DISPOSITIVO PARA UNIR UNA PRIMERA BANDA DE MATERIAL CON UNA SEGUNDA BANDA DE MATERIAL.
Dispositivo para unir una primera banda de material (01), en el que al menos la primera banda de material (01) está enrollada formando una bobina (03),
con un accionamiento (13) que hace girar dicha bobina (03) para desenrollar su banda de material (01), y en el que al menos la primera banda de material (01) que se desenrolla progresivamente de su bobina (03) y se conduce hacia la segunda banda de material (02) está en movimiento en el momento de la unión de las dos bandas de material (01; 02), y con un elemento de presión (21) que presiona la primera banda de material (01) contra la segunda banda de material (02) al menos en el momento de la unión de las dos bandas de material (01; 02), y en el que al menos la bobina (03) de la primera banda de material (01) está accionada en su eje (11), en cuanto a su número de revoluciones, por el accionamiento (13), y en el que una unidad de control (16) ajusta en este accionamiento (13) un número de revoluciones distinto para el régimen del elemento de presión (21) aplicado en la primera banda de material (01) que para el régimen del elemento de presión (21) retirado de la primera banda de material (01), y en el que las dos bandas de material (01; 02) están enrolladas formando una bobina (03; 04) respectivamente, presentando los dos bobinas (03; 04) un accionamiento (13; 14) propio, respectivamente, pudiendo ser controlados estos accionamientos (13; 14) independientemente entre ellos por la unidad de control (16), caracterizado porque los accionamientos (13; 14) ajustan una correspondiente velocidad circunferencial (v03; v04) con su número de revoluciones correspondiente en el contorno de la correspondiente bobina (03; 04) accionada por ellos, ajustando la unidad de control (16), por una modificación del ajuste del número de revoluciones de la bobina (03) con la primera banda de material (01), la velocidad circunferencial (v03) de dicha bobina (03) a partir del momento en el que el elemento de presión (21) presiona la primera banda de material (01) contra la segunda banda de material (02), a un valor reducido con respecto a la velocidad circunferencial (v04) de la bobina (04) con la segunda banda de material (02)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07114653.
Solicitante: KOENIG & BAUER AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: FRIEDRICH-KOENIG-STRASSE 4,97080 WURZBURG.
Inventor/es: VOGT, KLAUS, RODER, KLAUS, RITTER,WALTER.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Agosto de 2007.
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B65H19/18B2D
Clasificación PCT:
- B65H18/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › estando la bobina soportada por dos rodillos paralelos, de los cuales uno al menos está accionado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para unir una primera banda de material con una segunda banda de material.
La invención se refiere a un dispositivo para unir una primera banda de material con una segunda banda de material según el preámbulo de la reivindicación 1.
Por el documento DE10060757A1 se conoce un dispositivo para unir una primera banda de material con una segunda banda de material, estando enrollada al menos la primera banda de material formando una bobina, con un accionamiento que hace girar dicha bobina para desenrollar la banda de material de ésta, estando en movimiento en el momento de la unión de las dos bandas de material al menos la primera banda de material desenrollada progresivamente de su bobina y conducida hacia la segunda banda de material, y con un elemento de presión que presiona la primera banda de material, al menos en el momento de la unión de las dos bandas de material, contra la segunda banda de material, estando accionada al menos la bobina de la primera banda de material en su eje por el accionamiento, en cuanto a su número de revoluciones, ajustando una unidad de control en dicho accionamiento para el régimen del elemento de presión aplicado en la primera banda de material, un número de revoluciones distinto que para el régimen del elemento de presión retirado de la primera banda de material, estando enrolladas las dos bandas de material formando una bobina respectivamente, presentando los dos bobinas respectivamente un accionamiento propio, y pudiendo ser controlados dichos accionamientos independientemente entre sí por la unidad de control.
Por el documento DE19919759A1 se conoce un dispositivo para unir bandas de material en un cambiador de bobinas con una bobina de reserva y una bobina de reserva de banda agotada, desenrollado, uniéndose las dos bandas de material entre ellas mediante una unión adhesiva, siendo realizada la unión adhesiva mediante cabezales de encolado que presentan un rodillo de presión respectivamente.
También por el documento DE4218825A1 se conoce un dispositivo para unir dos bandas de papel.
Por el documento DE4000746A1 se conoce un cambiador de bobinas para una máquina de imprimir con un dispositivo de control, controlando el dispositivo de control, entre otros, un dispositivo de accionamiento y de frenado para una bobina que se está desenrollando y un dispositivo de presión y de separación de banda para presionar la banda de la bobina que se está desenrollando, durante el procedimiento de encolado, contra el comienzo de banda de la siguiente bobina de reserva que ha de desenrollarse.
Por el documento DE2619236A1 se conoce un procedimiento para controlar una conexión automática de una banda de un segunda bobina con una banda que está saliendo de una primera bobina, siendo accionada la primera bobina de forma rotativa por una fuerza de tracción en la banda que está saliendo, acelerando un accionamiento de correa ajustado por un dispositivo de reglaje la segunda bobina nueva hasta un número de revoluciones al que su velocidad circunferencial corresponde a la velocidad de la banda que está saliendo, realizando un freno de bobina residual, regulado por otro dispositivo de reglaje, el reglaje de tracción en la banda que está saliendo, siendo presionada la banda saliente la primera bobina contra la segunda bobina nueva por un accionamiento de un cilindro de cepillo, siendo separada, a continuación, la banda saliente de la primera bobina por el accionamiento de un dispositivo separador, quedando frenada, a continuación, la primera bobina por el freno de bobina residual.
Por el documento DE1966795A1 se conocen un procedimiento y un dispositivo para la alineación de líneas de una banda preimpresa durante una segunda impresión, pudiendo unirse una nueva banda preimpresa a la banda saliente manteniendo una velocidad de producción máxima, estando en marcha la máquina de imprimir, para lo cual una tensión de tracción de la banda se reduce automáticamente a un valor limite inferior durante un procedimiento de encolado, durante el cual la banda saliente queda presionada contra la nueva bobina por un cepillo, variándose la tensión de banda, por ejemplo, mediante un freno.
Por el documento WO2006/029911A1 se conoce un procedimiento para realizar un cambio automático de bobina, según el cual una primera banda de material de una bobina de material que se ha de cambiar se une con una segunda banda de material de un nueva bobina de material, marchando la bobina de material a cambiar a una primer velocidad de banda, y como muy tarde al alcanzar un diámetro mínimo de la bobina residual, la primera banda de material se une con la segunda banda de material, y antes de la unión de la primera banda de material con la segunda banda de material, dicho diámetro mínimo de la bobina residual se fija en función de las propiedades de un alojamiento de un cambiador de bobinas para recibir bobinas de material, y antes de la unión de la primera banda de material con la segunda banda de material, la primera velocidad de banda se reduce a una segunda velocidad de banda, y a esta velocidad de banda reducida, la primera banda de material se une con la segunda banda de material.
La invención tiene el objetivo de proporcionar un dispositivo para unir una primera banda de material con una segunda banda de material, en el que una tensión de banda existente en la primera banda de material se mantenga también durante el procedimiento de la unión de las dos bandas de material.
Según la invención, este objetivo se consigue mediante las características de la reivindicación 1.
Las ventajas que se consiguen mediante la invención consisten especialmente en que la tensión de banda que existe en la primer banda de material se mantiene también durante el procedimiento de la unión de las dos bandas de material, en que después de unirse con la segunda banda de material, la primera banda de material puede separarse de su bobina mediante un corte definido, y en que puede realizarse una bandera residual, con una longitud predefinida, realizada en la primera banda de material por su separación de su bobina.
Algunos ejemplos de realización están representados en los dibujos y se describen en detalle a continuación.
Muestran:
La figura 1 un cambiador de bobinas en una representación esquemática en sección;
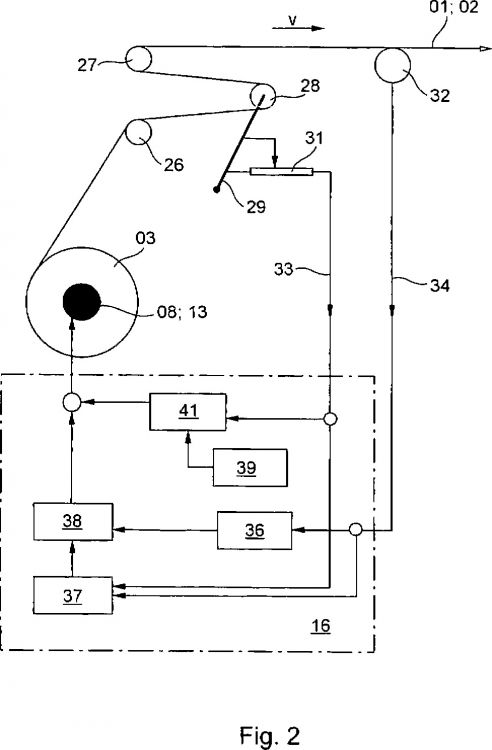
la figura 2 un diagrama de bloques de un control del cambiador de bobinas representado en la figura 1.
La figura 1 muestra en una representación en sección, como ejemplo para un dispositivo para unir una primera banda de material 01 con una segunda banda de material 02, un cambiador de bobinas automático para una máquina para imprimir papel continuo, estando realizadas las dos bandas de material 01; 02 preferentemente como banda de papel 01; 02. Al menos la primera banda de material 01, pero preferentemente las dos bandas de material 01; 02 están enrolladas respectivamente formando una bobina 03; 04, estando dispuestas las dos bobinas 03; 04 en brazos de soporte 06; 07 diametralmente opuestos del cambiador de bobinas, estando dispuestos los brazos de soporte 06; 07 simétricamente entre sí en un cuadro de soporte 18 alojado en el cambiador de bobinas, preferentemente de forma giratoria alrededor de un eje central 19 del cuadro de soporte 18. Al menos la bobina 03 con la primera banda de material 01, pero preferentemente los dos bobinas 03; 04 están alojadas respectivamente en conos 08; 09, estando dispuesta la bobina 03; 04 correspondiente, con su eje 11; 12 correspondiente, sobre un par de conos 08; 09 giratorios que actúan en conjunto y que están dispuestos en uno de los brazos de soporte 06; 07. Los ejes 11; 12 correspondientes de las bobinas 03; 04 recibidas por el cambiador de bobinas, por lo tanto, se encuentran a una distancia entre sí. Las bandas de material 01; 02 están enrolladas, por ejemplo, sobre un casquillo dispuesto respectivamente en el centro de la bobina 03; 04 correspondiente, engranando los conos 08; 09 de los brazos de soporte 06; 07 del cambiador de bobinas al menos en parte en el casquillo correspondiente, preferentemente a ambos lados frontales de éste, realizando una unión positiva y/o no positiva con el casquillo correspondiente y, por tanto, con la bobina 03; 04 correspondiente. A través de esta unión positiva y/o no positiva, al menos uno de los conos 08; 09 giratorios transmite un par de giro a la bobina 03; 04 correspondiente, en cuanto se acciona de forma rotativa al menos uno de los conos 08; 09 que actúa en conjunto como par en el misma bobina 03; 04.
Al menos la bobina 03 con la primera banda de material 01, pero preferentemente los...
Reivindicaciones:
1. Dispositivo para unir una primera banda de material (01), en el que al menos la primera banda de material (01) está enrollada formando una bobina (03), con un accionamiento (13) que hace girar dicha bobina (03) para desenrollar su banda de material (01), y en el que al menos la primera banda de material (01) que se desenrolla progresivamente de su bobina (03) y se conduce hacia la segunda banda de material (02) está en movimiento en el momento de la unión de las dos bandas de material (01; 02), y con un elemento de presión (21) que presiona la primera banda de material (01) contra la segunda banda de material (02) al menos en el momento de la unión de las dos bandas de material (01; 02), y en el que al menos la bobina (03) de la primera banda de material (01) está accionada en su eje (11), en cuanto a su número de revoluciones, por el accionamiento (13), y en el que una unidad de control (16) ajusta en este accionamiento (13) un número de revoluciones distinto para el régimen del elemento de presión (21) aplicado en la primera banda de material (01) que para el régimen del elemento de presión (21) retirado de la primera banda de material (01), y en el que las dos bandas de material (01; 02) están enrolladas formando una bobina (03; 04) respectivamente, presentando los dos bobinas (03; 04) un accionamiento (13; 14) propio, respectivamente, pudiendo ser controlados estos accionamientos (13; 14) independientemente entre ellos por la unidad de control (16), caracterizado porque los accionamientos (13; 14) ajustan una correspondiente velocidad circunferencial (v03; v04) con su número de revoluciones correspondiente en el contorno de la correspondiente bobina (03; 04) accionada por ellos, ajustando la unidad de control (16), por una modificación del ajuste del número de revoluciones de la bobina (03) con la primera banda de material (01), la velocidad circunferencial (v03) de dicha bobina (03) a partir del momento en el que el elemento de presión (21) presiona la primera banda de material (01) contra la segunda banda de material (02), a un valor reducido con respecto a la velocidad circunferencial (v04) de la bobina (04) con la segunda banda de material (02).
2. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) reduce el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), al menos durante el periodo durante el que la primera banda de material (01) es presionada contra la segunda banda de material (02).
3. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) reduce el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), en un valor que puede ajustarse en la unidad de control (16).
4. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) reduce el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), proporcionalmente a una fuerza de fricción ejercida por el elemento de presión (21) sobre la primera banda de material (01).
5. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) reduce, una sola vez o mediante una modificación múltiple del ajuste, el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), en correlación con la fuerza de fricción ejercida por el elemento de presión (21) sobre la primera banda de material (01).
6. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) ajusta el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), en función de una señal de medición (33) correlativa con la tensión de banda registrada en la salida de la banda de material (01; 02) correspondiente y/o en función de una señal de medición (34) correlativa con la velocidad de banda (v) registrada en la salida de la banda de material (01; 02) correspondiente.
7. Dispositivo según la reivindicación 6, caracterizado porque la unidad de control (16) calcula a partir de las señales de medición (33; 34) la velocidad de banda (v) actual de la banda de material (01; 02) correspondiente o el número de revoluciones actual de este accionamiento (13).
8. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) ajusta el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), con la ayuda de un valor teórico o en adaptación a éste, siendo el valor teórico para el régimen del elemento de presión (21) aplicado en la primera banda de material (01) distinto al valor teórico para el régimen del elemento de presión (21) retirado de la primera banda de material (01).
9. Dispositivo según la reivindicación 8, caracterizado porque en la unidad de control (16) está almacenado al menos un valor para el valor teórico correspondiente.
10. Dispositivo según la reivindicación 1, caracterizado porque el accionamiento (13) que acciona la bobina (03) con la primera banda de material (01) está configurado como motor, cuyo número de revoluciones puede ser ajustado o regulado por la unidad de control (16).
11. Dispositivo según la reivindicación 1, caracterizado porque la bobina (03) con la primera banda de material (01) está colocada con su eje sobre un par de conos (08) que actúan en conjunto.
12. Dispositivo según la reivindicación 1, caracterizado porque el accionamiento (13) que acciona la bobina (03) con la primera banda de material (01) actúa sobre los conos (08) haciendo rotar la bobina (03) alojado en los conos (08) giratorios.
13. Dispositivo según la reivindicación 1, caracterizado porque el elemento de presión (21) está configurado como cepillo (21) que puede aplicarse en la primera banda de material (01).
14. Dispositivo según la reivindicación 1, caracterizado porque un encolado une entre sí las dos bandas de material (01; 02).
15. Dispositivo según la reivindicación 1, caracterizado porque los correspondientes ejes (11; 12) de los dos bobinas (03; 04) se encuentran a una distancia uno respecto a otro.
16. Dispositivo según la reivindicación 1, caracterizado porque los dos bobinas (03; 04) están dispuestas con su eje respectivamente en un par de conos (08; 09) que actúan en conjunto.
17. Dispositivo según la reivindicación 1, caracterizado porque está previsto un dispositivo de corte (23), separando el dispositivo de corte (23) la primera banda de material (01) de su bobina (03) después de la unión de las dos bandas de material (01; 02).
18. Dispositivo según la reivindicación 1, caracterizado porque, después de la retirada del elemento de presión (21) de la primera banda de material (01), la unidad de control (16) reduce el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), hasta la parada de dicha bobina (03).
19. Dispositivo según la reivindicación 17, caracterizado porque, después de la separación de la primera banda de material (01) de su bobina (03), la unidad de control (16) reduce el número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01), hasta la parada de dicha bobina (03).
20. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) regula, mediante un regulador (41) y en función del régimen del elemento de presión (21), el número de revoluciones ajustado en el accionamiento (13) de la bobina (03) que se ha de desenrollar, para conseguir una velocidad de banda (v) constante dentro de limites fijados y dentro de tolerancias fijados previamente.
21. Dispositivo según la reivindicación 20, caracterizado porque la unidad de control (16) regula, mediante el regulador (41) y en función del régimen del elemento de presión (21), el número de revoluciones ajustado en el accionamiento (13) de la bobina (03) que se ha de desenrollar, para conseguir una tensión de banda constante dentro de limites fijados y dentro de tolerancias fijados previamente.
22. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) conmuta, en función del régimen del elemento de presión (21), entre diferentes ajustes del número de revoluciones del accionamiento (13) que acciona la bobina (03) con la primera banda de material (01) y/o entre diferentes estrategias de regulación relativas al número de revoluciones de dicho accionamiento (13).
23. Dispositivo según la reivindicación 22, caracterizado porque la unidad de control (16) elige su estrategia de regulación actual en función del diámetro actual, calculado de la bobina (03) que desenrolla la primera banda de material (01).
24. Dispositivo según la reivindicación 1, caracterizado porque la bobina (04) de la segunda banda de material (02) está accionada, en su eje (12), en cuanto a su número de revoluciones, por su accionamiento (14).
25. Dispositivo según la reivindicación 1, caracterizado porque la unidad de control (16) acelera la bobina (04) de la segunda banda de material (02) desde la parada hasta alcanzar la velocidad circunferencial (v03) de la bobina (03) con la primera banda de material (01).
26. Dispositivo según la reivindicación 1, caracterizado porgue al menos inmediatamente antes del momento en el que el elemento de presión (21) presiona la primera banda de material (01) contra la segunda banda de material (02), la velocidad circunferencial (v03) de la bobina (03) con la primera banda de material (01) y la velocidad circunferencial (v04) de la bobina (04) con la segunda banda de material (02) tienen el mismo valor.
27. Dispositivo según la reivindicación 1, caracterizado porque las bandas de material (01; 02) están configuradas respectivamente como banda de papel (01; 02).
28. Dispositivo según la reivindicación 1, caracterizado porque está dispuesto en un cambiador de bobinas para una máquina para imprimir papel continuo.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA EL RIZADO CONTINUO DE HILOS, del 16 de Enero de 1963, de BRITISH NYLON SPINNERS LIMITED: Procedimiento para el rizado continuo de hilos, caracterizado por utilizarse un rizador de caja de deformación en el que la cantidad de hilo en el interior de dicha caja […]
PROCEDIMIENTO PARA EL RIZADO CONTINUO DE HILOS, del 16 de Enero de 1963, de BRITISH NYLON SPINNERS LIMITED: Procedimiento para el rizado continuo de hilos, caracterizado por utilizarse un rizador de caja de deformación en el que la cantidad de hilo en el interior de dicha caja […]
 MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
MAQUINA BOBINADORA CON RODILLOS DE SOPORTE PARA ARROLLAR BANDAS DE PAPEL O DE CARTON., del 1 de Abril de 2005, de JAGENBERG PAPIERTECHNIK GMBH: Máquina bobinadora con rodillos de soporte para arrollar bandas de papel o de cartón en forma de bobinas , con un dispositivo de corte longitudinal […]
MAQUINA DE REBOBINADO CON FLANCOS QUE COMPORTAN CENTROS DE ACOPLAMIENTO MOVILES A LO LARGO DE UNA TRAYECTORIA CERRADA., del 16 de Octubre de 2004, de A. CELLI NONWOVENS S.P.A.: Máquina de rebobinado para la producción de bobinas (R) o telas (N) que comprende: - por lo menos un primer y un segundo cilindros de bobinado , cuyos ejes son […]
PROCEDIMIENTO Y PLANTA PARA FABRICAR TEJIDOS DE LIMPIEZA DESECHABLES Y TEJIDOS DE LIMPIEZA ASI OBTENIDOS., del 16 de Julio de 2004, de B6 A/S: Un procedimiento y un sistema para fabricar telas lavables desechables y consta de una sección de material sin tratar, dicho material sin tratar es un […]
DISPOSITIVO PARA EL BOBINADO Y DESBOBINADO DE MERCANCIA EN FORMA DE ROLLO, ESPECIALMENTE, ROLLOS DE MATERIA FIBROSA., del 1 de Mayo de 2004, de VOITH SULZER PAPIERMASCHINEN GESELLSCHAFT MBH: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA ENROLLADO Y DESENROLLADO DE MATERIAL EN FORMA DE BANDA, EN PARTICULAR BANDAS DE MATERIAL DE FIBRA; CON AL MENOS DOS […]
MAQUINA BOBINADORA PARA FORMAR BOBINAS DE GRAN DIAMETRO DE MATERIAL CONTINUO., del 1 de Febrero de 2003, de A. CELLI S.P.A.: LA MAQUINA DE REBOBINADO COMPRENDE UN PAR DE RODILLOS BOBINADORES INFERIORES QUE DEFINEN UNA JAULA BOBINADORA, LA CUAL PUEDE DESPLAZARSE […]
CONJUNTO DE RODILLO CARGADOR., del 1 de Agosto de 2002, de BELOIT TECHNOLOGIES, INC.: LA PRESENTE INVENCION SE REFIERE A UN SISTEMA DE RODILLO CARGADOR PARA CARGAR UN SISTEMA DE ENROLLADO CON UNO O VARIOS ROLLOS BOBINADOS SOBRE EL MISMO EJE, DURANTE EL […]