APARATO PARA EL MOLDEO POR EXTRUSIÓN - SOPLADO DE UNA BOTELLA PARA SU MONTAJE CON UN EXTREMO DE CÁPSULA METÁLICA.
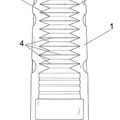
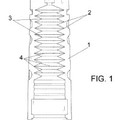
Un molde por extrusión - soplado (10) para la constitución de una botella de plástico (12) que presenta una pestaña radial (14) apropiada para su fijación por laminación a un extremo de una cápsula metálica sin ningún calentamiento o enfriamiento diferente en las inmediaciones de los elementos característicos de constitución del molde,
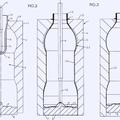
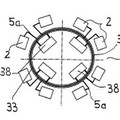
comprendiendo el molde un par de medias mitades enfrentadas (16) incluyendo cada medio molde una porción (18) de constitución del cuerpo, una porción de estrangulamiento inferior (20) situada por debajo de la porción de constitución de cuerpo, y una porción (26) del bloque superior que incluye una cámara de soplado (28) situada por encima de la porción de constitución del cuerpo, caracterizado por una porción (36) de constitución de un anillo giratorio situado entre la porción de constitución del cuerpo y la porción del bloque superior, incluyendo la porción (36) de constitución de anillo giratorio un inserto de anillo roscado (38) que presenta un borde superior interno (46) que incluye una superficie que se extiende radialmente hacia fuera (48) que define una superficie interior de la pestaña radial (14), incluyendo así mismo la porción de constitución de anillo giratorio, un inserto de anillo de cuchilla cortante (40) situado inmediatamente por encima del inserto de anillo roscado, incluyendo el inserto de anillo de cuchilla cortante una superficie inferior (56) adyacente a un borde interno (58) que define una superficie superior de la pestaña radial (14), incluyendo al menos un inserto entre el inserto de anillo roscado (38) y el anillo de cuchilla cortante (40) una superficie en relieve (64) conectada a un canal de ventilación (66) para permitir el escape de gas desde el área que define la pestaña radial (14)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09075043.
Solicitante: Amcor Rigid Plastics USA, Inc.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 935 Technology Drive, Suite 100 Ann Arbor, MI 48108 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Thierjung,George A, Richardson,Michael D, Kaanta,Jason M.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Enero de 2009.
Clasificación Internacional de Patentes:
- B29C49/62 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de ventilación.
Clasificación PCT:
- B29C49/62 B29C 49/00 […] › Medios de ventilación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2363859_T3.pdf
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo de la Invención
La presente invención se refiere, en general, a un aparato de moldeo por extrusión - soplado y, concretamente, a un aparato para el moldeo de cuerpos de cápsulas de plástico apropiados para su unión a los extremos de cápsulas metálicas.
2. Descripción de la Técnica Anterior
Existe una pluralidad de procesos disponibles para la fabricación de un recipiente de plástico que presenta una embocadura ancha apropiada para su combinación con un extremo de una cápsula metálica que utiliza una típica costura de laminado doble. Son conocidos los recipientes de PET de boca ancha moldeados por soplado de estiraje que están diseñados para alojar productos presurizados, como por ejemplo pelotas de tenis. En dichos recipientes, es conveniente incorporar una pestaña de elevada orientación molecular biaxial, con la resistencia y grosor deseados que se extienda radialmente hacia fuera desde la periferia de la ancha embocadura abierta para recibir un cierre metálico terminal. Ejemplos de dicho recipientes se divulgan en las Patentes estadounidenses Nos. 4,496,064 y 4,576,843, las cuales requieren una orientación molecular biaxial completa obtener un rendimiento satisfactorio. Las patentes divulgan la constitución de un artículo intermedio que utiliza un tipo de área de acomodación de tipo de cono truncado oblicuo, que incluye la porción de pestaña que rodea la ancha embocadura abierta del cuerpo tubular. La forma de cono truncado confiere un crecimiento gradual en la orientación molecular biaxial a partir de un área de cuello existente en la parte superior hasta la porción de pestaña existente en el fondo de la porción de acomodación. La porción de acomodación es entonces suprimida mediante el corte a través de la pestaña para proporcionar un recipiente que tenga una pestaña alrededor de la embocadura abierta con la orientación molecular biaxial deseada. Sin embargo, el diseño de la porción de acomodación bajo la forma de cono truncado oblicuo hace difícil controlar de manera uniforme el grado de orientación molecular biaxial y el grosor del material de pestaña, lo cual a menudo se traduce en unas variaciones en la pestaña en cuanto a su resistencia y grosor no deseables para la recepción de un cierre metálico terminal mediante operaciones de doble costura.
Otro ejemplo se divulga en la Patente estadounidense No. 4,894,268 en la cual una preforma moldeada por inyección es moldeada por soplado dentro de un artículo intermedio situado dentro de una cavidad que presenta un elemento distintivo de constitución de una pestaña en una zona del artículo intermedio soplado para que tenga lugar la suficiente orientación biaxial del polímero. La pestaña se extiende alrededor y radialmente hacia fuera desde un extremo superior abierto de una porción del cuerpo tubular del artículo del recipiente con embocadura ancha. La pestaña es una porción de una porción de acomodación del artículo intermedio el cual se extiende desde el extremo superior de la porción de cuerpo tubular e incluye una pestaña de elevada orientación molecular biaxial. La pestaña está adaptada para ser anularmente cortada para suprimir el resto de la porción de acomodación durante la fabricación del recipiente con embocadura ancha retirándolo del artículo intermedio. Una porción de pared escalonada de orientación molecular biaxial creciente se extiende alrededor y hacia arriba y hacia dentro de la pestaña e incluye al menos dos medios o áreas escalonadas o áreas sucesivas que se extienden hacia arriba y hacia dentro para la recogida de una cantidad de PET durante el moldeo por soplado y para el incremento de la orientación molecular biaxial y el control del grosor de la pestaña.
Más recientemente, la Patente estadounidense No. 5,342,663 divulga la constitución de una preforma con una pestaña moldeada por inyección, la cual, en operaciones de moldeo posteriores, no está sometida a ningún estiraje biaxial durante el proceso de moldeo por soplado llevado a cabo sobre el resto de la preforma, manteniendo su perfil inyectado. Se afirma que la pestaña ofrece la suficiente durabilidad mecánica y una impermeabilidad a los gases que soporta cualquier operación posterior de costura doble debido a una orientación del flujo del material de moldeo de plástico, el cual hace que fluya a través de un área relativamente estrecha. Se afirma que la pestaña está dimensionada con exactitud, ofreciendo una durabilidad mecánica para practicar una doble costura con una tapa. La pestaña se divulga para que tenga, de modo preferente, un grosor de 0,3 mm a 0,7 mm.
El reconocimiento constante de la importancia del mantenimiento de la precisa uniformidad dimensional de la pestaña, y la dificultad de la consecución de esa uniformidad en los procesos de moldeo por extrusión - soplado, se refleja en la Patente estadounidense No. 7,153,466, la cual divulgó un aparato y un procedimiento para el moldeo de una pestaña apropiada para la costura doble con una tapa de metal. El molde incluye un surco circunferencial que es llenado con un material termoplástico fluente cuando el material es inflado en el molde. Una zona localizada del molde adyacente al surco es calentada mediante un sistema de calentamiento hasta una temperatura más alta que otras porciones del molde para conseguir que el material termoplástico sea menos viscoso de manera que el surco quede completamente llenado. El sistema de calentamiento puede ser de distintos tipos, incluyendo calentadores eléctricos, calentadores de fluido caliente circulado, etc., y es localmente dispuesto en las inmediaciones del surco dentro del molde para el calentamiento de las superficies del molde existentes dentro del surco. El molde puede, así mismo, incluir un sistema de refrigeración localmente dispuesto en las inmediaciones del surco para enfriar la pestaña del artículo moldeado por soplado justo antes de la apertura del molde y la retirada del artículo. El sistema de refrigeración puede comprender, por ejemplo, un sistema refrigerante circulado o similar. La fabricación de los moldes que presentan dichos sistemas de calentamiento y refrigeración enfocados hacia el surco localizado se prevé que será más costoso que los moldes convencionales que presentan unos sistemas de calentamiento y refrigeración uniformes. Así mismo, se requieren unos controles adicionales para controlar los sistemas de calentamiento y refrigeración localizados enfocados en el surco más allá de lo que tradicionalmente se requería.
**(Ver fórmula)**
En consecuencia, persiste la necesidad de un moldeo por extrusión - soplado que sea capaz de constituir de manera fiable una botella de plástico que incluya una pestaña radial apropiada para una fijación por laminado sobre un extremo de una cápsula metálica que puede estar construida de manera sencilla y obtenida sin la necesidad de aplicar características extraordinarias de calentamiento y control.
El documento DE 71 23 441 U describe un moldeo por extrusión - soplado para constituir una botella de plástico que presenta una abertura con una pestaña radial que se extiende hacia fuera. El molde comprende un par de medios moldes opuestos, incluyendo cada medio molde una porción de constitución del cuerpo, una porción de estrangulamiento inferior situada por debajo de la porción de constitución del cuerpo, y una porción del bloque superior que incluye una cámara de soplado situada por encima de la porción de constitución del cuerpo. Después del proceso de soplado la porción de constitución del cuerpo y la porción del bloque superior son separadas, rompiendo con ello una porción de tapa constituida dentro de la porción del bloque superior a partir de la botella de plástico constituida en la porción de constitución del cuerpo. Un canal de ventilación está conectado a una superficie en relieve situada entre la porción de constitución del cuerpo y la porción del bloque superior para permitir el escape de gas durante el proceso de soplado.
El documento EP 1 563 984 A1 se refiere a un aparato para la constitución de una pestaña que se proyecta hacia fuera situada sobre la pared lateral de un artículo moldeado por soplado mediante la provisión de un molde por soplado que presenta un surco circunferencial. El molde incluye un sistema de calentamiento para calentar las paredes del surco, reduciendo de esta forma la viscosidad del material termoplástico de manera que llene completamente el surco.
El documento US 2005/287242 A1 divulga un aparato de moldeo para el moldeo por soplado de un recipiente polimérico que tiene una forma que muestra una superior estabilidad... [Seguir leyendo]
Reivindicaciones:
1. Un molde por extrusión - soplado (10) para la constitución de una botella de plástico (12) que presenta una pestaña radial (14) apropiada para su fijación por laminación a un extremo de una cápsula metálica sin ningún calentamiento o enfriamiento diferente en las inmediaciones de los elementos característicos de constitución del molde, comprendiendo el molde un par de medias mitades enfrentadas (16) incluyendo cada medio molde una porción (18) de constitución del cuerpo, una porción de estrangulamiento inferior (20) situada por debajo de la porción de constitución de cuerpo, y una porción
(26) del bloque superior que incluye una cámara de soplado (28) situada por encima de la porción de constitución del cuerpo, caracterizado por una porción (36) de constitución de un anillo giratorio situado entre la porción de constitución del cuerpo y la porción del bloque superior, incluyendo la porción (36) de constitución de anillo giratorio un inserto de anillo roscado (38) que presenta un borde superior interno (46) que incluye una superficie que se extiende radialmente hacia fuera (48) que define una superficie interior de la pestaña radial (14), incluyendo así mismo la porción de constitución de anillo giratorio, un inserto de anillo de cuchilla cortante (40) situado inmediatamente por encima del inserto de anillo roscado, incluyendo el inserto de anillo de cuchilla cortante una superficie inferior (56) adyacente a un borde interno (58) que define una superficie superior de la pestaña radial (14), incluyendo al menos un inserto entre el inserto de anillo roscado (38) y el anillo de cuchilla cortante (40) una superficie en relieve (64) conectada a un canal de ventilación (66) para permitir el escape de gas desde el área que define la pestaña radial (14).
2. El molde por extrusión - soplado de la reivindicación 1, en el que el borde superior (46) del inserto de anillo roscado está, así mismo, caracterizado por un escalón (50) situado en un borde externo de la superficie que se extiende radialmente hacia fuera (48) que define un borde externo de la pestaña radial (14).
3. El molde por extrusión - soplado de las reivindicaciones 1 o 2, en el que la superficie interior (56) del inserto de anillo de cuchilla cortante está, así mismo, caracterizada por un borde interno ahusado.
4. El molde por extrusión - soplado de la reivindicación 3, en el que la superficie en relieve (64) está, así mismo, caracterizada por una porción en relieve de poca profundidad (68) inmediatamente adyacente al escalón (50), y una porción en relieve más profunda (70) por fuera de la porción en relieve de poca profundidad.
5. El molde por extrusión - soplado de la reivindicación 4, así mismo caracterizado por ser la dimensión radial de la porción en relieve de poca profundidad (68) más pequeña que la porción en relieve más profunda (70).
6. El molde por extrusión - soplado de las reivindicaciones 4 o 5, así mismo caracterizado por estar la porción en relieve más profunda (70) conectada al canal de ventilación (66).
7. El molde por extrusión - soplado de la reivindicación 6, así mismo caracterizado por tener el canal de ventilación (66) una dimensión vertical al menos tan grande como la porción en relieve más profunda (70).
8. El molde por extrusión - soplado de cualquiera de las reivindicaciones 1 a 7, así mismo caracterizado por extenderse la superficie en relieve (64) sobre solo una porción del área que define la pestaña radial (14).
9. El molde por extrusión - soplado de cualquiera de las reivindicaciones 1 a 8, en el que el inserto de anillo de cuchilla cortante (40) está, así mismo caracterizado por estar situado el borde más interno
(58) radialmente hacia fuera respecto del borde más interno del inserto de anillo roscado (38).
10. El molde por extrusión - soplado de cualquiera de las reivindicaciones 1 a 9, en el que el inserto de anillo roscado (38) está, así mismo caracterizado por una superficie interna ( 44) con un borde superior (46) que se fusiona con una superficie que se extiende hacia fuera (48), terminando la superficie que se extiende hacia fuera en un escalón (50), definiendo la superficie que se extiende hacia fuera y el escalón, respectivamente, una superficie interior y un borde exterior de dicha pestaña radial (14).
11. El molde por extrusión - soplado de la reivindicación 10, así mismo caracterizado por ser la distancia desde la superficie interna (44) del inserto de anillo de roscado (38) hasta el escalón (50) dos veces mayor que la altura del escalón (50).
12. El molde por extrusión - soplado de cualquiera de las reivindicaciones 1 a 11, así mismo
**(Ver fórmula)**
5 caracterizado por extenderse la superficie en relieve (64) a lo largo de una extensión arqueada de entre 45º y 175º dentro de cada medio molde (16).
13. El molde por extrusión - soplado de cualquiera de las reivindicaciones 1 a 12, así mismo caracterizado por incluir el borde interno del inserto de anillo de cuchilla cortante (40) una superficie inclinada superior (60) que se entrecruza con la superficie inferior (65) del inserto de anillo de cuchilla
10 cortante en un ángulo vertical de entre 10º y 30º.
Patentes similares o relacionadas:
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Equipo para la fabricación de perfiles tubulares molecularmente biorientados y método correspondiente, del 18 de Septiembre de 2019, de MOLECOR TECNOLOGÍA, S. L: El equipo se constituye a partir de un molde con elementos calefactores externos y con cabezales asimétricos en sus extremos, permitiendo introducir […]
Molde de soplado para la fabricación de recipientes fabricados de material termoplástico, del 9 de Enero de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para el soplado de un recipiente termoplástico que tiene un espesor de pared predeterminado, comprendiendo el molde de soplado al menos dos […]
Espuma moldeada tubular con una parte en forma de placa y método para conformar la misma, del 7 de Marzo de 2018, de KYORAKU CO., LTD.: Un método para conformar una espuma moldeada tubular que tiene un cuerpo de tubo y una parte en forma de placa que se extiende desde el exterior del cuerpo […]
 Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
 Método y dispositivo para la producción de un cuerpo hueco con disminución del consumo de aire, del 31 de Julio de 2013, de KRONES AKTIENGESELLSCHAFT: Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado […]
Método y dispositivo para la producción de un cuerpo hueco con disminución del consumo de aire, del 31 de Julio de 2013, de KRONES AKTIENGESELLSCHAFT: Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado […]
 MATRIZ PARA LA OBTENCIÓN POR SOPLADO DE UN RECIPIENTE DE PLÁSTICO, del 26 de Julio de 2012, de MUÑOZ, RODOLFO ENRIQUE: Matriz para la obtención por soplado de un recipiente de plástico.
La matriz está prevista para obtener recipientes o botellas tipo fuelle, […]
MATRIZ PARA LA OBTENCIÓN POR SOPLADO DE UN RECIPIENTE DE PLÁSTICO, del 26 de Julio de 2012, de MUÑOZ, RODOLFO ENRIQUE: Matriz para la obtención por soplado de un recipiente de plástico.
La matriz está prevista para obtener recipientes o botellas tipo fuelle, […]
 MATRIZ PARA LA OBTENCIÓN POR SOPLADO DE UN RECIPIENTE DE PLÁSTICO, del 5 de Julio de 2012, de MUÑOZ, RODOLFO ENRIQUE: La matriz está prevista para obtener recipientes o botellas tipo fuelle, es decir de perfil en zig-zag, para lo que dicha matriz presenta un perfil dentado a base de […]
MATRIZ PARA LA OBTENCIÓN POR SOPLADO DE UN RECIPIENTE DE PLÁSTICO, del 5 de Julio de 2012, de MUÑOZ, RODOLFO ENRIQUE: La matriz está prevista para obtener recipientes o botellas tipo fuelle, es decir de perfil en zig-zag, para lo que dicha matriz presenta un perfil dentado a base de […]