PIEZA DE BLOQUEO PARA MANTENER UNA PIEZA DE TRABAJO ÓPTICO, EN PARTICULAR UNA LENTE PARA GAFAS, PARA SU PROCESAMIENTO, Y PROCEDIMIENTO DE FABRICACIÓN DE UNA LENTE PARA GAFAS DE ACUERDO CON UNA PRESCRIPCIÓN.
Una pieza de bloqueo (10) para mantener una pieza de trabajo óptico (B),
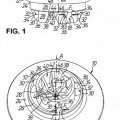
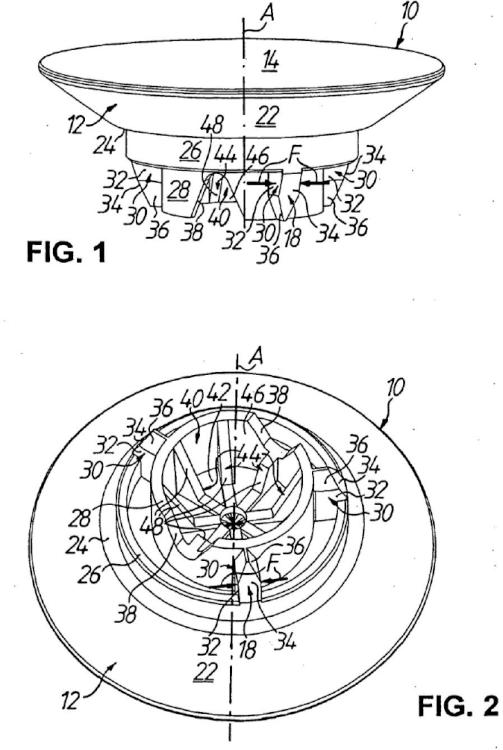
en particular, una lente para gafas, para su procesamiento, que comprende: un cuerpo básico (12) que tiene una parte de cara de montaje de la pieza de trabajo (14) contra la cual puede bloquearse la pieza de trabajo (B) mediante un material de bloqueo (16) y una parte de sujeción (18) mediante la cual, la pieza de trabajo (B) bloqueada en dicho cuerpo básico (12) puede fijarse en una máquina o aparato para procesar la pieza de trabajo (B); caracterizadaporque dicho cuerpo básico (12) consiste en un material plástico que tiene una absorción de agua menor del 1% en peso en saturación, medida de acuerdo con la norma DIN EN ISO 62: 1999-08, procedimiento 1, o de cristal mineral y/o dicho cuerpo básico (12) está sellado por un revestimiento (20) y/o cinta que sirve para evitar o al menos, reducir el desgaseamiento de cualquier humedad de agua atrapada dentro del material de dicho cuerpo básico (12) bajo condiciones de vacío, de modo que la pieza de bloqueo (10) está adaptada para ser utilizada en procesos de revestimiento de película fina
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08003335.
Solicitante: SATISLOH AG.
Nacionalidad solicitante: Suiza.
Dirección: NEUHOFSTRASSE 12 6340 BAAR SUIZA.
Inventor/es: SCHAFER, STEFAN, SAVOIE,MARC, Breme,Frank, Jordi,Laurent, McPherson,Edward.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Febrero de 2008.
Clasificación Internacional de Patentes:
- B24B13/005 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 13/00 Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14). › Dispositivos de bloqueo, soportes o similares; Dispositivos de alineamiento.
Clasificación PCT:
- B24B13/005 B24B 13/00 […] › Dispositivos de bloqueo, soportes o similares; Dispositivos de alineamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357916_T3.pdf
Fragmento de la descripción:
CAMPO TÉCNICO DE LA INVENCIÓN
La presente invención se refiere generalmente a un bloqueo de soporte de la pieza de trabajo ("pieza de bloqueo") para soportar una pieza de trabajo óptico durante su procesamiento. En particular, la invención se refiere a una pieza de bloqueo para mantener una lente para gafas para su procesamiento de acuerdo con la parte del 5 preámbulo de la reivindicación 1, según se utiliza en los talleres de prescripciones en masa, es decir, talleres de producción para la fabricación de lentes para gafas individuales a partir de materiales tradicionales (cristal mineral, policarbonato, PMMA, CR 39, índice HI, etc.) de acuerdo con una prescripción. La invención también se refiere a un procedimiento para fabricar lentes para gafas de acuerdo con una prescripción, según se explica en la parte del preámbulo de la reivindicación 20. 10
ANTECEDENTES DE LA INVENCIÓN Y TÉCNICA ANTERIOR
Un primordio de lente oftálmica tiene generalmente una primera cara con una curvatura predeterminada y una segunda cara, opuesta a la primera cara sobre la que se genera un contorno de superficie deseado mediante un proceso de mecanización. El proceso total generalmente se denomina "alisamiento de lente" y el objeto general consiste en producir una lente para gafas acabada de modo que la primera y segunda curvaturas de cara colaboren 15 para generar las propiedades ópticas deseadas. Además de esto, la primera y/o segunda caras de la lente suelen estar revestidas para proporcionar la lente para gafas acabada con una capacidad mejorada para resistir los arañazos (mediante un «revestimiento duro») con una baja reflexión residual y un color deseado (mediante un «revestimiento anti-reflexión»), y/o con determinadas propiedades de superficie como propiedades hidrófobas, oleófobas y repelentes de polvo (mediante un «revestimiento superior»). Normalmente, también tiene lugar un 20 proceso de mecanización (denominado «bordeado»), cuyo objetivo es realizar un acabado mecanizado al borde de la lente para gafas de tal modo que la lente para gafas pueda insertarse en la moldura de la gafa. En todos estos pasos de proceso, la lente para gafas (primordio) debe mantenerse de algún modo en la(s) máquina(s) de mecanización y aparato de revestimiento respectivamente.
Más detalladamente, hasta ahora, los siguientes pasos principales del proceso se realizan en los talleres de 25 prescripciones: En primer lugar, se retira un primordio de lente oftálmica derecho y/o izquierdo de un almacenamiento de productos semiacabados. El término «semiacabado» se utiliza para explicar que los primordios de lentes para gafas, que suelen ser redondos u ovalados en vista en planta y aún no han sido rebordeados, ya han sido moldeados, mecanizados o formados de otro modo (alisado) en una de sus dos caras activas solamente. Los primordios de lentes para gafas se preparan entonces para la operación de bloqueo, es decir, se aplica una película 30 protectora adecuada o un esmalte protector adecuado para proteger la cara activa ópticamente que ya ha sido mecanizada o moldeada, es decir, la primera cara o cara de bloqueo.
Entonces tiene lugar el llamado «bloqueo» de los primordios de la lente oftálmica. Durante este, el primordio de la lente para gafas se une a una pieza de bloqueo adecuada, por ejemplo, un primordio de lente de acuerdo con la norma alemana DIN 58766 o el documento EP 1 593 458 A2 que forma la parte del preámbulo de la reivindicación 35 1. Con esta finalidad, la pieza de bloqueo se trae en primer lugar a una posición predefinida con respecto a la primera cara protegida del primordio de lente para gafas, y a continuación en esta posición, el espacio entre la pieza de bloqueo y el primordio de lente para gafas se llena con un material fundido (normalmente una aleación de metal o cera) o una composición adhesiva que es curable, por ejemplo, por UV o luz visible, según es descrito en el documento EP 2 011 604 A1 por el mismo solicitante, por ejemplo. Una vez que el material se ha solidificado o 40 curado, la pieza de bloqueo forma un apoyo o soporte para mecanizar la segunda cara del primordio de la lente para gafa. La pieza de bloqueo es captada por un plato u otro medio de acoplamiento adecuado durante la generación de la lente para proporcionar, en particular, un montaje seguro a la máquina de perfilado, mientras que se evita el daño a la lente.
Entonces se lleva a cabo el alisamiento de la lente utilizando máquinas de perfilado que normalmente tienen un 45 cortador de algún tipo que se mueve por la segunda cara del primordio de lente oftálmica para dar a la segunda cara su macrogeometría de acuerdo con la prescripción. El primordio de lente para gafas puede ser fijo o giratorio durante la operación de corte, dependiendo de la máquina de perfilado en particular que se esté utilizando. Los procesos típicos de mecanización para alisar las lentes para gafas incluyen un torneado de diamante de punto único (como el proceso de corte fino, preferido actualmente, para materiales plásticos y descrito en, por ejemplo, el 50 documento EP 1 719 585 A2 por el mismo solicitante), fresado simple con herramienta de diamante, fresadora (como el proceso de corte grueso, preferido actualmente, para materiales plásticos y descrito en, por ejemplo, el documento EP 0 758 571 A1 por el mismo solicitante), y los procesos de molturación, aplicados en función del material de la lente.
Normalmente, tiene lugar entonces la mecanización fina de las lentes oftálmicas en el que se da la microgeometría 55 deseada a la segunda cara premecanizada del respectivo primordio de la lente para gafas, según se describe, por ejemplo, en los documentos EP 1 473 116 A1 y EP 1 698 432 A2 del mismo solicitante. Dependiendo, entre otras
cosas, del material de las lentes para gafas, el proceso de mecanización fina se divide en una operación de molturación fina y una posterior operación de pulimentado, o incluye una operación de pulimentado si ya se ha producido una segunda cara pulible durante la fase de premecanización.
Solo después de la operación de pulimento, el primordio de lente oftálmica se separa del bloqueo de lente («desbloqueo») antes de que se efectúen los pasos de limpieza. Entonces, tiene(n) lugar el/los proceso(s) de 5 revestimiento que, dependiendo entre otras cosas del material del primordio de la lente, puede incluir un revestimiento por rotación (o inmersión) del primordio de lente para gafas desbloqueado con el fin de proporcionar al menos la segunda cara del primordio de lente con un revestimiento duro o similar, según se describe por ejemplo, en el documento US 2008 0035053 A1, en el que el primordio de la lente para gafas se mantiene en el aparato de revestimiento por rotación mediante un apoyo de lente que tienen una cubeta de succión, por ejemplo. 10
En cualquier caso, el revestimiento incluye revestimiento al vacío del primordio de lente para gafas desbloqueado con el fin de proporcionar al menos la segunda cara del primordio de lente con un revestimiento anti-reflexión y opcionalmente, un revestimiento superior que sirve para la(s) finalidades anteriormente mencionadas. En el proceso de revestimiento al vacío, el primordio de la lente para gafa se sujeta a un portador de sustrato de un dispositivo portador giratorio que está ubicado en una cámara de vacío en una relación espaciada verticalmente con 15 respecto a una fuente de evaporación para emitir una corriente de vapor al primordio de lente montado sobre el portador del sustrato, según se describe por ejemplo en el documento EP 0 806 492 A1.
Después del/los paso(s) del revestimiento, el primordio de lente para gafas suele estar recortado de modo que la lente para gafas pueda insertarse en una montura para gafas. Con este propósito, el primordio de lente para gafas revestido vuelve a estar bloqueado, esta vez sin embargo, en una pieza de bloqueo diferente, más pequeña, 20 mediante una parte de película adhesiva, por ejemplo, como describe en el documento EP 1 243 381 A2 el mismo solicitante. El proceso de bordeado también puede incluir la formación de orificios, ranuras, canales y/o biseles correspondientes a los respectivos requisitos de montaje en el área del borde de la lente para gafas, según se describe, por ejemplo, en el documento EP 1 243 380 A2, del mismo solicitante.
Por último, después del bordeado y un paso adicional de desbloqueo, la lente para gafas se vuelve a limpiar y está 25 lista para su inspección e inserción en/montaje sobre la montura de las gafas.
Una desventaja del proceso general convencional... [Seguir leyendo]
Reivindicaciones:
1. Una pieza de bloqueo (10) para mantener una pieza de trabajo óptico (B), en particular, una lente para gafas, para su procesamiento, que comprende:
un cuerpo básico (12) que tiene
una parte de cara de montaje de la pieza de trabajo (14) contra la cual puede bloquearse la pieza de trabajo (B) mediante un material de bloqueo (16) y 5
una parte de sujeción (18) mediante la cual, la pieza de trabajo (B) bloqueada en dicho cuerpo básico (12) puede fijarse en una máquina o aparato para procesar la pieza de trabajo (B);
caracterizadaporque dicho cuerpo básico (12) consiste en un material plástico que tiene una absorción de agua menor del 1% en peso en saturación, medida de acuerdo con la norma DIN EN ISO 62: 1999-08, procedimiento 1, o de cristal mineral y/o dicho cuerpo básico (12) está sellado por un revestimiento (20) y/o cinta que sirve para evitar o 10 al menos, reducir el desgaseamiento de cualquier humedad de agua atrapada dentro del material de dicho cuerpo básico (12) bajo condiciones de vacío,
de modo que la pieza de bloqueo (10) está adaptada para ser utilizada en procesos de revestimiento de película fina.
2. La pieza de bloqueo (10) de acuerdo con la reivindicación 1, caracterizada porque dicho cuerpo básico (12) 15 consiste en un material plástico esencialmente puro seleccionado de un grupo que comprende tereftalato de polietileno (PET) y policarbonato (PC).
3. La pieza de bloqueo (10) de acuerdo con la reivindicación 1, caracterizada porque dicho cuerpo básico (12) consiste en un material plástico que contiene una carga como medio para reducir la absorción de agua dentro de dicho cuerpo básico (12). 20
4. La pieza de bloqueo (10) de acuerdo con la reivindicación 1, caracterizada porque dicho cuerpo básico (12) que está sellado por dicho revestimiento (20) y/o cinta consiste en un polimetilmetacrilato (PMMA) esencialmente puro.
5. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones precedentes, caracterizada porque dicho revestimiento (20) para sellar dicho cuerpo básico (12) se selecciona de un grupo que comprende acrilatos y epoxis.
6. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el 25 material plástico de dicho cuerpo básico (12) es moldeable por inyección.
7. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, caracterizada porque dicho cuerpo básico (12) y, si está presente, dicho revestimiento (20) y/o cinta para sellar dicho cuerpo básico (12) son capaces de transmitir UV o luz visible.
8. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, caracterizada porque dicho 30 cuerpo básico (12) está formado para estar libre de cortes sesgados y canales estrechos en los que podrían quedarse atrapados líquidos.
9. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, caracterizada porque dicha parte de cara de montaje de la pieza de trabajo (14) está libre de cortes para proporcionar el apoyo total de la pieza de trabajo bloqueada (B). 35
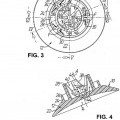
10. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, en la que dicho cuerpo básico (12) tiene un eje central (A), caracterizada porque dicha parte de cara de montaje de la pieza de trabajo (14) tiene una forma esencialmente esférica y está inclinada o desplazada por una cantidad predeterminada con respecto al eje central (A) del cuerpo básico (12) con el fin de proporcionar una cantidad de prisma definida en la pieza de bloqueo (10). 40
11. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores, en la que dicho cuerpo básico (12) tiene un eje central (A) caracterizada porque dicha parte de sujeción (18) está adaptada para ser sujetada por fuerzas de sujeción (F) que están dirigidas esencialmente en una dirección circunferencial con respecto al eje central (A) de dicho cuerpo básico (12) o esencialmente, en una dirección tangencial en una distancia con respecto al eje central (A) de dicho cuerpo básico (12). 45
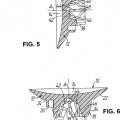
12. La pieza de bloqueo (10) de acuerdo con la reivindicación 11, caracterizada porque dicha parte de sujeción (18) de dicho cuerpo básico (12) comprende al menos una protrusión de sujeción de extensión radial (30) que tiene dos caras laterales opuestas (32), cada una orientada en la dirección circunferencial, para la aplicación de dichas fuerzas de sujeción (F).
13. La pieza de bloqueo (10) de acuerdo con la reivindicación 12, caracterizada porque dicha parte de sujeción (18) de dicho cuerpo básico (12) comprende tres protrusiones de sujeción de extensión radial (30) que están distribuidas por el perímetro.
14. La pieza de bloqueo (10) de acuerdo con la reivindicación 13, caracterizada porque dichas protrusiones de sujeción (30) tienen, cada una, una cara externa radial (34) que está inclinada con respecto al eje central (A) de 5 dicho cuerpo básico (12), en el que dichas caras externas radiales (34) juntas definen una parte de centrado cónico externo de dicho cuerpo básico (12).
15. La pieza de bloqueo (10) de acuerdo con la reivindicación 13 ó 14, caracterizada porque dichas protrusiones de sujeción (30) tienen, cada una, una parte extrema axial (36) orientada de forma opuesta de dicha parte de cara de montaje de la pieza de trabajo (14), en la que dichas partes extremas axiales (36) tienen, cada una, una sección 10 transversal en forma de V, vista en la dirección radial.
16. La pieza de bloqueo (10) de acuerdo con una de las reivindicaciones 13 a 15, caracterizada porque, en la parte orientada de manera opuesta de dicha parte de cara de montaje de la pieza de trabajo (14), dicho cuerpo básico (12) comprende dos partes anulares (26, 28) de diferente diámetro que están dispuestas de manera concéntrica alrededor del eje central (A) de dicho cuerpo básico (12), sobresaliendo la parte anular interna radial 15 (28) más allá de la parte anular externa radial (26) en la dirección axial, en la que dichas protrusiones de sujeción (30) se extienden entre dichas partes anulares (26, 28).
17. La pieza de bloqueo (10) de acuerdo con la reivindicación 16, caracterizada porque dicha parte anular interna radial (28) de dicho cuerpo básico (12) se proporciona con dos cortes (38) que están dispuestos en lados opuestos diametralmente con respecto al eje central (A) de dicho cuerpo básico (12) para la alineación del eje del cilindro de 20 la pieza de bloqueo (10) en un husillo de una máquina de mecanización.
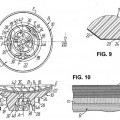
18. La pieza de bloqueo (10) de acuerdo con la reivindicación 16 ó 17, caracterizada porque dicha parte anular interna radial (28) de dicho cuerpo básico (12) define un orificio ciego cilíndrico central (40) que tiene un fondo plano (42) en el que una pluralidad de nervaduras de refuerzo (44) se extiende entre dicho fondo (42) y una circunferencia interna (46) de dicha parte anular interna radial (28). 25
19. La pieza de bloqueo (10) de acuerdo con la reivindicación 18, caracterizada porque dichas nervaduras de refuerzo (44) tienen, cada una, una cara interna radial (48) que está inclinada con respecto al eje central (A) de dicho cuerpo básico (12), en el que dichas caras internas radiales (48) juntas definen una parte de centrado cónico externo de dicho cuerpo básico (12).
20. Un procedimiento para fabricar lentes para gafas de acuerdo con una prescripción, que comprende los pasos 30 de:
(i) bloqueo de un primordio de lente (B) con una cara de bloqueo (cx) en una parte de cara de montaje de la pieza de trabajo (14) de una pieza de bloqueo (10) con la ayuda de un material de bloqueo (16), teniendo el primordio de lente (B) una segunda cara (cc), opuesta a dicha cara de bloqueo (cx) y un borde (E) entre dicha cara de bloqueo (cx) y dicha segunda cara (cc), 35
(ii) procesamiento del primordio de la lente bloqueado (B) en dicha segunda cara (cc) y opcionalmente, dicho borde (E) para obtener una lente procesada, y
(iii) desbloqueo de la lente procesada de dicha pieza de bloqueo (10);
caracterizado porque la pieza de bloqueo (10) de acuerdo con una de las reivindicaciones anteriores se utiliza sobre el primordio de lente bloqueado (B) permanece durante todo el paso (ii). 40
21. El procedimiento de acuerdo con la reivindicación 20, caracterizado porque el paso (ii) comprende los siguientes sub-pasos:
mecanización del primordio de lente bloqueado (B) para dar a la segunda cara (cc) una macrogeometría de acuerdo con la prescripción,
mecanización fina del primordio de lente bloqueado (B) para dar a la segunda cara (cc) la microgeometría 45 requerida,
limpieza del primordio de lente bloqueado (B) que ha sido mecanizado y mecanizado de forma fina,
opcionalmente, revestimiento por rotación o por inmersión del primordio de lente bloqueado (B) con el fin de proporcionar a la segunda cara (cc) un revestimiento duro (HC), o una imprimación, o una imprimación y un revestimiento duro; 50
revestimiento al vacío del primordio de lente bloqueado (B) para proporcionar un revestimiento anti-reflexión (AR) y,
opcionalmente, un revestimiento superior (TC), como un revestimiento hidrófobo y/o oleófobo y/o repelente de polvo sobre la segunda cara (cc), y,
opcionalmente, el bordeado del primordio de lente bloqueado (B) para dar al borde la geometría requerida para que la lente procesada esté lista para su inserción en una montura de gafas o soporte de gafas.
22. El procedimiento de acuerdo con la reivindicación 20 ó 21, caracterizado porque dicha cara de bloqueo (cx) 5 del primordio de lente (B) está totalmente acabada antes del paso (i), incluido el revestimiento duro (HC), el revestimiento de anti-reflexión (AR) y opcionalmente, el revestimiento duro (TC) como revestimiento hidrófobo y/o oleófobo y/o repelente de polvo.
Patentes similares o relacionadas:
Aparato centrador-bloqueador para lente oftálmica, del 29 de Enero de 2020, de ESSILOR INTERNATIONAL: Aparato centrador-bloqueador que incluye: - un bastidor , - un soporte montado en el bastidor , que está adaptado para […]
Procedimiento de determinación del centro óptico de la pieza en bruto de una lente, del 24 de Julio de 2019, de BENZ RESEARCH AND DEVELOPMENT CORPORATION: Un procedimiento que comprende: proporcionar la pieza en bruto de una lente , un dispositivo de posicionamiento de precisión, un dispositivo de iluminación […]
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
SOPORTE PARA PREFORMAS OFTÁLMICAS, del 12 de Abril de 2019, de Insomec Integra Soluciones, SL: 1. Soporte para preformas (P) oftálmicas que comprende una parte de fijación de la preforma (P) provista de una superficie (S11) complementaria […]
Dispositivo y procedimiento para el desbloqueo de piezas de trabajo ópticas, en particular cristales de gafas, del 22 de Marzo de 2019, de SATISLOH AG: Dispositivo para el desbloqueo de piezas de trabajo ópticas (L), en particular cristales de gafas, con un primer equipo de movimiento para el giro […]
Procedimiento de elaboración de un elemento óptico deformado elásticamente por un casquillo encolado, del 19 de Diciembre de 2018, de Thales SESO: Procedimiento de elaboración de un elemento óptico asférico que comprende las etapas que consisten en: fijar una pieza desbastada del […]
Procedimiento y dispositivo de preparación de lentes para gafas con vistas a su montaje en el marco elegido por el usuario, del 19 de Abril de 2017, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un procedimiento de preparación de una lente de gafas con vistas a su montaje sobre la montura elegida por el usuario, habida cuenta de […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]