PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR LA RECTITUD Y TORSIÓN DE UN PRODUCTO LARGO.
Dispositivo para el control de la rectitud y torsiones de un producto largo (11),
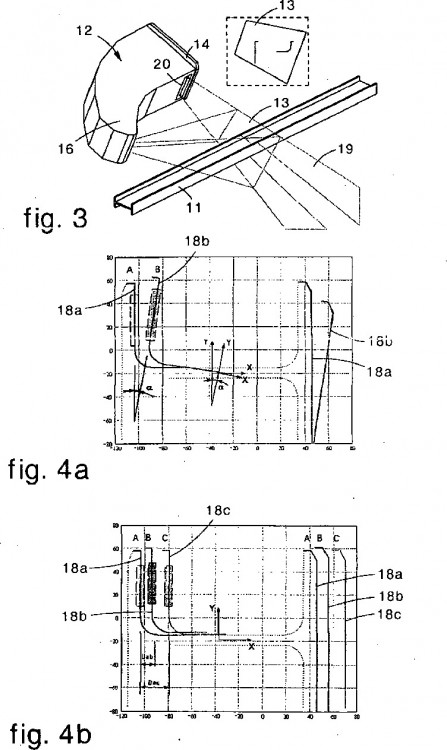
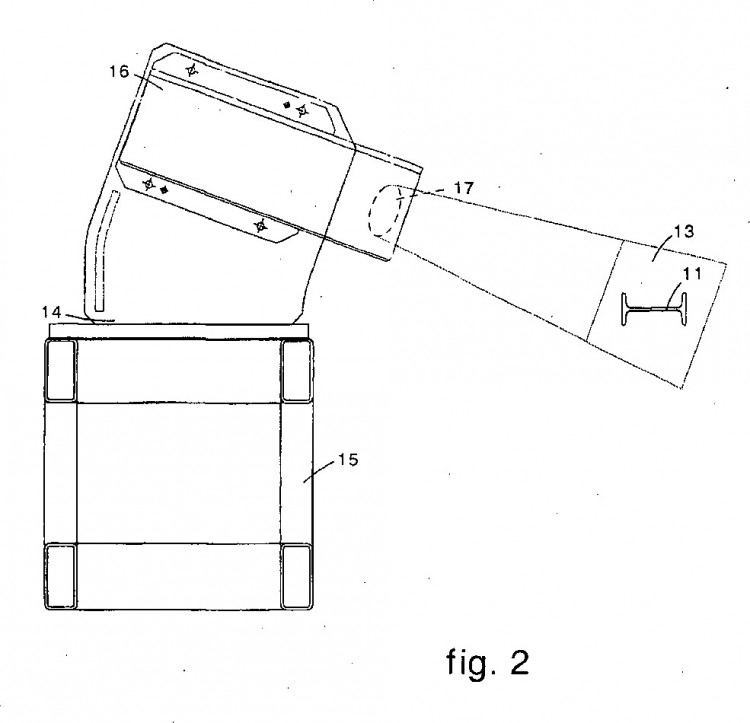
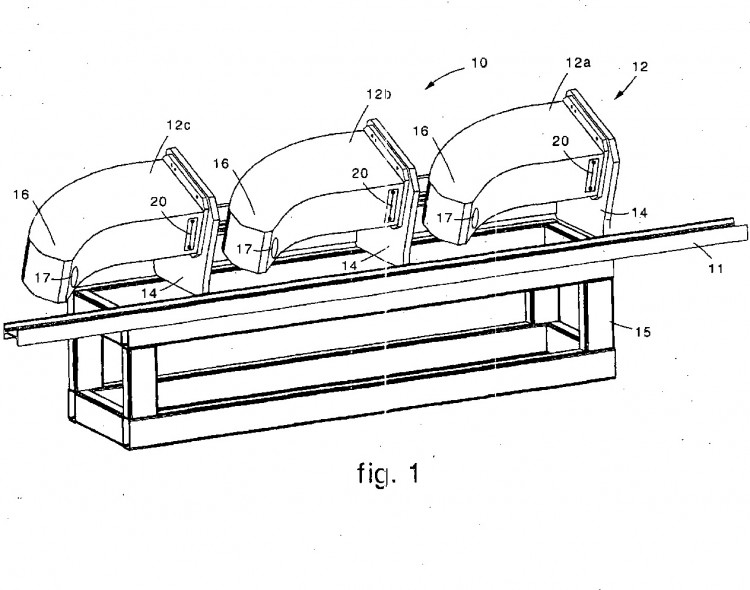
que comprende, como mínimo, tres dispositivos ópticos de detección del perfil (12a, 12b, 12c), presentando cada uno de ellos un campo visual (13) que comprende, como mínimo, un segmento de perímetro (18a, 18b, 18c) de la sección de dicho producto (11), estando dispuestos dichos, como mínimo, tres dispositivos (12a, 12b, 12c) adyacentes y alineados a lo largo de dicho producto (11) y estando orientados a efectos de detectar segmentos de perímetro homólogos (18a, 18b, 18c) situados en diferentes planos, de manera que el dispositivo comprende también una unidad de control configurada para recibir y comparar entre sí las imágenes de la sección detectadas en el mismo instante por dichos dispositivos de detección (12a, 12b, 12c) por medio de la superposición virtual de las imágenes detectadas y determinar, de acuerdo con dicha comparación, la falta de rectitud y la presencia de torsión en dicho producto (11) y en el que la falta de rectitud en el producto es detectada por comparación de, como mínimo, tres imágenes tomadas por dichos dispositivos de detección (12a, 12b, 12c), mientras que la presencia o ausencia de torsiones es detectada por medio de la comparación entre un mínimo de dos de dichas imágenes
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04100274.
Solicitante: DANIELI AUTOMATION SPA.
Nacionalidad solicitante: Italia.
Dirección: VIA BONALDO STRINGHER 4 33042 BUTTRIO (UDINE) ITALIA.
Inventor/es: CIANI, LORENZO.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Enero de 2004.
Clasificación Internacional de Patentes:
- G01B11/245 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › que utilizan una pluralidad de transductores fijos que funcionan simultáneamente (G01B 11/255 tiene prioridad).
- G01B11/25 G01B 11/00 […] › mediante la proyección de un patrón, p. ej.franjas de Moiré, sobre el objeto (G01B 11/255 tiene prioridad).
Clasificación PCT:
- G01B11/245 G01B 11/00 […] › que utilizan una pluralidad de transductores fijos que funcionan simultáneamente (G01B 11/255 tiene prioridad).
- G01B11/25 G01B 11/00 […] › mediante la proyección de un patrón, p. ej.franjas de Moiré, sobre el objeto (G01B 11/255 tiene prioridad).
Clasificación antigua:
- G01B11/245 G01B 11/00 […] › que utilizan una pluralidad de transductores fijos que funcionan simultáneamente (G01B 11/255 tiene prioridad).
- G01B11/25 G01B 11/00 […] › mediante la proyección de un patrón, p. ej.franjas de Moiré, sobre el objeto (G01B 11/255 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356075_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento y dispositivo para controlar y medir en línea la rectitud y la presencia o ausencia de torsiones en un producto largo, tal como, por ejemplo, un producto de metal que sale 5 de un proceso de laminación o de estirado.
La invención se aplica, de manera ventajosa pero no exclusiva, en el sector del control de calidad de productos largos en la industria del hierro y del acero, tal como una fabricación de barras, piezas redondas, barras en I, barras en T, barras en V o perfiles de cualquier otra forma geométrica deseada. De manera más exacta, la invención es aplicada ventajosamente en el control de calidad y de proceso a efectos de determinar, antes de la 10 etapa de enderezado en frío, la rectitud y/o presencia de torsiones en perfiles para carriles, guías lineales u otras aplicaciones similares.
Si bien la siguiente descripción se referirá principalmente a la aplicación que se ha indicado, es evidente que la invención se podrá extender sustancialmente a cualquier aplicación en la que sea necesario verificar la rectitud de productos largos en forma de barras, varillas, flejes, alambres y perfiles de sustancialmente cualquier 15 sección y material.
ANTECEDENTES DE LA INVENCIÓN
Es sabido, particularmente en el sector de la fabricación de hierro y acero, que es necesario llevar a cabo un control de calidad de la rectitud y de la presencia o ausencia de torsiones longitudinales en perfiles largos que salen de los procedimientos de laminación y/o estirado. Normalmente, este control se lleva a cabo en línea sobre el 20 perfil que avanza sobre una línea de rodillos, una cinta u otros medios adecuados, por medio de una serie de medios de detección dispuestos uno después de otro.
Un método conocido de llevar a cabo este control prevé la utilización de una serie de palpadores de varilla separados entre sí a lo largo del perfil y situados en contacto con segmentos homólogos del perímetro del perfil. Los palpadores de varilla están dispuestos para determinar defectos en la rectitud, detectando una falta de alineación 25 entre los puntos homólogos y midiendo posiblemente la entidad de la variación a efectos de señalar la presencia de defectos más allá de un límite de tolerancia permitido.
No obstante, los sistemas conocidos no son capaces de garantizar resultados totalmente fiables, dado que no pueden discriminar si una posible variación detectada es debida a un defecto de rectitud y/o a la presencia de torsiones a lo largo del perfil o a un desplazamiento inesperado del perfil con respecto a la posición nominal de 30 avance. En realidad, si el perfil está desplazado incluso en pequeña magnitud con respecto a una posición nominal con respecto a la que se han situado y ajustado los palpadores de varilla, este desplazamiento puede provocar errores de lectura, que conducen a una evaluación errónea de la calidad del perfil.
La no identificación de perfiles que no son perfectamente rectos puede conducir a serias consecuencias, en particular en la fabricación de carriles para vías, guías lineales u otros productos similares. 35
Dispositivos de detección que detectan perfiles sin contacto son también conocidos y éstos utilizan emisores láser orientados de manera adecuada y combinados con un dispositivo de filmación, tal como una cámara de TV a efectos de captar la forma de un segmento de perímetro de un producto.
Utilizando dos, tres o más de estos dispositivos, dispuestos para llevar a cabo la detección en el mismo plano y orientado cada uno para cubrir, con su campo visual, un perímetro específico que es, como mínimo, 40 parcialmente contiguo a los segmentos cubiertos por los otros dispositivos, es posible reconstruir la forma de perfiles con gran exactitud, incluso los que tienen una sección compleja. Un ejemplo de estos dispositivos se muestra en el documento JP-A-57-061907.
Estos dispositivos se utilizan, por ejemplo, en el sector de la fabricación de hierro y acero a efectos de controlar la forma y medir las dimensiones de las secciones de los perfiles que salen de los procesos de laminación 45 y/o estirado y para verificar que se adaptan a las secciones nominales y/o tal como está previsto por las especificaciones. No obstante, estos dispositivos conocidos no son capaces de llevar a cabo controles o mediciones de la rectitud o verificar la posible presencia de torsiones a lo largo de los perfiles.
Los documentos DE-C-19721915 y WO 01/86227 muestran otros ejemplos de un detector óptico para perfiles de acero utilizables como carriles. 50
El solicitante ha diseñado, comprobado y realizado la presente invención para superar los inconvenientes del estado de la técnica y para obtener otras ventajas.
Es objetivo de la invención conseguir un dispositivo y un método capaces de detectar y/o de medir con extrema fiabilidad la rectitud de un producto largo, que tiene forma y tamaño constantes en longitud y para verificar la presencia o ausencia de torsiones longitudinales a lo largo de este producto, de manera que sustancialmente no pueda ser influenciado por las variaciones de posición del producto a controlar con respecto a su posición nominal.
RESUMEN DE LA INVENCIÓN 5
La presente invención se define y caracteriza en las reivindicaciones independientes, mientras que las reivindicaciones dependientes describen otras características innovativas de la invención.
De acuerdo con la invención, como mínimo, tres dispositivos de detección para detectar, como mínimo, un segmento perimetral de la sección del producto a controlar están dispuestos en diferentes posiciones y alineados sobre la longitud de dicho producto, en una distancia conocida entre sí. Estos dispositivos están situados en una 10 posición adyacente al producto a examinar, a efectos de ser capaces de detectar segmentos del perímetro del producto situados en diferentes planos, paralelos entre sí y sustancialmente, pero no necesariamente, ortogonales a la dirección de desarrollo longitudinal del producto.
A efectos de hacer la observación, estos dispositivos están orientados de manera tal que los respectivos campos de visión incluyen segmentos homólogos de las secciones del producto en correspondencia con los 15 respectivos planos de lectura. En otras palabras, el producto es seccionado con una dirección sustancialmente ortogonal a su eje longitudinal, de acuerdo con una serie de planos paralelos, cada uno de ellos correspondiente a la posición del dispositivo de detección correspondiente.
Cada uno de estos dispositivos es adecuado para detectar y posiblemente memorizar y preprocesar por medio de una instrucción y unidad de proceso que gobierna y controla su funcionamiento, el perfil de la sección 20 determinada por la intersección entre su plano de lectura y el producto a controlar.
De acuerdo con la invención, estos, como mínimo, tres dispositivos de detección son activados en el mismo momento para detectar y memorizar la imagen de la forma de un segmento de perímetro correspondiente de la sección del producto. Las imágenes memorizadas son comparadas a continuación por la unidad de control, por ejemplo, por medio de superposición virtual después de que se ha llevado a cabo el proceso apropiado a efectos de 25 hacer uniforme y coherente la referencia de las posiciones recíprocas.
La comparación de estas imágenes permite detectar posibles efectos debidos a la falta de rectitud o a la presencia de torsiones longitudinales en el producto que está circulando.
El procedimiento, según la invención, puede proporcionar, en una realización preferente, una etapa preliminar de ajuste de los dispositivos de detección en la que un producto de muestra sin torsiones ni flexiones y 30 ventajosamente presentando el mismo perfil del producto a controlar, es sometido a medición por estos dispositivos a efectos de obtener por los mismos una imagen modelo que luego es comparada con la imagen detectada del producto.
De acuerdo con una variante, los dispositivos de detección, por medio de la unidad de control, están conectados a una base de datos, de manera que las imágenes relativas a una serie de perfiles de muestra son 35 memorizadas. Al inicio del proceso de control, la unidad de mando selecciona el perfil de muestra que corresponde al perfil del producto a controlar y utiliza esta muestra como modelo para la comparación con las imágenes... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el control de la rectitud y torsiones de un producto largo (11), que comprende, como mínimo, tres dispositivos ópticos de detección del perfil (12a, 12b, 12c), presentando cada uno de ellos un campo visual (13) que comprende, como mínimo, un segmento de perímetro (18a, 18b, 18c) de la sección de dicho producto (11), estando dispuestos dichos, como mínimo, tres dispositivos (12a, 12b, 12c) adyacentes y alineados a lo largo de dicho producto (11) y estando orientados a efectos de detectar segmentos de perímetro homólogos (18a, 5 18b, 18c) situados en diferentes planos, de manera que el dispositivo comprende también una unidad de control configurada para recibir y comparar entre sí las imágenes de la sección detectadas en el mismo instante por dichos dispositivos de detección (12a, 12b, 12c) por medio de la superposición virtual de las imágenes detectadas y determinar, de acuerdo con dicha comparación, la falta de rectitud y la presencia de torsión en dicho producto (11) y en el que la falta de rectitud en el producto es detectada por comparación de, como mínimo, tres imágenes tomadas 10 por dichos dispositivos de detección (12a, 12b, 12c), mientras que la presencia o ausencia de torsiones es detectada por medio de la comparación entre un mínimo de dos de dichas imágenes.
2. Dispositivo, según la reivindicación 1, caracterizado porque dichos, como mínimo, tres dispositivo (12a, 12b, 12c) son adecuados para detectar el perfil en diferentes planos, sustancialmente paralelos entre sí y sustancialmente ortogonales a la dirección de desarrollo longitudinal del producto (11) y a una distancia recíproca 15 conocida.
3. Dispositivo, según cualquiera de las reivindicaciones anteriores, caracterizado porque cada uno de dichos dispositivos (12a, 12b, 12c) comprende, como mínimo, un elemento emisor (20) para emitir un haz de luz que intercepta, como mínimo, una parte de la sección del producto (11) y, como mínimo, unos medios (17) de detección de imagen. 20
4. Dispositivo, según la reivindicación 3, caracterizado porque dicho haz de luz es un haz de rayos láser (19).
5. Dispositivo, según la reivindicación 4, caracterizado porque dichos medios de detección de imagen consisten en una cámara de TV (17).
6. Procedimiento para controlar la rectitud o torsiones de un producto largo (11), en el que el procedimiento 25 prevé una primera etapa en la que, como mínimo, tres dispositivos ópticos de detección de perfil (12a, 12b, 12c), cada uno de ellos presenta un campo visual (13) que comprende, como mínimo, un segmento de perímetro (18a, 18b, 18c) de la sección de dicho producto (11), estando dispuestos en una posición adyacente y alineados a lo largo de dicho producto (11) a efectos de detectar segmentos de perímetro homólogos (18a, 18b, 18c) situados a diferentes planos y sustancialmente ortogonales al desarrollo longitudinal del producto (11), una segunda etapa en la 30 que dichos, como mínimo, tres dispositivos de detección (12a, 12b, 12c) son activados simultáneamente a efectos de detectar un segmento de perímetro relativo (18a, 18b, 18c) de dicha sección, de manera que el procedimiento comprende además una tercera etapa de comparación, de manera que las imágenes relativas a dichos segmentos de perímetro (18a, 18b, 18c) son virtualmente superpuestas y a continuación comparadas entre sí a efectos de comparar la falta de rectitud o la presencia de torsiones en dicho producto (11) y en el que una falta de rectitud en el 35 producto es detectada por comparación de, como mínimo, tres imágenes tomadas por dichos dispositivos de detección (12a, 12b, 12c), mientras que la presencia o ausencia de torsiones es detectada por medios de comparación entre un mínimo de dos de dichas imágenes.
7. Procedimiento, según la reivindicación 6, caracterizado porque da a conocer una etapa preliminar de disposición de dichos dispositivos de detección (12a, 12b, 12c) en la que un producto de muestra, sin torsión o 40 flexión, es sometido a medición por dichos dispositivos (12a, 12b, 12c) a efectos de confeccionar a partir de los mismos una imagen modelo a comparar con la imagen detectada del producto (11).
8. Procedimiento, según la reivindicación 6, caracterizado porque prevé la memorización, en una base de datos, de imágenes relativas a una serie de perfiles de muestra y para seleccionar, a partir de dicha base de datos al inicio de la etapa de control un perfil de muestra correspondiente al perfil de dicho producto (11), a efectos de utilizar 45 dicha muestra como modelo durante la etapa de comparación con las imágenes detectadas.
9. Procedimiento, según cualquiera de las reivindicaciones 6 a 8, caracterizado por prever una etapa de identificación y separación con respecto a la entidad detectada de flexión o torsión, contribuciones determinadas por acciones mecánicas aplicadas sobre un producto (11) que tiene elevadas características elásticas, basándose dicha etapa de identificación y separación en la identificación de frecuencias típicas de resonancia de dicho producto (11) 50 y en la subsiguiente eliminación de dichas contribuciones pertenecientes a oscilaciones elásticas del propio producto (11).
10. Procedimiento, según cualquiera de las reivindicaciones 6 a 9, caracterizado por prever la reconstrucción de todo el perfil de dicho producto (11) utilizando una serie de detecciones secuenciales realizadas por dichos dispositivos de detección (12a, 12b, 12c) e interpolando puntos homólogos relativos a dichas detecciones 55 secuenciales entre sí.
11. Procedimiento, según la reivindicación 10, caracterizado porque prevé que la determinación de la falta de rectitud o presencia de torsiones en dicho producto (11) es llevada cabo sobre dicho perfil del producto reconstruido (11).
Patentes similares o relacionadas:
Dispositivo y procedimiento para la detección sin contacto de estructuras de tejido rojas, así como disposición para desprender una banda de estructuras de tejido rojas, del 22 de Julio de 2020, de NORDISCHER MASCHINENBAU RUD. BAADER GMBH + CO KG: Dispositivo para la detección sin contacto de estructuras de tejido rojas en productos de carcasas de animales sacrificados, que comprende un equipo […]
Imagen detallada de video de la geometría de vía, del 17 de Junio de 2020, de VolkerRail Nederland BV: Tren de medición con un sistema óptico que cuenta con medios para realizar un registro de imágenes con una cámara y una lámpara, por ejemplo, imágenes detalladas de […]
Método y dispositivo de medida de planicidad de un producto metálico, del 3 de Junio de 2020, de Primetals Technologies Austria GmbH: Metodo de medida de planicidad de un producto metalico, en forma o bien de una banda o bien de una placa de una linea de tratamiento metalurgico, dicho producto […]
Sistema para la detección óptica de objetos, del 6 de Mayo de 2020, de Phenospex B.V: Sistema para la detección óptica de objetos, por medio de triangulación láser con una fuente para la generación de luz de una primera longitud de onda, donde […]
Transmisión de máscara espacial afín e invariante para la detección de profundidad activa, del 6 de Mayo de 2020, de QUALCOMM INCORPORATED: Un procedimiento operativo en un dispositivo transmisor para proyectar una máscara de código compuesta , que comprende: obtener […]
Sistema y método para la medición tridimensional de la forma de objetos materiales, del 15 de Abril de 2020, de Artec Europe S.a.r.l: Un sistema para la medición 3D de la forma de un objeto material , que comprende: un proyector de luz para proyectar un patrón de luz estructurado sobre […]
Equipo y procedimiento para la fabricación de piezas de prótesis dental, del 18 de Marzo de 2020, de INSTITUT STRAUMANN AG: Equipos de captación de superficies y equipos de generación de superficies, con equipos para la detección parcial o totalmente automática de bordes de preparaciones […]
Dispositivo y método para la medición óptica tridimensional de objetos fuertemente reflectantes o transparentes, del 22 de Enero de 2020, de Aimess GmbH: Dispositivo para la medición tridimensional de un objeto, que comprende: una primera instalación de proyección con una primera fuente de luz infrarroja (1a) para […]