PIEZA DE TRABAJO SE FIJA LA PIEZA DE TRABAJO […]
PROCEDIMIENTO DE FABRICACION DE SUPERFICIES OPTICAS Y MAQUINA DE MECANIZACION PARA LA EJECUCION DEL PROCEDIMIENTO., del 16 de Octubre de 2002, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V. CARL-ZEISS-STIFTUNG, TRADING AS CARL ZEISS: SUPERFICIES OPTICAS DE GEOMETRIA COMPLEJA SE FABRICAN ACTUALMENTE MEDIANTE RECTIFICADO Y POSTERIOR PULIDO O COLADO EN UN MOLDE NEGATIVO […]
PROCEDIMIENTO Y HERRAMIENTA PARA LA GENERACION DE UNA SUPERFICIE CONCAVA A PARTIR DE UN CRISTAL EN BRUTO PARA GAFAS., del 16 de Septiembre de 2002, de LOH OPTIKMASCHINEN AG: SE DESCRIBE UN PROCEDIMIENTO PARA LA GENERACION DE UNA SUPERFICIE A PARTIR DE UNA PIEZA EN BRUTO DE VIDRIO DE GAFAS, QUE ES APROPIADA TANTO PARA MATERIALES […]
 SISTEMA DE PROCESAMIENTO DE LENTES PARA GAFAS, del 1 de Marzo de 2010, de NIDEK CO., LTD.: Un sistema de procesamiento de lentes para gafas para procesar un borde periférico de cada una de las lentes para gafas izquierda y derecha (LE), comprendiendo el […]
SISTEMA DE PROCESAMIENTO DE LENTES PARA GAFAS, del 1 de Marzo de 2010, de NIDEK CO., LTD.: Un sistema de procesamiento de lentes para gafas para procesar un borde periférico de cada una de las lentes para gafas izquierda y derecha (LE), comprendiendo el […]