REVESTIMIENTO ENDURECIDO EN EL LUGAR CON CAPA IMPERMEABLE INTERIOR INTEGRAL Y METODO CONTINUO DE FABRICACION.
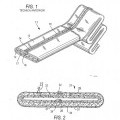
Un método de preparación continua de una longitud de un revestimiento (45) endurecido en el lugar,
que tiene una capa impermeable interior integral (38), que comprende:
proporcionar una longitud de un material impregnable con resina (37) que tiene una capa impermeable (38) adherida a una superficie;
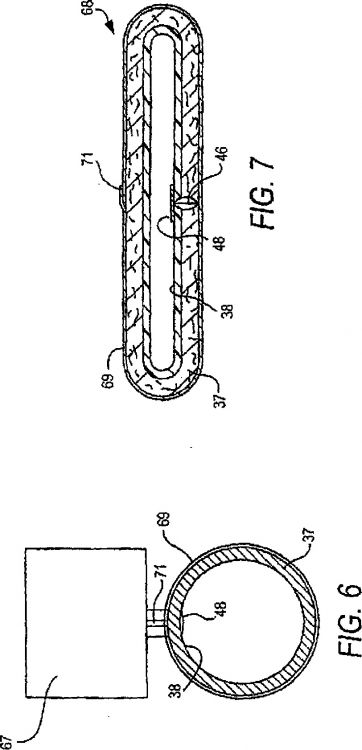
alimentar la longitud de material impermeable con resina (37) en una primera dirección (A) y formar la longitud de material en forma tubular (45) que tiene la capa impermeable (38) sobre el lado exterior;
unir los bordes longitudinales de la longitud de material impregnable con resina (37) juntos para formar un miembro tubular;
sellar los bordes longitudinales unidos del miembro tubular (45),
evertir el miembro tubular (45) en sí mismo en una segunda dirección (B) para que la capa exterior (45) sea el material impregnable con resina; y
retirar continuamente el miembro tubular (45) con la capa impermeable integral (38) sobre el lado interior
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/036625.
Solicitante: INSITUFORM HOLDINGS LIMITED
INA ACQUISITION CORP.
Nacionalidad solicitante: Reino Unido.
Dirección: UNIT 6, ROUNDWOOD INDUSTRIAL ESTATE,OSSETT, WEST YORKSHIRE WFS 9SQ.
Inventor/es: DRIVER, FRANKLIN, THOMAS.
Fecha de Publicación: .
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C63/00A
- F16L55/165D4
- F16L55/165H
Clasificación PCT:
- B29C63/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- F16L55/165 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 55/00 Dispositivos o accesorios para utilizarlos con o en relación con los sistemas de tubos (F16L 1/00 - F16L 53/00, F16L 57/00, F16L 59/00 tienen prioridad; reparación o montaje de los tubos sobre o bajo el agua F16L 1/26; limpieza de tuberías B08B 9/02, p. ej. eliminación de obstrucciones B08B 9/027; dispositivos para evitar que revienten las canalizaciones por efecto del hielo E03B 7/10). › introduciendo un tubo en la sección dañada.
Clasificación antigua:
- B29C63/00 B29C […] › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- F16L55/165 F16L 55/00 […] › introduciendo un tubo en la sección dañada.
Fragmento de la descripción:
Revestimiento endurecido en el lugar con capa impermeable interior integral y método continuo de fabricación.
Antecedentes de la invención
Esta invención se refiere a revestimientos endurecidos en el lugar para rehabilitación sin zanja de conductos y tuberías existentes y, más particularmente, a un revestimiento endurecido en el lugar de un material impregnable con resina con capa impermeable interior integral fabricada continuamente en longitudes deseadas para rehabilitación sin zanja de conductos existentes por medio de introducción e inflado.
Se conoce bien, en general, que los conductos y tuberías existentes, particularmente los tubos subterráneos, tales como tubos de alcantarillado sanitario, tubos de alcantarillado de agua de lluvia, conductos de agua y conductos de gas, que se emplean para conducir fluidos, requieren con frecuencia reparación debido a fuga de fluidos. La fuga puede ser hacia dentro desde el entorno hasta el interior o porción de conducción de la tubería. Alternativamente, la fuga puede ser hacia fuera desde la porción de conducción de la tubería hasta el entorno circundante. En cualquier caso de infiltración o exfiltración, es deseable evitar este tipo de fuga.
La fuga en el conducto existente puede ser debida a instalación inadecuada de la tubería original, o a deterioro de la propia tubería debido a envejecimiento normal, o a los efectos de transportar material corrosivo o abrasivo. Las grietas en o cerca de las uniones de tubos pueden ser debidas a condiciones medioambientales, tales como terremotos, o al movimiento de vehículos grandes sobre la superficie superior, o vibraciones similares naturales o producidas por el hombre, u otras causas de este tipo. Independientemente de la causa, tales fugas son indeseables y pueden dar como resultado un derroche del fluido que está siendo transportado dentro de la tubería, o puede dar como resultado un daño en el entorno circundante y posible creación de riesgos peligrosos para la salud pública. Si la fuga continúa, puede conducir a fallo estructural del conducto existente debido a pérdida de suelo y de soporte lateral del conducto.
Debido a los siempre crecientes costes de mano de obra y de maquinaria, cada vez es más difícil y menos económico reparar tuberías o porciones subterráneas que pueden tener fugas a través de excavación del tubo existente y sustitución del tubo con uno nuevo. Como resultado, se han concebido varios métodos para la reparación o rehabilitación en el lugar de tuberías existente. Estos métodos nuevos evitan el gasto y los peligros asociados con la excavación y sustitución de la tubería o de secciones de tubería, así como la inconveniencia significativa para el público durante la construcción. Uno de los procesos de reparación o de rehabilitación sin zanja de tuberías de mayor éxito, que está actualmente en uso amplio, es el llamado Proceso Insituform®. El Proceso Insituform se describe en detalle en las patentes de los Estados Unidos Nº 4.009.063, Nº 4.064.211 y Nº 4.135.958.
En la práctica estándar del Proceso Insituform, se instala un revestimiento tubular flexible alargado de una tela de fieltro, espuma o material impregnable con resina similar con un revestimiento impermeable exterior, que ha sido impregnado con una resina endurecible termoestable, dentro de la tubería existente. En la mayoría de las formas de realización ampliamente practicada de este proceso, el revestimiento se instala utilizando un proceso de eversión, como se describe las patentes Insituform '211 y '958. En el proceso de eversión, presión radial aplicada al interior de un revestimiento evertido lo presiona contra y en acoplamiento con la superficie interior de la tubería a medida que el revestimiento se despliega a lo largo de la longitud de la tubería. El Proceso Insituform se practica también introduciendo un revestimiento impregnado con resina dentro del conducto por medio de una cuerda o cable y utilizando una cámara de aire de inflado o tubo impermeable a fluido separado que es evertido dentro del revestimiento para provocar que el revestimiento se endurezca contra la pared interior de la tubería existente. Tales revestimientos impregnados con resina se refieren generalmente como "tubos endurecidos en el lugar" o "revestimientos CIPP" y la instalación se refiere como una instalación CIPP.
Los revestimientos tubulares flexibles convencionales endurecidos en el lugar tanto para instalaciones de eversión como para instalaciones CIPP de introducción e inflado tienen una capa exterior lisa de revestimiento de polímero relativamente flexible, sustancialmente impermeable en su estado inicial. El revestimiento exterior permite impregnar una resina en la capa interior de material impregnable con resina, tal como fieltro. Cuando está vuelta hacia fuera, esta capa impermeable termina sobre el lado interior del revestimiento con la capa impregnada con resina contra la pared de la tubería existente. Cuando el revestimiento flexible es instalado dentro de la tubería, la tubería es presurizada desde dentro, con preferencia utilizando un fluido de eversión, tal como agua o aire para forzar el revestimiento radialmente hacia fuera para acoplarse y conformarse a la superficie interior de la tubería existente. El endurecimiento de la resina se inicia por la introducción de fluido de endurecimiento caliente, tal como agua dentro del revestimiento evertido a través de una manguera de recirculación fijada al extremo del revestimiento de eversión. La resina impregnada en el material impregnable se endurece entonces para formar un revestimiento de tubería duro, rígido, ajustado forzado dentro de la tubería existente. El nuevo revestimiento sella efectivamente eventuales grietas y repara cualquier deterioro de una sección de tubería o juntura de tubería con el fin de prevenir la continuación de la fuga o bien dentro o fuera de la tubería existente. La resina endurecida sirve también para reforzar la pared de la tubería existente para proporcionar soporte estructural añadido para el entorno circundante.
Cuando se instalan revestimientos tubulares endurecidos en el lugar por el método de introducción e inflado, el revestimiento es impregnado con resina de la misma manera que en el proceso de eversión y es introducido y posicionado dentro de la tubería existente en un estado plegado. En una instalación típica, un tubo bajante, tubo o conducto de inflado, que tiene un codo en el extremo inferior es posicionado dentro de un registro o punto de acceso existente y se pasa una cámara de aire de eversión a través del tubo bajante, se despliega y se vuelve hacia atrás sobre la boca de la porción horizontal del codo y se inserta en el revestimiento plegado. El revestimiento plegado dentro del conducto existente se posiciona entonces encima y se asegura al extremo vuelto hacia atrás de la cámara de aire de inflado. Entonces se conduce un fluido de eversión, tal como agua, dentro del tubo bajante y la presión del agua hace que la cámara de aire de inflado empuje hacia fuera la porción horizontal del codo y provoque que el revestimiento plegado se expanda contra la superficie interior del conducto existente. La eversión de la cámara de aire de inflado continúa hasta que la cámara de aire alcanza y se extiende dentro del registro de aguas abajo o segundo punto de acceso. En este instante, se deja que se endurezca el revestimiento prensado contra la superficie interior del conducto existente, El endurecimiento se inicia por la introducción de agua caliente de endurecimiento introducida en la cámara de aire de inflado más o menos de la misma manera que la línea de recirculación amarrada al extremo de la cámara de aire de eversión para provocar que se endurezca la resina en la capa impregnada.
Después de que la resina se ha endurecido en el revestimiento, se puede retirar la cámara de aire de inflado o se puede dejar en el lugar en el revestimiento endurecido. Tanto el método de introducción e inflado como también el método de eversión requieren típicamente acceso humano a espacio de registro restringido en varias ocasiones durante el proceso. Por ejemplo, se requiere acceso humano para asegurar el revestimiento de eversión o la cámara de aire en el extremo del codo y para insertarlos en el revestimiento plegado.
Independientemente de cómo se instale el revestimiento, se impregna una resina endurecible termoestable en las capas absorbentes de resina de un revestimiento por un proceso referido como "wet-out" (impregnación en vacío con resina). El proceso de impregnación en vacío con resina implica generalmente inyectar resina en capas absorbentes de resina a través de un extremo o un orificio...
Reivindicaciones:
1. Un método de preparación continua de una longitud de un revestimiento (45) endurecido en el lugar, que tiene una capa impermeable interior integral (38), que comprende:
proporcionar una longitud de un material impregnable con resina (37) que tiene una capa impermeable (38) adherida a una superficie;
alimentar la longitud de material impermeable con resina (37) en una primera dirección (A) y formar la longitud de material en forma tubular (45) que tiene la capa impermeable (38) sobre el lado exterior;
unir los bordes longitudinales de la longitud de material impregnable con resina (37) juntos para formar un miembro tubular;
sellar los bordes longitudinales unidos del miembro tubular (45),
evertir el miembro tubular (45) en sí mismo en una segunda dirección (B) para que la capa exterior (45) sea el material impregnable con resina; y
retirar continuamente el miembro tubular (45) con la capa impermeable integral (38) sobre el lado interior.
2. El método de la reivindicación 1, que incluye las etapas de:
proporcionar un suministro de una película impermeable (66) sustancialmente plana;
colocar la película impermeable (66) alrededor del miembro tubular (45); y
sellar la película impermeable (66) en un arrollamiento tubular alrededor del primer miembro tubular (45).
3. El método de la reivindicación 2, que incluye la etapa de impregnar el miembro tubular (45) antes del arrollamiento con la película impermeable (66).
4. El método de la reivindicación 1, que incluye la etapa de impregnar el material impregnable con resina haciendo pasar el miembro tubular a través de un baño de resina (53) para impregnar el material impregnable con resina.
5. El método de la reivindicación 3, en el que la película impermeable (66) es alimentada en la misma dirección que el miembro tubular interior (45) que sale del baño de resina para arrollar el miembro tubular y sellar la película impermeable.
6. El método de la reivindicación 4, que incluye las etapas de:
proporcionar un suministro de una película impermeable (66) sustancialmente plana;
arrollar el miembro tubular (45) impregnado con capa impermeable interior con la película impermeable (66); y
sellar la película impermeable (66) en un arrollamiento tubular alrededor del miembro tubular (45) impregnable con resina.
7. El método de la reivindicación 1, que incluye, además, las etapas de:
proporcionar al menos una longitud adicional de material impregnable con resina;
alimentar el material impregnable con resina adicional alrededor del miembro tubular de material impregnable (45) con la capa impermeable (38) sobre el lado interior; y
unir el material impregnable con resina adicional en un tubo alrededor del primer miembro tubular con la capa impermeable sobre el lado interior.
8. El método de la reivindicación 7, que incluye las etapas de:
proporcionar un suministro de película impermeable (66) sustancialmente plana;
arrollar el miembro tubular (45) con película impermeable interior con la película impermeable (66); y
sellar la película impermeable (66) en un arrollamiento tubular alrededor del miembro tubular (45) impregnable con resina.
9. El método de la reivindicación 8, que incluye la etapa de impregnar el miembro tubular (45) antes de arrollarlo con la película impermeable (66).
10. El método de la reivindicación 9, que incluye la etapa de impregnar el material impregnable con resina haciendo pasar el miembro tubular (45) a través de un baño de resina para impregnar el material impregnable con resina.
11. El método de la reivindicación 8, en el que la película impermeable (66) es alimentada en la misma dirección que el miembro tubular interior (45) que sale desde el baño de resina para arrollar el miembro tubular (45) y sellar la película impermeable (66).
12. El método de la reivindicación 10, en el que la película impermeable (66) es alimentada en la misma dirección que el miembro tubular interior (45) que sale del baño de resina (53) para arrollar el miembro tubular impregnado y sellar la película impermeable.
13. El método de las reivindicaciones 2, 5 ú 11, en el que la película impermeable exterior (66) es sellada por calor y presión con un sellador de bordes.
14. El método de la reivindicación 1, en el que la primera longitud de material impregnable con resina se forma en un miembro tubular mediante costura de los bordes longitudinales del material impermeable con resina y la capa impermeable.
15. El método de la reivindicación 14, en el que las puntadas son sellada aplicando una cinta de material impermeable sobre los bordes longitudinales.
16. Una longitud continua de un revestimiento (21) endurecido en el lugar, que tiene al menos una capa de material impregnable con resina (23) y una capa impermeable (22) adherida a la misma
proporcionando una longitud de un material impregnable con resina (23) que tiene una capa impermeable (22) adherida a una superficie y formada en un tubo con la capa impermeable (22) sobre el lado exterior; caracterizada porque
los bordes longitudinales de la longitud de material están unidos juntos y sellados para formar un miembro tubular que está evertido, de manera que la capa exterior del revestimiento es el material impregnable con resina (23).
17. El revestimiento de la reivindicación 16, que incluye al menos una capa adicional de material impregnable con resina alrededor de la capa de material impregnable con resina (23).
18. El revestimiento de la reivindicación 16 ó 17, en el que el miembro tubular está impregnado con resina.
19. El revestimiento de las reivindicaciones 16 a 18, en el que la longitud de material impregnable con resina (23) está formada en miembros tubulares mediante costura de los bordes longitudinales.
20. El revestimiento de cualquiera de las reivindicaciones 16 a 19, en el que el miembro tubular es sellado aplicando una cinta de material impermeable sobre los bordes longitudinales.
21. El revestimiento de las reivindicaciones 16 a 20, que incluye, además, una capa de material impermeable alrededor del miembro tubular impregnado.
22. El revestimiento de la reivindicación 21, en el que la capa de material impermeable está arrollada alrededor del miembro tubular impregnado.
23. El revestimiento de la reivindicación 22, en el que la capa arrollada de material impermeable alrededor del miembro tubular impregnado está sellada.
24. El revestimiento de la reivindicación 22, en el que la capa arrollada de material impermeable alrededor del miembro tubular impregnado está sellada en los bordes.
25. Un aparato para preparar una longitud continua de revestimiento endurecido en el lugar que tiene una capa de material impregnable en resina y una capa impermeable adherida a la misma, caracterizado por:
un conjunto formador de tubo (41) que tiene una sección tubular (42) con un extremo próximo abierto y un extremo distal abierto;
medios de unión (43) para unir los bordes longitudinales del miembro tubular alrededor de la sección tubular (42) del conjunto formador de tubo (41);
medios de sellado (47) para sellar los bordes longitudinales unidos del miembro tubular; y
medios de accionamiento para extraer el miembro tubular sellado desde el extremo próximo de la sección tubular (42) después de que ha sido invertido alrededor del extremo distal (42b) de la sección tubular para retirar continuamente el miembro tubular desde el extremo próximo abierto (42a) de la sección tubular (42) con la capa impermeable sobre el lado interior.
26. El aparato de la reivindicación 25, que incluye, además, un deflector (40) en el extremo próximo (42a) de la sección tubular (42) que se inclina desde la región inferior hasta la región superior de la sección tubular (42) en la dirección del extremo distal (42b).
27. El aparato de la reivindicación 25, en el que el medio de unión (43) es una máquina de coser.
28. El aparato de la reivindicación 25, en el que el medio de unión (43) es un aparato de unión con llama.
29. El aparato de la reivindicación 25, en el que el medio de sellado (47) es un dispensador de cinta.
30. El aparato de la reivindicación 25, en el que el medio de sellado (47) es una máquina de extrusión para depositar una tira de material impermeable sobre los bordes unidos del miembro tubular.
31. El aparato de la reivindicación 25, que incluye, además, medios para arrollar una capa adicional de material impregnable de resina sobre el miembro tubular que sale desde el extremo próximo y que forma la capa adicional en un tubo.
32. El aparato de la reivindicación 25, que incluye, además, una sección de suministro para almacenar material impregnable con resina.
33. El aparato de la reivindicación 32, en el que la sección de suministro incluye un rollo para retener el material impregnable con resina.
Patentes similares o relacionadas:
CONJUNTO DE REVESTIMIENTO PARA REPARACIÓN DE TUBOS Y MÉTODO DE INSTALARLO, del 17 de Enero de 2012, de NU FLOW TECHNOLOGIES 2000 INC: Un conjunto de revestimiento para reparación de tubos incluyendo: un revestimiento tubular exterior ; una vejiga maleable interior inflable […]
DISPOSITIVO Y MÉTODO PARA REPARAR TUBERÍA UTILIZANDO OBTURACIONES HIDROFÍLICAS, del 5 de Enero de 2012, de LMK ENTERPRISES, INC: Un aparato para reparar una línea de tubería principal y una línea de tubería lateral estando dicha línea de tubería principal y dicha línea […]
 TORRE DE IMPREGNACIÓN CON RESINA PARA FORRO CURADO IN SITU, del 29 de Abril de 2011, de INA Acquisition Corp: Un método de preparación de un forro curado in situ, que comprende: alimentar continuamente un primer elemento tubular de, al menos, una capa de un material […]
TORRE DE IMPREGNACIÓN CON RESINA PARA FORRO CURADO IN SITU, del 29 de Abril de 2011, de INA Acquisition Corp: Un método de preparación de un forro curado in situ, que comprende: alimentar continuamente un primer elemento tubular de, al menos, una capa de un material […]
 REHABILITACION DE CONDUCCIONES DE SUMINISTRO DE AGUA, del 1 de Octubre de 2007, de SUEZ LYONNAISE DES EAUX: Un método para la rehabilitación de conductos de suministro de agua que comprende desarrollar un forro tubular dentro de un conducto , incluyendo el uso […]
REHABILITACION DE CONDUCCIONES DE SUMINISTRO DE AGUA, del 1 de Octubre de 2007, de SUEZ LYONNAISE DES EAUX: Un método para la rehabilitación de conductos de suministro de agua que comprende desarrollar un forro tubular dentro de un conducto , incluyendo el uso […]
 PRENSA PARA EL REVESTIMIENTO DE LADOS MÚLTIPLES DE PIEZAS CON MATERIAL EN FORMA DE LÁMINA, PARTICULARMENTE PARA REVESTIR COMPONENTES DE MUEBLES O DE PUERTAS O VENTANAS HECHOS DE MADERA CON UNA LÁMINA DE MATERIAL SINTÉTICO, del 11 de Marzo de 2011, de ORMAMACCHINE S.P.A: Una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina, particularmente para revestir componentes de muebles o de puertas o ventanas hechos […]
PRENSA PARA EL REVESTIMIENTO DE LADOS MÚLTIPLES DE PIEZAS CON MATERIAL EN FORMA DE LÁMINA, PARTICULARMENTE PARA REVESTIR COMPONENTES DE MUEBLES O DE PUERTAS O VENTANAS HECHOS DE MADERA CON UNA LÁMINA DE MATERIAL SINTÉTICO, del 11 de Marzo de 2011, de ORMAMACCHINE S.P.A: Una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina, particularmente para revestir componentes de muebles o de puertas o ventanas hechos […]
 FORRO CURADO IN SITU, REFORZADO LONGITUDINALMENTE, del 4 de Mayo de 2011, de INA Acquisition Corp: Un método de preparación de un forro reforzado longitudinalmente, curado in situ, que comprende proporcionar un primer miembro tubular de un material […]
FORRO CURADO IN SITU, REFORZADO LONGITUDINALMENTE, del 4 de Mayo de 2011, de INA Acquisition Corp: Un método de preparación de un forro reforzado longitudinalmente, curado in situ, que comprende proporcionar un primer miembro tubular de un material […]
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]