Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables.
Disposición (1) que está prevista y configurada para formar un bucle de cinta (7) entre un rollo de reserva de cinta (2) accionado para desenrollamiento y un equipo de introducción accionado (4) para realizar una introducción paso a paso de un cinta (6),
caracterizada por que la disposición presenta dos paredes laterales (8, 9), entre las cuales discurre la cinta, y un cilindro hueco (10) que va guiado en el lado frontal por cada una de las paredes laterales de la disposición y puede moverse libremente entre las paredes laterales en una medida predeterminada, estando limitada la movilidad libre del cilindro hueco por una barra transversal horizontal (11) que está sujeta a ambos lados en las paredes laterales y que discurre a través del cilindro hueco, estando destinado el cilindro hueco a venir a situarse sobre la cinta (6) durante el funcionamiento de la disposición y a desviar la cinta para formar el bucle (7), descansando el cilindro hueco (10) solamente con su peso sobre la cinta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2011/000071.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: KOETELES,NANDOR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › Avance del material en función del movimiento de la matriz o de la herramienta.
- B21D43/12 B21D 43/00 […] › por medio de cadenas o correas.
- B21D51/44 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
PDF original: ES-2539718_T3.pdf
Fragmento de la descripción:
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables Campo de la invención La invención concierne a una disposición para formar un bucle de cinta entre un rollo de reserva de cinta accionable para desenrollamiento y un equipo de introducción de cinta. En particular, la disposición se emplea en un procedimiento para fabricar tapas rasgables, que comprende la formación de varias filas paralelas de anillos de tapa de metal, en el que se realizan un transporte paso a paso de las piezas de tapa hasta varias estaciones de mecanización y una alimentación paso a paso de la cinta de película desde un rollo de reserva de cinta hasta los anillos de tapa y el troquelado de segmentos de película, así como la aplicación y el sellado en caliente de los segmentos de película sobre los anillos de tapa en una estación de mecanización de troquelado y sellado, formándose en la cinta de película por medio de un cilindro hueco de la disposición un bucle de cinta de película que viene a quedar situado entre el rollo de cinta de película y el punto de introducción de la cinta de película en la estación de mecanización de troquelado y sellado. En este caso, se limita un movimiento del cilindro hueco por medio de una barra transversal. Asimismo, la invención concierne a un dispositivo para fabricar tapas rasgables con una disposición según la invención.
Antecedentes Es conocido el recurso de construir tapas para envases a manera de botes o latas como tapas metálicas fijadas permanentemente sobre el lado superior del envase, las cuales forman una abertura de extracción que está cerrada hasta el primer uso del contenido del envase con una película arrancable, especialmente una película metálica, aplicada por sellado en caliente. Una tapa adicional de plástico dispuesta sobre la tapa metálica hace que el envase se pueda cerrar de nuevo mientras dura el consumo de su contenido. A continuación, se explican con ayuda de la figura 5 unos dispositivos para la fabricación de tales tapas metálicas. Las figuras 6 a 12 sirven para explicar pasos de fabricación durante el proceso de fabricación de tales tapas. La película arrancable se retira de un rollo de reserva de cinta en forma de una banda de película ancha durante la fabricación y se la introduce en las estaciones de troquelado y sellado o se la conduce hasta dejarla encima de las piezas de tapa. Para proporcionar una reserva de cinta destinada a la introducción de la cinta de película en la estación de mecanización de troquelado y sellado en caliente se utilizan unos llamados sistemas de rodillos palpadores simples o múltiples que, no obstante, pueden producir problemas durante el transporte paso a paso de la película a altas cadencias de fabricación, especialmente también en el caso de cintas peliculares delgadas. Los bucles de cinta de clase convencional se producen por medio del control del accionamiento del rollo de reserva de cinta que se está desenrollando y se regulan, por ejemplo, por medio de un sensor de distancia que mide la distancia del bucle al sensor estacionario. Para longitudes de introducción fuertemente cambiantes a alta velocidad de la cinta esto es complicado en materia de accionamiento o arroja resultados insuficientes. En el documento DE-A 40 02 194 se propone la formación de un bucle de cinta por medio de una corriente de aire.
El documento US 4 842 681 revela un dispositivo en el que se desenrolla una cinta de material de un rollo de reserva y se la procesa en otra instalación. Entre el rollo de reserva y la instalación se conduce la cinta de material con un bucle que se obtiene haciendo que actúe un cilindro sobre la cinta a fin de reducir o aumentar la extensión del bucle.
El documento DE 43 27 670 A1 revela un dispositivo en el que se desenrolla una película de una devanadera de reserva y se la corta en una máquina de corte, formándose entre medias un bucle de la cinta de película. En este caso, se coloca sobre la cinta de película una barra que es desplazable verticalmente en carriles por medio de soportes adecuados para aumentar o reducir la extensión del bucle. Se vigila entonces el recorrido vertical de la barra por medio de unos sensores, con los que se definen un límite de desplazamiento superior y un límite de desplazamiento inferior de la barra.
Exposición de la invención La invención se basa en el problema de crear una disposición con la que pueda proporcionarse de manera sencilla un bucle de cinta y que trabaje de manera segura incluso a altas cadencias de fabricación con transporte de la cinta paso a paso y con los más diferentes materiales de película.
Este problema se resuelve con una disposición según la reivindicación 1.
Se ha visto que, mediante el cilindro hueco libremente móvil dentro de límites, que descansa así temporalmente suelto sobre la cinta y forma la desviación inferior del bucle de cinta, se puede lograr un bucle de cinta estable incluso en las condiciones citadas. De esta manera, se pueden manejar muy bien igualmente películas de plástico o películas de laminado o películas de aluminio con velocidades de la cinta de 60 metros/min y carreras de introducción de 50 a 150 milímetros por carrera, lo que hace posible la utilización de la disposición en la fabricación
de tapas rasgables con alta cadencia.
Como quiera que discurre a través del cilindro hueco una barra transversal horizontalmente situada y sujeta a ambos lados en las paredes laterales, la cual limita la movilidad libre del cilindro hueco, se obtiene una limitación de recorrido especialmente sencilla para el cilindro hueco. Se prefiere que la barra transversal esté dispuesta de manera verticalmente desplazable en sendas guías de hendidura verticales previstas en las paredes laterales para limitar la libertad de movimiento del cilindro hueco en dirección vertical. El diámetro y también el material del cilindro hueco pueden elegirse diferentes. Así, el diámetro puede elegirse, por ejemplo, de 20 cm o más. Como material entra en consideración especialmente el plástico.
La invención se basa también en el problema de crear un procedimiento y un dispositivo para fabricar tapas rasgables en las que se emplee la ventajosa disposición para lograr el bucle de cinta. Esto se consigue con el procedimiento según la reivindicación 8 y con el dispositivo según la reivindicación 11.
Preferiblemente, visto horizontalmente y en vista en planta, la cinta de película, vista horizontalmente y en planta, y con su dirección longitudinal sustancialmente perpendicular a la dirección de transporte de las piezas de tapa, se alimenta en este caso a la estación de mecanización de troquelado y sellado con longitudes de paso parcialmente desiguales.
Con la alimentación en ángulo recto de la banda de película se puede lograr, en comparación con la alimentación oblicua convencional, un ahorro de película de aproximadamente un 20%. Sin embargo, la alimentación recta da como resultado, en el caso de más de dos filas de tapas paralelamente producidas, una longitud de paso fuertemente fluctuante de la alimentación de la cinta de película. La estabilización del bucle de cinta de película por medio de la disposición hace posible en este caso el manejo de la película o grandes fluctuaciones de la longitud de paso incluso a altas velocidades de alimentación.
Breve descripción de los dibujos En lo que sigue se explican con más detalles ejemplos de realización de la invención y la fabricación de tapas rasgables con ayuda de los dibujos. Muestran en estos:
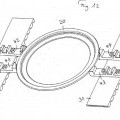
La figura 1, una vista lateral esquemática de un ejemplo de realización de una disposición según la invención en uso entre un rollo de reserva de cinta y un punto de introducción de cinta;
La figura 2, la disposición de la figura 1 con el cilindro hueco elevado desde la cinta;
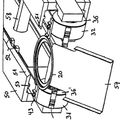
La figura 3, la disposición según la figura 1 en una representación en perspectiva;
La figura 4, una vista lateral de la disposición con otra posición del cilindro hueco;
La figura 5, una vista lateral esquemática de un dispositivo conocido para el transporte y fabricación de tapas rasgables; y La figura 6 a la figura 12, unos sectores de tapas metálicas para explicar la fabricación de dichas tapas.
Modo (s) de realización de la invención Las figuras 1 a 4 muestran un ejemplo de realización de una disposición 1 según la invención. Ésta está prevista y configurada para formar un bucle de cinta 7 en una cinta 6. La cinta 6 se desenrolla de manera accionada desde un rollo de reserva de cinta 2 y llega después a la disposición 1. Después de ésta, la cinta es transportada por un equipo de introducción 4 que pertenece a un dispositivo en el que se... [Seguir leyendo]
Reivindicaciones:
1. Disposición (1) que está prevista y configurada para formar un bucle de cinta (7) entre un rollo de reserva de cinta (2) accionado para desenrollamiento y un equipo de introducción accionado (4) para realizar una introducción paso a paso de un cinta (6) , caracterizada por que la disposición presenta dos paredes laterales (8, 9) , entre las cuales discurre la cinta, y un cilindro hueco (10) que va guiado en el lado frontal por cada una de las paredes laterales de la disposición y puede moverse libremente entre las paredes laterales en una medida predeterminada, estando limitada la movilidad libre del cilindro hueco por una barra transversal horizontal (11) que está sujeta a ambos lados en las paredes laterales y que discurre a través del cilindro hueco, estando destinado el cilindro hueco a venir a situarse sobre la cinta (6) durante el funcionamiento de la disposición y a desviar la cinta para formar el bucle (7) , descansando el cilindro hueco (10) solamente con su peso sobre la cinta.
2. Disposición según la reivindicación 1, caracterizada por que la barra transversal (11) está dispuesta de manera verticalmente desplazable en sendas guías de hendidura verticales (12, 12') previstas en las paredes laterales (8, 9) .
3. Disposición según cualquiera de las reivindicaciones 1 y 2, caracterizada por que por encima de las paredes laterales están previstas una desviación de cinta del lado de entrada y una desviación de cinta del lado de salida (14, 15) .
4. Disposición según cualquiera de las reivindicaciones 1 y 2, caracterizada por que están previstas una desviación de cinta (16) en el lado de entrada delante de las paredes laterales y una disposición de cinta (15) en el lado de salida por encima de las paredes laterales.
5. Disposición según cualquiera de las reivindicaciones 3 o 4, caracterizada por que en las desviaciones de cinta están dispuestas unas limitaciones laterales (14', 14'', 15', 15'') para la cinta que pueden ajustarse a la anchura de dicha cinta.
6. Disposición según cualquiera de las reivindicaciones 1 a 5, caracterizada por que ésta presenta unos medios de fijación (17, 18) para fijarla al soporte (3, 5) del rollo de reserva de tinta, con ayuda de los cuales se puede ajustar la distancia de la disposición (1) al rollo de reserva de cinta (2) en la dirección de transporte de la cinta.
7. Disposición según cualquiera de las reivindicaciones 1 a 6, caracterizada por que comprende un sensor (19') sin contacto para adquirir la posición del bucle de cinta, especialmente un sensor de distancia para adquirir la distancia vertical del bucle de cinta al sensor.
8. Procedimiento para fabricar tapas rasgables empleando una disposición según cualquiera de las reivindicaciones 1 a 7, que comprende los pasos de
- formación de una fila o varias filas paralelas de anillos de tapa de metal, efectuándose un transporte lineal paso a paso de las pieza de tapa hasta varias estaciones de procesamiento, -alimentación paso a paso de una cinta de película desde un rollo de reserva de cinta hasta los anillos de tapa y troquelado de segmentos de película, así como aplicaciones y sellado en caliente de los segmentos de película sobre los anillos de tapa en una estación de procesamiento de troquelado y sellado, siendo formado por la disposición en la cinta de película, por medio de un cilindro hueco (10) de la disposición, un bucle de cinta que viene a quedar situado entre el rollo de reserva de cinta y el punto de introducción de la cinta de película en la estación de procesamiento de troquelado y sellado, siendo limitado un movimiento del cilindro hueco por una barra transversal (11) que está dispuesta horizontalmente entre las paredes laterales de la disposición y se extiende a través el cilindro hueco.
9. Procedimiento según la reivindicación 8, caracterizado por que
- la cinta de película, vista horizontalmente y en planta, y con su dirección longitudinal sustancialmente perpendicular a la dirección de transporte de las piezas de tapa, es alimentada a la estación de procesamiento de troquelado y sellado con longitudes de paso parcialmente desiguales.
10. Procedimiento según la reivindicación 8 o 9, caracterizado por que el transporte lineal paso a paso de las piezas de tapa se efectúa sobre un equipo de transporte con alojamientos de piezas de tapa formados por correas dentadas y órganos de arrastre.
11. Dispositivo para fabricar tapas rasgables con una disposición según cualquiera de las reivindicaciones 1 a 7, que comprende un equipo de transporte que está previsto para el transporte lineal paso a paso de piezas de tapa hasta varias estaciones de procesamiento consecutivas, entre las cuales está prevista una estación de procesamiento de troquelado y sellado que está configurada para troquelar segmentos de película, así como para aplicar y sellar en caliente los segmentos de película sobre los anillos de tapa, y una alimentación de cinta de película que está prevista para alimentar paso a paso una cinta de película desde un rollo de reserva de cinta hasta la estación de procesamiento de troquelado y sellado, pudiendo producirse por la disposición un bucle de cinta de película que viene a quedar situado entre el rollo de reserva de cinta y el punto de introducción de la banda de película en la
estación de procesamiento de troquelado y sellado en caliente.
12. Dispositivo según la reivindicación 11, caracterizado por que la alimentación de cinta de película está dispuesta de tal manera que la cinta de película, vista horizontalmente y en planta, y con su dirección longitudinal sustancialmente perpendicular a la dirección de transporte de las piezas de tapa, pueda ser alimentada a la estación de procesamiento de troquelado y sellado.
13. Dispositivo según la reivindicación 11 o 12, caracterizado por que para el transporte lineal paso a paso de las piezas de tapa está previsto un equipo de transporte con alojamientos de piezas de tapa formados por correas dentadas y órganos de arrastre.
Patentes similares o relacionadas:
 INSTALACIÓN Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TAPAS CON LÁMINA ROMPIBLE, del 11 de Mayo de 2011, de SOUDRONIC AG: Instalación para la fabricación de tapas con lámina rompible, que comprende un medio de transporte lineal para el transporte horizontal a lo largo […]
INSTALACIÓN Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TAPAS CON LÁMINA ROMPIBLE, del 11 de Mayo de 2011, de SOUDRONIC AG: Instalación para la fabricación de tapas con lámina rompible, que comprende un medio de transporte lineal para el transporte horizontal a lo largo […]
APARATO DE TRANSFERENCIA DE CHAPAS DESDE UNA ESTACION DE TRABAJO, EN PARTICULAR DE PUNZONADO, A UN DEPOSITO., del 1 de Julio de 2004, de AMADA SCHIAVI S.R.L. FASANI,PIETRO: La invención se refiere a un aparato de transferencia de chapas desde una estación de punzonado a un depósito que incluye una estructura básica […]
APARATO PARA COGER, GUIAR Y TRANSPORTAR LOS BORDES LATERALES DE UNA BANDA HENDIDA EN UNA MAQUINA PARA FORMAR UNA CHAPA DE MALLA EXPLANDIDA., del 1 de Abril de 2003, de COMINCO LTD.: Aparato para expandir banda de metal hendida que tiene bordes laterales planares, longitudinales, opuestos en el que medios de prensión […]
DISPOSITIVO PARA EL CAMBIO RAPIDO DE CARRILES, del 16 de Enero de 1999, de DANIELI & C. OFFICINE MECCANICHE S.P.A. DANIELI CENTRO MASKIN SPA: UN DISPOSITIVO PARA EL CAMBIO RAPIDO DE CARRILES ADECUADO PARA QUE COOPERE CON UNA UNIDAD DE TRACCION DEL TIPO QUE TIENE DOS CARRILES OPUESTOS , TAL COMO LA […]
DISPOSITIVO DE TRANSPORTE PARA UNA TROQUELADORA, del 16 de Marzo de 1993, de SCHOBER GMBH WERKZEUG- UND MASCHINENBAU: EL INVENTO, TRATA DE UN DISPOSITIVO DE TRANSPORTE PARA LA CONDUCCION DE PIEZAS DE TRABAJO A UNA TROQUELADORA LAS PIEZAS DE TRABAJO CONDUCIDAS A LA TROQUELADORA […]
APARATO DE ALIMENTACION DE COPAS., del 1 de Agosto de 1992, de SEQUA CORPORATION: COPAS CILINDRICAS DE METAL SON ALIMENTADAS SECUENCIALMENTE A, POR EJEMPLO, UNA ESTACION DE PRENSAS PARA REEMBUTICION MEDIANTE UN APARATO QUE REDUCE EL NUMERO DE PARTES EN MOVIMIENTO […]
 PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR OBJETOS QUE DEBEN MECANIZARSE, del 17 de Enero de 2011, de SOUDRONIC AG: Procedimiento para transportar objetos que deben mecanizarse a lo largo de una pluralidad de estaciones de mecanización, en donde los objetos son […]
PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR OBJETOS QUE DEBEN MECANIZARSE, del 17 de Enero de 2011, de SOUDRONIC AG: Procedimiento para transportar objetos que deben mecanizarse a lo largo de una pluralidad de estaciones de mecanización, en donde los objetos son […]
METODO Y APARATO NO DESTRUCTIVO PARA LA MEDIDA DE LA DENSIDAD EN BALDOSAS CERAMICAS., del 16 de Mayo de 2007, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: Método y aparato no destructivo para la medida de la densidad en baldosas cerámicas. El método comprende generar un haz de rayos X con una intensidad […]