UTIL DE MOLDEO POR COMPRESION Y PROCEDIMIENTO PARA PRODUCIR UN COMPONENTE MEDIANTE MOLDEO POR COMPRESION.
Útil de moldeo por compresión para producir un componente a partir de al menos una primera capa de material (1) y una segunda capa de material (2) con al menos una primera parte de útil (11) y una segunda parte de útil (12) con un contorno de conformación tridimensional en cada caso,
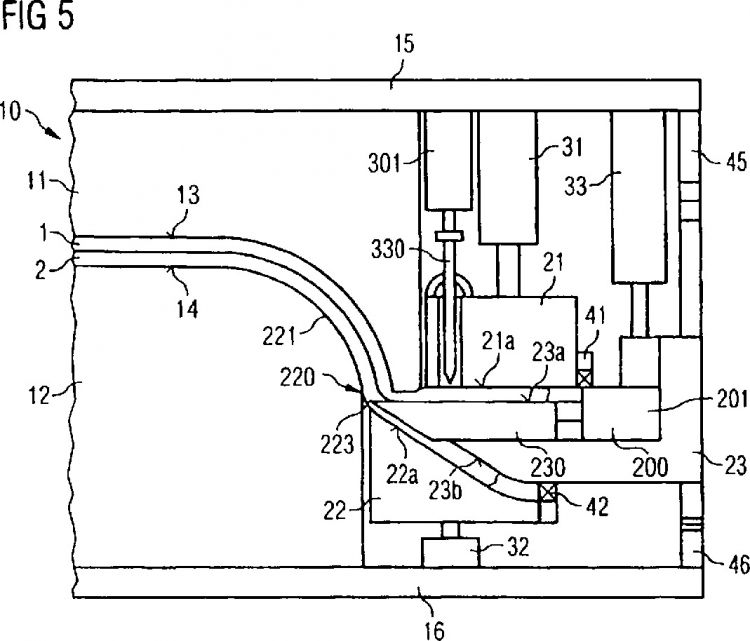
de tal modo que, al colocar la primera capa de material (1) y la segunda capa de material (1) en el dispositivo, el contorno de conformación de la primera parte de útil (11) está orientado hacia la primera capa de material y el contorno de conformación de la segunda parte de útil (12) está orientado hacia la segunda capa de material, estando sujetas las partes de útil (11, 12) en un transmisor de presión para provocar la conformación de la primera capa de material (1) y la segunda capa de material (2), y también la unión de las dos capas de material entre sí, mediante el acercamiento entre sí de la primera y la segunda parte de útil, y también con un dispositivo de bastidor de sujeción para mantener las capas de material en su posición de cierre fuera del área de contorno del útil durante el proceso de conformación,
- incluyendo el dispositivo de bastidor de sujeción un primer elemento de bastidor de sujeción (21) que se puede mover en relación con la primera parte de útil mediante un primer dispositivo de regulación (31), un segundo elemento de bastidor de sujeción (22) que se puede mover en relación con la segunda parte de útil mediante un segundo dispositivo de regulación (32), y un tercer elemento de bastidor de sujeción (23) que se puede mover en relación con la primera o la segunda parte de útil mediante un tercer dispositivo de regulación (33) y que está dispuesto entre el primer y el segundo elemento de bastidor de sujeción; e
- incluyendo el útil de moldeo por compresión al menos un dispositivo de corte (100, 200, 300) con un elemento de corte (130, 230, 330) que, visto en su dirección de apertura y cierre, se extiende por algunos segmentos del perímetro de las partes de útil (11, 12) o rodea éste por completo, para recortar una parte sobresaliente de al menos una de las capas de material, presente junto a las dos partes de útil (11, 12) durante el moldeo por compresión, y que se puede mover en relación con al menos una de las partes de útil (11, 12);
caracterizado porque un dispositivo de corte (100, 200, 300) está dispuesto en el tercer elemento de bastidor de sujeción (23)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2005/001525.
Solicitante: FAURECIA INNENRAUM SYSTEME GMBH.
Nacionalidad solicitante: Alemania.
Dirección: FAURECIASTRASSE 1,76767 HAGENBACH.
Inventor/es: SCHILLES,WILFRIED.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C43/20B
- B29C43/36B
- B29C43/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › con medios para cortar los objetos.
- B29C51/32 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › que tienen medios de corte.
- B32B38/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Embutición.
Clasificación PCT:
Fragmento de la descripción:
Útil de moldeo por compresión y procedimiento para producir un componente mediante moldeo por compresión.
La invención se refiere a un útil de moldeo por compresión y a un procedimiento para producir un componente mediante moldeo por compresión.
El documento GB-A-1 440 935, da a conocer un procedimiento para la producción de un componente mediante moldeo por compresión de dos capas de material sujetas por tres elementos de bastidor de sujeción, mientras que las partes del útil se acercan entre sí conformando la primera y la segunda capa en el área de los contornos de conformación de las partes del útil. A continuación, las partes del útil y los elementos de bastidor de sujeción se separan para poder sacar del útil la primera y la segunda capa unidas entre sí.
El documento US-A-6 136 415, da a conocer un dispositivo para producir un componente a partir de dos capas mediante dos partes de útil que presentan en cada caso un contorno de conformación tridimensional. Las partes de útil están sujetas en un transmisor de presión para desplazarlas relativamente entre sí. Además se utilizan tres elementos de bastidor de sujeción para sujetar las capas de un modo predeterminado fuera del área de contorno del útil durante el proceso de conformación.
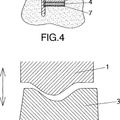
Para la producción de este tipo de componentes, en el estado actual de la técnica se conoce el procedimiento consistente en utilizar un útil superior y un útil inferior para conformar y unir entre sí una capa de soporte y una capa decorativa en una forma de componente predeterminada mediante compresión de dichas capas entre sí. En la conformación de las capas de material en una forma de componente con convexidad o contorno tridimensional existe el problema de que los materiales tienden a hacer pliegues cuando se acercan entre sí el útil superior y el útil inferior. Estos pliegues se estampan de forma permanente en los materiales y hacen que el componente producido sea inutilizable. Por este motivo se utiliza un bastidor de sujeción con el que se aprisiona el material decorativo o la manta y se sujeta de un modo predeterminado para evitar la formación de pliegues en el componente en el área entre el útil inferior y el útil superior.
En los dispositivos de este tipo, o en procesos de producción de una sola etapa de este tipo, la capa de soporte en forma de una manta caliente y la capa decorativa se colocan una sobre otra antes de conformarlas mediante el útil inferior y el útil superior o de comprimirlas entre sí mediante un bastidor de sujeción utilizado en caso dado. Los dispositivos del estado actual de la técnica presentan el problema adicional de que algunas secciones de las capas de material a conformar y unir entre sí se pueden pegar una con otra, con lo que, en ese caso, las capas de material están parcialmente unidas entre sí. En caso de un recorte posterior de la capa decorativa y la capa de soporte para dejar que sobresalga una parte de la capa decorativa, ya no es posible una separación de las capas de material por secciones, de modo que el componente no puede ser utilizado para realizar posteriormente un solapamiento con la capa decorativa. En caso dado es necesario un costoso trabajo de repaso para hacer el material apto para el uso previsto, y en particular para hacerlo apto para la realización de un solapamiento.
El objetivo de la invención consiste en proponer un procedimiento y un dispositivo con los que se pueda lograr un recorte adecuado de las capas de material colocadas en el procedimiento-dispositivo.
Este objetivo se resuelve mediante las características indicadas en las reivindicaciones independientes. En las reivindicaciones subordinadas, que se refieren a las reivindicaciones independientes, se describen otras formas de realización según la invención.
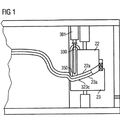
De acuerdo con la invención está previsto un útil de moldeo por compresión para producir un componente a partir de al menos una primera capa de material y una segunda capa de material con al menos una primera parte de útil y una segunda parte de útil con un contorno de conformación tridimensional en cada caso, de tal modo que, al colocar la primera capa de material y la segunda capa de material en el dispositivo, el contorno de conformación de la primera parte de útil está orientado hacia la primera capa de material y el contorno de conformación de la segunda parte de útil está orientado hacia la segunda capa de material, estando sujetas las partes de útil en un transmisor de presión para provocar la conformación de la primera capa de material y la segunda capa de material, y también la unión de las dos capas de material entre sí, mediante el acercamiento entre sí de la primera y la segunda parte de útil, y también con un dispositivo de bastidor de sujeción para mantener las capas de material en su posición de cierre fuera del área de contorno del útil durante el proceso de conformación. El dispositivo de bastidor de sujeción incluye un primer elemento de bastidor de sujeción que se puede mover en relación con la primera parte de útil mediante un primer dispositivo de regulación, un segundo elemento de bastidor de sujeción que se puede mover en relación con la segunda parte de útil mediante un segundo dispositivo de regulación, y un tercer elemento de bastidor de sujeción que se puede mover en relación con la primera o la segunda parte de útil mediante un tercer dispositivo de regulación y que está dispuesto entre el primer y el segundo elemento de bastidor de sujeción. El útil de moldeo por compresión incluye al menos un dispositivo de corte 100, 200, 300 con un elemento de corte 130, 230, 330 que, visto en su dirección de apertura y cierre, se extiende por algunos segmentos del perímetro de las partes de útil 11, 12 o rodea éste por completo, para recortar una parte sobresaliente de al menos una de las capas de material, presente junto a las dos partes de útil 11, 12 durante el moldeo por compresión, y que se puede mover en relación con al menos una de las partes de útil.
El dispositivo de corte puede estar dispuesto en particular en el tercer elemento de bastidor de sujeción.
Una forma de realización del elemento de corte del dispositivo de corte dispuesto en el tercer elemento de bastidor de sujeción puede consistir en una arista del elemento de bastidor de sujeción, y el tercer elemento de bastidor de sujeción se puede mover en relación con la primera o la segunda parte de útil en su posición de cierre de tal modo que su arista coopere con una zona de apoyo correspondiente de la primera o la segunda parte de útil para poder separar una parte sobresaliente de la primera o la segunda capa de material. En el tercer elemento de bastidor de sujeción puede estar dispuesto como alternativa o adicionalmente un dispositivo de corte con una cuchilla que se puede mover mediante un dispositivo de regulación sobre el tercer elemento de bastidor de sujeción y transversalmente con respecto al movimiento de apertura y cierre de las partes de útil, para poder separar una parte sobresaliente de la primera o la segunda capa de material. En caso de una configuración correspondiente del dispositivo de corte dispuesto en el tercer elemento de bastidor de sujeción, el elemento de corte de dicho dispositivo de corte se puede posicionar de tal modo que el acercamiento de los útiles entre sí no impida el deslizamiento posterior de las capas de material colocadas en los bastidores de sujeción.
Como alternativa o adicionalmente al dispositivo de corte dispuesto en el tercer elemento de bastidor de sujeción, en el primer y/o en el segundo elemento de bastidor de sujeción también puede estar dispuesto un dispositivo de corte con un elemento de corte. El elemento de corte puede consistir en particular en una cuchilla dispuesta en este elemento de bastidor de sujeción mediante un dispositivo de regulación, que se puede mover en la dirección de apertura y cierre de las partes de útil o en ángulo con respecto a ésta. El dispositivo de corte puede estar realizado de tal modo que, en la posición de cierre de los elementos de bastidor de sujeción, la cuchilla se pueda posicionar de tal modo que en su posición inicial no toque las capas de material colocadas en los bastidores de sujeción. En la posición de corte de la cuchilla, ésta puede pasar al menos parcialmente a través del primer o el segundo elemento de bastidor de sujeción.
En general, el elemento de corte del dispositivo de corte se puede calentar mediante un dispositivo de calentamiento. El dispositivo de calentamiento del elemento de corte puede presentar un alojamiento para al menos un cartucho calentador insertable en el mismo o una...
Reivindicaciones:
1. Útil de moldeo por compresión para producir un componente a partir de al menos una primera capa de material (1) y una segunda capa de material (2) con al menos una primera parte de útil (11) y una segunda parte de útil (12) con un contorno de conformación tridimensional en cada caso, de tal modo que, al colocar la primera capa de material (1) y la segunda capa de material (1) en el dispositivo, el contorno de conformación de la primera parte de útil (11) está orientado hacia la primera capa de material y el contorno de conformación de la segunda parte de útil (12) está orientado hacia la segunda capa de material, estando sujetas las partes de útil (11, 12) en un transmisor de presión para provocar la conformación de la primera capa de material (1) y la segunda capa de material (2), y también la unión de las dos capas de material entre sí, mediante el acercamiento entre sí de la primera y la segunda parte de útil, y también con un dispositivo de bastidor de sujeción para mantener las capas de material en su posición de cierre fuera del área de contorno del útil durante el proceso de conformación,
caracterizado porque un dispositivo de corte (100, 200, 300) está dispuesto en el tercer elemento de bastidor de sujeción (23).
2. Útil de moldeo por compresión para producir un componente según la reivindicación 1, caracterizado porque el elemento de corte (130, 230, 330) del dispositivo de corte (100) dispuesto en el tercer elemento de bastidor de sujeción (23) consiste en una arista (123) del elemento de bastidor de sujeción (23), y el tercer elemento de bastidor de sujeción se puede mover en relación con la primera o la segunda parte de útil (11, 12) en su posición de cierre de tal modo que la arista coopere con una zona de apoyo correspondiente de la primera o la segunda parte de útil (11, 12) para poder separar una parte sobresaliente de la primera o la segunda capa de material (1, 2).
3. Útil de moldeo por compresión para producir un componente según la reivindicación 1 ó 2, caracterizado porque el elemento de corte (130, 230, 330) del dispositivo de corte (100) dispuesto en el tercer elemento de bastidor de sujeción (23) incluye una cuchilla (230) que se puede mover mediante un dispositivo de regulación sobre el tercer elemento de bastidor de sujeción (23) y transversalmente con respecto al movimiento de apertura y cierre de las partes de útil (11, 12), para poder separar una parte sobresaliente de la primera o la segunda capa de material (1, 2).
4. Útil de moldeo por compresión según la reivindicación 3, caracterizado porque el elemento de corte del dispositivo de corte (100, 200) se puede posicionar de tal modo que el acercamiento de los útiles (11, 12) entre sí no impide el deslizamiento posterior de las capas de material (1, 2) colocadas en los bastidores de sujeción.
5. Útil de moldeo por compresión para producir un componente según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de corte (300) está dispuesto en el primer (21) y/o el segundo elemento de bastidor de sujeción (22), y el elemento de corte (330) consiste en una cuchilla (330) dispuesta en este elemento de bastidor de sujeción (21, 22) mediante un dispositivo de regulación, que se puede mover en la dirección de apertura y cierre de las partes de útil (11, 12) o en ángulo con respecto a ésta.
6. Útil de moldeo por compresión según la reivindicación 5, caracterizado porque el dispositivo de corte (300) está realizado de tal modo que, en la posición de cierre de los elementos de bastidor de sujeción (21, 22, 23), la cuchilla (330) se puede posicionar de tal modo que en su posición inicial no toque las capas de material (1, 2) colocadas en los bastidores de sujeción.
7. Útil de moldeo por compresión según la reivindicación 5 ó 6, caracterizado porque el dispositivo de corte (300) está configurado de tal modo que la cuchilla (330) en su posición de corte pasa al menos parcialmente a través del primer o el segundo elemento de bastidor de sujeción (21, 22).
8. Útil de moldeo por compresión según una de las reivindicaciones anteriores, caracterizado porque el elemento de corte (130, 230, 330) del dispositivo de corte (300) se puede calentar mediante un dispositivo de calentamiento.
9. Útil de moldeo por compresión según la reivindicación 8, caracterizado porque el dispositivo de calentamiento del elemento de corte (130, 230, 330) presenta un alojamiento para al menos un cartucho calentador insertable en el mismo.
10. Útil de moldeo por compresión según la reivindicación 9, caracterizado porque el dispositivo de calentamiento del elemento de corte (130, 230, 330) presenta una calefacción por resistencia eléctrica.
11. Útil de moldeo por compresión según una de las reivindicaciones 3 a 10, caracterizado porque la movilidad de la cuchilla se consigue mediante un accionamiento eléctrico, hidráulico o neumático.
12. Útil de moldeo por compresión según una de las reivindicaciones 3 a 10, caracterizado porque la movilidad de la cuchilla se consigue mediante un dispositivo de accionamiento manual.
13. Útil de moldeo por compresión según una de las reivindicaciones anteriores, caracterizado porque al menos uno de los dos bastidores de sujeción (21, 22) tiene asociado un dispositivo para regular la temperatura del bastidor de sujeción.
14. Procedimiento para producir un componente mediante moldeo por compresión de una primera y una segunda capa de material, en el que tiene lugar una unión de las dos capas dentro de los contornos de conformación (13, 14) de dos partes de útil (11, 12) mediante el acercamiento de éstas entre sí, estando la primera (11) y la segunda parte de útil (12) separadas entre sí en una posición inicial, procedimiento que incluye los siguientes pasos:
caracterizado porque el tercer elemento de bastidor de sujeción (23) se desplaza a una posición inferior, de modo que una arista de corte (123) dispuesta en el tercer elemento de bastidor de sujeción (23) pasa a poca distancia de un apoyo opuesto (120) del primer o el segundo elemento de bastidor de sujeción (21, 22), en el que se recorta la parte sobresaliente de la capa de material que se apoya sobre el mismo en cada caso.
15. Procedimiento para producir un componente mediante moldeo por compresión según la reivindicación 14, caracterizado porque el tercer elemento de bastidor de sujeción (21, 22) se posiciona de tal modo que el acercamiento de los útiles (11, 12) entre sí no impide el deslizamiento posterior de las capas de material (1, 2) colocadas en los bastidores de sujeción.
16. Procedimiento para producir un componente mediante moldeo por compresión según la reivindicación 14, caracterizado porque una cuchilla móvil (230) dispuesta en el tercer elemento de bastidor de sujeción (23) se mueve hacia la parte de la capa de material (2) correspondiente que sobresale entre la primera y la segunda parte de útil, hasta que corta dicha capa de material.
17. Procedimiento para producir un componente mediante moldeo por compresión según la reivindicación 16, caracterizado porque en la posición de cierre de los elementos de bastidor de sujeción (21, 22, 23), un elemento de corte (330) de un dispositivo de corte (300) dispuesto en el primer (21) y/o el segundo elemento de bastidor de sujeción (22) se posiciona en su posición inicial de tal modo que no toca las capas de material (1, 2) colocadas en los bastidores de sujeción.
Patentes similares o relacionadas:
Envase recerrable y máquina de envasado, del 22 de Julio de 2020, de Ulma Packaging Technological Center, S.Coop: 1. Máquina termoformadora para fabricar un envase recerrable, que comprende - una estación de termoconformado en la que a partir de un segmento de una primera lámina […]
Procedimiento y aparato para formar materiales poliméricos de alto impacto, transparentes, libres de distorsión, del 22 de Octubre de 2014, de OAKEY, EDWIN J.: Un aparato para formación de una hoja de material polimérico , comprendiendo dicho aparato de formación: una primer mitad de molde que tiene […]
Dispositivo de moldeo para preparar artículos de resina de superficie decorada y procedimiento de preparación de tales artículos, del 23 de Octubre de 2013, de CIE AUTOMOTIVE, S.A.: Un dispositivo de moldeo para preparar artículos de resina de superficie decorada que comprendeuna primera unidad de molde para realizar una parte de lámina decorada […]
Procedimiento para la fabricación de artículos termoconformados así como molde para su fabricación, del 12 de Junio de 2012, de RPC BEBO-PLASTIK GMBH: Procedimiento para la fabricación de artículos termoconformados, como envases de alimentos o partes de ellos, con un debilitamiento mecánico entre zonas […]
 Aparato y método para termoformar recipientes de hojas de plástico, del 14 de Mayo de 2012, de SARONG S.P.A.: Aparato que comprende medios de molde adecuados para formar recipientes de un material en hoja termoformable que comprende una pluralidad […]
Aparato y método para termoformar recipientes de hojas de plástico, del 14 de Mayo de 2012, de SARONG S.P.A.: Aparato que comprende medios de molde adecuados para formar recipientes de un material en hoja termoformable que comprende una pluralidad […]
 APARATO DE CORTE FLOTANTE RIGIDO, del 14 de Diciembre de 2009, de GRUPO ANTOLIN-INGENIERIA, S.A.: Aplicable a cualquier máquina de corte por presión, preferentemente a máquinas en las que o bien se realiza simultáneamente el conformado de una pieza tipo sándwich […]
APARATO DE CORTE FLOTANTE RIGIDO, del 14 de Diciembre de 2009, de GRUPO ANTOLIN-INGENIERIA, S.A.: Aplicable a cualquier máquina de corte por presión, preferentemente a máquinas en las que o bien se realiza simultáneamente el conformado de una pieza tipo sándwich […]
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA DE MATERIAL PLASTICO REFORZADA Y MOLDE., del 16 de Marzo de 2006, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de fabricación, a partir de una napa conformable en molde positivo , de una pieza de material plástico reforzada, en particular una pieza estructural de vehículo […]
 UTIL DE CONFORMACION POR PRESION Y PROCEDIMIENTO PARA LA PRODUCCION DE UNA PIEZA MEDIANTE CONFORMACION POR PRESION, del 25 de Junio de 2009, de FAURECIA INNENRAUM SYSTEME GMBH: Útil de conformación por presión para la producción de una pieza a partir de como mínimo una primera capa de material y una segunda capa de material […]
UTIL DE CONFORMACION POR PRESION Y PROCEDIMIENTO PARA LA PRODUCCION DE UNA PIEZA MEDIANTE CONFORMACION POR PRESION, del 25 de Junio de 2009, de FAURECIA INNENRAUM SYSTEME GMBH: Útil de conformación por presión para la producción de una pieza a partir de como mínimo una primera capa de material y una segunda capa de material […]