UN METODO PARA FABRICAR UN COMPONENTE DE ESTATOR O DE ROTOR.
Un método para fabricar un componente de estator o componente de rotor (10,
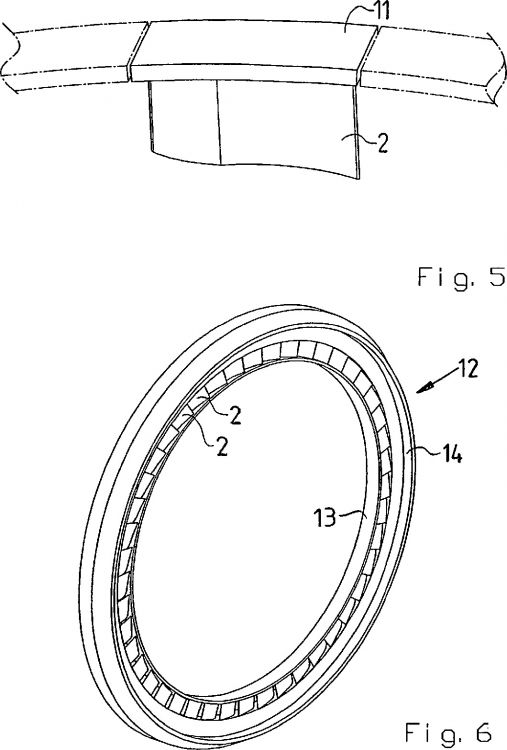
12), al menos un álabe (2) en un elemento anular o en forma de disco (1, 14) que comprende una pluralidad de dichos álabes (2) dispuestos que sobresalen radialmente estando conjuntamente unidos con al menos un anillo (3, 11, 13), un material de unión se proporciona en contacto con al menos una de las palas (2) y el anillo (3, 11, 13), el álabe y el anillo están dispuestos entre sí de tal manera que están unidos conjuntamente vía un empalme cuando se calienta, y dicho tratamiento de calor se lleva a cabo posteriormente de modo que el material de unión forma una fusión que une las partes cuando se solidifica,
caracterizado por el hecho de que un primer anillo y elemento anular o en forma de disco está diseñado con una superficie radialmente interior (4) que, al menos parcialmente, está inclinada con relación a su eje central, en el que una superficie radialmente exterior (5) del segundo anillo y el elemento anular o en forma de disco está diseñada con una forma inclinada esencialmente correspondiente, y en el que el anillo y el elemento anular o en forma de disco están conectados vía un movimiento relativo entre ellos en la dirección axial de tal modo que las superficies inclinadas se llevan en contacto entre sí
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE02/02029.
Solicitante: VOLVO AERO CORPORATION.
Nacionalidad solicitante: Suecia.
Dirección: VOLVO TECHNOLOGY CORPORATION CORPORATE PATENTS 06820, M1.7,405 08 GOTEBORG.
Inventor/es: OCKBORN,JOHAN, HOGSTROM,JOHAN.
Fecha de Publicación: .
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B23K1/008 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Soldadura sin fusión en un horno (B23K 1/012 tiene prioridad).
- B23K1/00S
- F01D9/04C2
Clasificación PCT:
- B23K1/00 B23K […] › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23P15/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
Clasificación antigua:
- B23K1/00 B23K […] › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
Fragmento de la descripción:
Un método para fabricar un componente de estator o de rotor.
Campo de la invención
La presente invención se refiere a un método para fabricar un componente de estator o componente de rotor, estando al menos un álabe unido junto con al menos un anillo de acuerdo con el preámbulo de la reivindicación 1. El álabe se denomina con frecuencia una aspa de guía cuando se aplica en estatores y está prevista durante su funcionamiento que guíe o desvíe un caudal de gas. Cuando se aplica en rotores, el álabe se utiliza habitualmente como guía y transmisión de energía. El término anillo significa un anillo continuo, un anillo que es discontinuo en la dirección periférica, o una parte que está prevista, junto con otras partes similares, para formar un anillo.
La invención se describirá a continuación principalmente en un caso donde dicho anillo forma lo que puede referirse como una cubierta. Esta cubierta está dispuesta fuera, o dentro, del álabe en la dirección radial y en contacto con éste de modo que durante su funcionamiento contrarresta la pérdida desde un lado de presión a un lado de succión del álabe y las vibraciones. Tal pérdida está asociada con pérdidas de eficiencia, y las vibraciones están asociadas a un incremento de roturas por fatiga. La invención no tiene que limitarse a este uso sino que también puede utilizarse en otras aplicaciones.
Según un ejemplo, el componente de estator o de rotor comprende una pluralidad de álabes que están dispuestos en un espacio mutuo sobre un recorrido circular y que se proyectan en la dirección radial desde una parte central, que se conoce como un núcleo. La cubierta está dispuesta por fuera de los álabes en la dirección radial, en forma de un anillo continuo.
La invención está centrada sobretodo en aplicaciones concretas que requieren unos bordes de los álabes extremadamente delgados y tolerancias ajustadas.
El componente de estator o componente de rotor pueden por ello utilizarse tanto en aplicaciones estáticas (estatores) como en aplicaciones dinámicas (rotores). El componente también puede encontrar aplicación en turbinas y en compresores. Para rotores, el componente se refiere comúnmente como un "Blisk" (disco de álabes) o un "Bling" (anillo de álabes).
El componente de estator o componente de rotor puede disponerse, por ejemplo, en una turbo-bomba en una aplicación espacial. Se entiende por turbo-bomba como una unidad que comprende al menos una turbina y una parte de bomba que es accionada por ésta. La invención no tiene que considerarse que esté limitada a esta aplicación sino también puede, por ejemplo, utilizarse en una turbina de gas o motor de reacción. Las áreas de aplicación del componente son, por ejemplo, en motores para vehículos, aviones, equipamiento de plantas de energía para embarcaciones y estaciones de energía para la producción de electricidad.
Técnica anterior
De acuerdo con la técnica anterior, una parte de cubierta se fabrica con una abertura pasante en la dirección radial que está prevista para el paso a través de un tramo de un álabe. Para ser preciso, el álabe es guiado hasta el momento en la abertura cuyo álabe sobresale por el otro lado de la parte de la cubierta. A continuación, se suelda el álabe firmemente en la parte de la cubierta, y, si es apropiado, el tramo que sobresale del álabe es cortado y esmerilada con el fin de fabricar una superficie esencialmente lisa.
Además, el documento US 1641745 describe un método para la fabricación de componentes de una turbina. El componente de la turbina consta de varios álabes que tienen un extremo de encastre acoplado a un segmento de un segmento de fundición en forma de anillo. Los extremos opuestos de los álabes están acoplados a una banda de talón en forma de canal. El segmento de talón se cubre, en primer lugar, con material de soldadura y seguidamente se posiciona temporalmente con relación a los álabes. El segmento de talón y los álabes se calientan después para provocar que la soldadura se fusione con el material a lo largo de todos los extremos del álabe y unir permanentemente el segmento de talón con los álabes.
Breve descripción de la invención
Un objeto de la invención es proporcionar un método de fabricación de un componente de estator o componente de rotor que es más eficiente en el tiempo y/o tiene un coste más efectivo con relación a la técnica anterior. La invención también tiene por objeto conseguir un método de fabricación que crea posibilidades para un componente con gran resistencia y muy eficiente.
Este objeto se consigue en virtud del hecho de que un primer anillo y elemento anular o en forma de disco está diseñado con una superficie radialmente interior que, al menos parcialmente, está inclinada con relación a su eje central, en el que una superficie radialmente exterior del segundo anillo y el elemento anular o en forma de disco está diseñada con una forma inclinada esencialmente correspondiente, y en el que el anillo y el elemento anular o en forma de disco están conectados vía un movimiento relativo entre ellos en la dirección axial de tal modo que las superficies inclinadas se llevan en contacto entre sí. Esto proporciona oportunidades para una técnica de fabricación simple que comprende un número más pequeño de operaciones con relación a la técnica anterior. En otras palabras, el álabe y el anillo forman lo que se conoce como una unión en T. Más en particular, la unión en T significa que un tramo del anillo forma la pieza transversal de la T, y un tramo exterior del álabe en la dirección radial forma la parte de vertical de la T que une la parte transversal.
Mediante la selección adecuada de la composición de material del anillo, del álabe y del material de unión, es posible obtener una conexión fuerte y homogénea. El método puede ser controlado de modo que el material de unión se funda o forma una fusión vía una reacción con el material matriz en las partes adyacentes.
La geometría de la junta abierta proporciona oportunidades para ensayos no destructivos con un coste efectivo y simples con métodos convencionales. Por ejemplo, pueden detectarse defectos superficiales con fluorescencia y defectos internos con ultrasonidos.
Además, el anillo, también referido más abajo como una cubierta, puede colocarse de este modo en el lugar previsto alrededor del elemento anular o en forma de disco de una forma simple y eficiente temporalmente. El diseño de las superficies de junta quiere decir que el anillo cubierta se ajusta asimismo sobre el elemento anular o en forma de disco durante su aplicación. Dicho elemento anular o en forma de disco significa tanto una parte interior, o un núcleo, o una parte exterior, a partir de la cual sobresalen los álabes. Esta parte habitualmente se considera como más robusta que la propia cubierta con el fin de ser capaz de soportar dichos álabes.
Según una realización preferida de la invención, una pluralidad de dichos álabes están unidos conjuntamente con el anillo en un espacio mutuo en su dirección periférica. Esto significa que se necesita poca o ninguna unión conjunta de dichos anillos en la dirección periférica para formar un anillo. De acuerdo con un desarrollo preferido, el anillo forma un anillo continuo antes de aplicarse a los álabes.
Según otra realización preferida, dicho anillo forma un anillo exterior, y los álabes están unidos conjuntamente con el anillo de tal modo que sobresalen hacia dentro en la dirección radial desde el anillo. En muchas aplicaciones del estator y el rotor, está presente un núcleo radialmente interior, a partir del cual sobresalen los álabes en la dirección radial. En virtud de la técnica de unión anteriormente descrita, una cubierta anular se dispone así por fuera de los álabes en la dirección radial y en contacto con ellas.
Según otra realización de la invención, la superficie de contacto de la cubierta está diseñada con una forma cónica. Esto crea posibilidades para un método de conexión rápida que sea fiable en lo que respecta al centraje. La superficie de contacto del elemento anular o en forma de disco está adecuadamente diseñada de tal manera que define una forma cónica.
Según otra realización, dicho material de unión se proporciona en forma de capa. Esto puede tener lugar de una forma simple y con un coste efectivo al pulverizar el material de unión sobre la superficie de una de las partes que tienen que unirse conjuntamente.
Otras realizaciones ventajosas de la invención surgen a partir de las...
Reivindicaciones:
1. Un método para fabricar un componente de estator o componente de rotor (10, 12), al menos un álabe (2) en un elemento anular o en forma de disco (1, 14) que comprende una pluralidad de dichos álabes (2) dispuestos que sobresalen radialmente estando conjuntamente unidos con al menos un anillo (3, 11, 13), un material de unión se proporciona en contacto con al menos una de las palas (2) y el anillo (3, 11, 13), el álabe y el anillo están dispuestos entre sí de tal manera que están unidos conjuntamente vía un empalme cuando se calienta, y dicho tratamiento de calor se lleva a cabo posteriormente de modo que el material de unión forma una fusión que une las partes cuando se solidifica,
caracterizado por el hecho de que un primer anillo y elemento anular o en forma de disco está diseñado con una superficie radialmente interior (4) que, al menos parcialmente, está inclinada con relación a su eje central, en el que una superficie radialmente exterior (5) del segundo anillo y el elemento anular o en forma de disco está diseñada con una forma inclinada esencialmente correspondiente, y en el que el anillo y el elemento anular o en forma de disco están conectados vía un movimiento relativo entre ellos en la dirección axial de tal modo que las superficies inclinadas se llevan en contacto entre sí.
2. El método según la reivindicación 1, caracterizado por el hecho de que una pluralidad de dichos álabes (2) están unidos conjuntamente con el anillo (3, 13) en un espacio mutuo en su dirección periférica.
3. El método según la reivindicación 1 o 2, caracterizado por el hecho de que el anillo (3, 13) forma un anillo que es continuo en la dirección periférica.
4. El método según la reivindicación 1 o 2, caracterizado por el hecho de que uno o más de dichos anillos (11) están unidos conjuntamente en la dirección periférica con el fin de formar un anillo continuo.
5. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dicho anillo forma un anillo exterior (3), y en el que los álabes (2) están unidos conjuntamente con el anillo de tal modo que sobresalen hacia dentro en la dirección radial desde el anillo.
6. El método según cualquiera de las reivindicaciones 1-4, caracterizado por el hecho de que dicho anillo (13) forma un anillo interior, y en el que los álabes (2) están unidos conjuntamente con el anillo de tal manera que sobresalen hacia fuera en la dirección radial desde el anillo.
7. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que cada una de las superficies inclinadas (4, 5) está diseñada de tal modo que define una forma cónica.
8. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichos álabes (2) son moldeados a partir de una pieza básica en la dirección radial con el fin de formar dicho elemento anular o en forma de disco (1, 14).
9. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dicho material de unión se proporciona en forma de una capa (6).
10. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dicho material de unión se aplica en aquella superficie del anillo (3, 13) prevista para contactar con dichos álabes (2) antes de que se unan conjuntamente el anillo y dichos álabes.
11. El método según la reivindicación 10, caracterizado por el hecho de que dicho material de unión se aplica de modo que forma una capa continua (6).
12. El método según cualquiera de las reivindicaciones 1-8, caracterizado por el hecho de que dicho material de unión se proporciona en forma de film.
13. El método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que se aplica presión al anillo (3, 13) y al álabe (2) desde direcciones opuestas durante dicho calentamiento.
Patentes similares o relacionadas:
Acero inoxidable ferrítico y método para producirlo, e intercambiador de calor equipado con acero inoxidable ferrítico como un componente, del 13 de Noviembre de 2019, de Nippon Steel & Sumikin Stainless Steel Corporation: Un acero inoxidable ferrítico que consiste, en un % en masa, en C: un 0,030% o menos, N: un 0,030% o menos, Si: un 1,0% o menos, […]
Método para unir partes de metal utilizando una capa depresora del punto de fusión, del 21 de Agosto de 2019, de ALFA LAVAL CORPORATE AB: Un método de unir una primera parte de metal con una segunda parte de metal , teniendo las partes de metal una temperatura de solidus por encima de 1000 […]
Aleación a base de níquel para la soldadura fuerte de acero superaustenítico, del 12 de Junio de 2019, de HOGANAS AB (PUBL): Metal de relleno de soldadura fuerte a base de níquel, que consiste en: Cr: el 25-35% en peso Fe: el 7-15% en peso Si: el 3-8% […]
Procedimiento para el funcionamiento de un horno y horno, del 10 de Enero de 2018, de Schwartz GmbH: Procedimiento para el tratamiento térmico de un componente metálico bajo una atmósfera de gas protector que contiene hidrógeno, en el […]
Método para unir un intercambiador de calor de placas utilizando una capa depresora del punto de fusión; intercambiador de calor correspondiente, del 25 de Octubre de 2017, de ALFA LAVAL CORPORATE AB: Un método para producir un intercambiador de calor de placas unido de forma permanente que comprende una pluralidad de placas de metal de intercambiador […]
Pieza de soldadura, soldadura de virutas, y método para fabricar una soldadura de virutas, del 9 de Agosto de 2017, de SENJU METAL INDUSTRY CO. LTD.: Una pieza de soldadura, (1A, 1B) que comprende: una pieza de soldadura (1A, 1B) que tiene una forma paralelepipédica rectangular con una primera superficie , una segunda […]
Método y dispositivo para enfriar tarjetas de circuito impreso soldadas, del 22 de Febrero de 2017, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Método para enfriar módulos soldados de tarjeta de circuito impreso en una zona de enfriamiento de un sistema de soldadura, en el que se introduce […]
Procedimiento mejorado de soldadura de aluminio a presión atmosférica, del 31 de Agosto de 2016, de Centre Regional D'innovation Et De Transfert De Technologie Pour La Transformation Et Le Traitement Des Metaux Et Alliages (CRITT): Procedimiento de soldadura de aluminio llevado a cabo en un horno a presión atmosférica utilizando una aleación de aporte obtenida por mecano-síntesis que comprende aluminio, […]