Tubo y procedimiento de fabricación del mismo.
Un tubo (15) que consiste en una película de estiramiento (13) que forma la superficie interna del tubo y una película de estiramiento (14) que forma la superficie externa del tubo y una malla de tubo (10) entre las mismas,
de tal manera que dichas películas (13, 14) están fijadas a la malla de tubo (10), estando el tubo (15) caracterizado porque las películas (13, 14) están al menos parcialmente separadas entre sí y porque la malla de tubo (10) está formada por hilos longitudinales (11) de la malla de tubo e hilos circunferenciales (12) que rodean la malla de tubo, y la malla de tubo sujeta a las películas limita el estiramiento longitudinal del tubo (15) a menos del 5%, pero permite que la circunferencia del tubo (15) pueda estirarse hasta un valor límite, en el que los hilos que rodean la malla de tubo se han enderezado entre las películas y evitan que el tubo (15) se estire más, en el que dicho valor límite de la circunferencia es de 50% a 300% mayor que la circunferencia de un tubo no estirado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2015/050488.
Solicitante: Picote Oy Ltd.
Nacionalidad solicitante: Finlandia.
Dirección: Urakoitsijantie 8 06450 Porvoo FINLANDIA.
Inventor/es: LOKKINEN,MIKA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C63/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › aplicadas por medio de un saco o una membrana de caucho.
- B29C63/34 B29C 63/00 […] › utilizando capas o recubrimientos tubulares.
- B29D23/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- B32B1/08 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › Productos tubulares.
- B32B27/12 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B27/36 B32B 27/00 […] › teniendo poliésteres.
- B32B3/02 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › Caracterizados por características de forma en lugares determinados, p. ej. en la proximidad de los bordes.
- B32B5/22 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por la presencia de diversas capas que contienen fibras, filamentos, granos o polvo, o que están en forma de esponja o esencialmente porosas.
- F16L11/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 11/00 Mangas, es decir, tubos flexibles. › con una armadura embutida en la pared (F16L 11/11 tiene prioridad).
- F16L55/165 F16L […] › F16L 55/00 Dispositivos o accesorios para utilizarlos con o en relación con los sistemas de tubos (F16L 1/00 - F16L 53/00, F16L 57/00, F16L 59/00 tienen prioridad; reparación o montaje de los tubos sobre o bajo el agua F16L 1/26; limpieza de tuberías B08B 9/02, p. ej. eliminación de obstrucciones B08B 9/027; dispositivos para evitar que revienten las canalizaciones por efecto del hielo E03B 7/10). › introduciendo un tubo en la sección dañada.
- F16L55/18 F16L 55/00 […] › Accesorios de reparación de los tubos (F16L 55/10 tiene prioridad).
PDF original: ES-2754378_T3.pdf
Fragmento de la descripción:
Tubo y procedimiento de fabricación del mismo
Antecedentes de la invención
La invención se refiere a un tubo que puede expandirse a un nuevo tamaño y, en especial, a un tubo expandible por presión de aire, así como a un procedimiento de fabricación del mismo.
En muchos campos, y especialmente en el campo de la renovación de tuberías, ocasionalmente es necesario alinear una tubería en el interior o generar, dentro de una tubería, una presión que se dirija hacia la superficie interna de la tubería; por ejemplo, al instalar un revestimiento de renovación en una tubería de alcantarillado ubicada dentro de estructuras o bajo tierra durante la renovación de la tubería de alcantarillado. Un revestimiento de renovación impregnado con resina epoxi es hermético y puede presurizarse, por lo que el revestimiento de renovación se presiona contra las superficies internas de la tubería bajo presión de aire y se endurece tomando la forma correspondiente.
Un problema con la disposición descrita anteriormente es que el revestimiento de renovación se debe cerrar durante el endurecimiento, por lo que no puede tener aberturas. Además, los revestimientos de renovación usualmente no son elásticos e, incluso cuando están presurizados, solo se enderezan hasta un diámetro predeterminado específico.
Los denominados revestimientos de modificación de tamaño también existen y pueden estirarse hasta un diámetro de 50 a 70 mm, por ejemplo. Sin embargo, el extremo del revestimiento de renovación debe cerrarse o debe usarse una herramienta que se expanda hasta un diámetro de 70 mm y empuje el revestimiento de renovación contra la superficie interna de la tubería. El revestimiento de renovación y la posible herramienta deben empujarse 50 mm a lo largo de la tubería hasta una ubicación en la que la tubería se expanda hasta un diámetro de 70 mm. Si la distancia a empujar es larga o tiene curvas, este tipo de disposición no se puede usar, porque no se puede llevar hasta la ubicación deseada. No hay medios disponibles en el mercado para hacer cambios más grandes en el tamaño, porque en la práctica, es imposible empujar los medios hasta la ubicación de la instalación.
Los documentos de patente WO 94/25790 A1 y CA 1339253 C ambos divulgan estructuras tubulares utilizadas como material de revestimiento en el campo de la renovación de tuberías.
Breve descripción de la invención
Por lo tanto, un objeto de la invención es desarrollar un tubo y un procedimiento de fabricación de tubos para resolver los problemas mencionados anteriormente. El objeto de la invención se logra mediante un tubo que se caracteriza por las características técnicas establecidas en la reivindicación independiente. En las reivindicaciones dependientes, se divulgan realizaciones preferentes de la invención.
La invención se basa en la fabricación del tubo de una malla de tubo que solo se estira hasta un diámetro predeterminado y de una película de estiramiento que se sujeta en ambos lados de la misma, por lo que la malla de tubo evita que la película se estire demasiado y, por consiguiente, se rompa.
El tubo de la invención proporciona la ventaja de que se estira fácilmente de un diámetro a otro, diámetro predeterminado y considerablemente más grande. Además, el tubo resiste incluso la presión alta sin romperse, porque la malla de tubo limita su estiramiento.
Breve descripción de las figuras
La invención se describirá ahora con mayor detalle por medio de realizaciones preferentes y con referencia a los dibujos adjuntos, en los que:
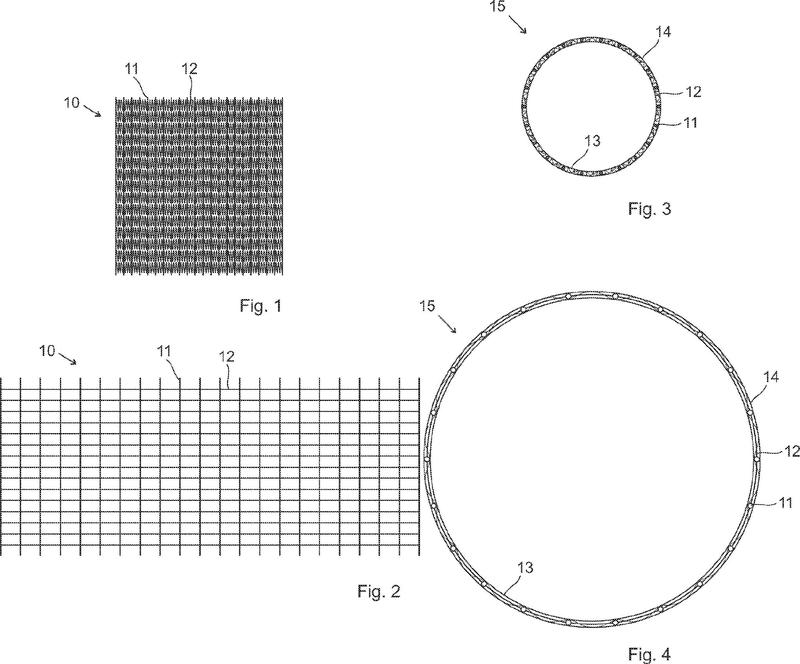
La Figura 1 muestra la estructura de una malla de tubo en un estado no estirado;
La Figura 2 muestra la estructura de la malla de tubo en su estiramiento extremo;
La Figura 3 muestra la estructura del tubo en un estado no estirado; y
La Figura 4 muestra la estructura del tubo en su estiramiento extremo.
Descripción detallada de la invención
La Figura 1 muestra una malla de tubo no estirada compuesta de hilos 11 en la dirección longitudinal de la malla de tubo 10 que se desplaza en una dirección del eje de rotación del tubo, así como hilos 12 que rodean la malla de tubo que están conectados a los hilos longitudinales. Los hilos no estirados 12 que rodean la malla de tubo se etuercen y cubren en su mayoría o casi por completo los espacios que quedan entre los hilos longitudinales 11. El diámetro de la malla de tubo 10 puede aumentarse fácilmente estirando la malla de tubo, y su diámetro puede reducirse fácilmente al aplanar la malla de tubo. Sin embargo, en la dirección longitudinal, la malla de tubo no se estira más que los hilos longitudinales. Preferentemente, la malla de tubo 10 está fabricada de hilo que no se puede estirar, por ejemplo, hilo de poliéster o nylon, en cuyo caso la malla de tubo mantiene aproximadamente el diámetro en el que se ajusta. Las propiedades elásticas de la malla de tubo son muy pobres y son causadas por la estructura de la malla en lugar de los hilos, por lo que, en la práctica, la malla de tubo recupera su forma solo ligeramente si la malla se estira o se aplana en su posición extrema.
La Figura 2 muestra una malla de tubo 10 estirada hasta su forma extrema y muestra, en comparación con la Figura 1, que los hilos longitudinales 11 están más separados entre sí porque su número permaneció idéntico a medida que aumentó el diámetro de la malla de tubo 10. Otra diferencia con la Figura 1 es que los hilos 12 que rodean la malla de tubo se han enderezado y ahora forman círculos de tamaño constante en la superficie de la malla de tubo. Una tercera diferencia con la Figura 1 es que los hilos longitudinales y los hilos que rodean la malla de tubo ahora forman una rejilla suelta con espacios intermedios claros entre los hilos. El tamaño máximo de la malla de tubo está, por lo tanto, determinado por la longitud de los hilos que rodean la malla de tubo. La malla de tubo se expande fácilmente al diámetro limitado por la longitud de los hilos que rodean la malla de tubo y se detiene allí. Si la fuerza de estiramiento aumenta significativamente, los hilos que rodean la malla de tubo se rompen de una vez o después de haberse estirado ligeramente primero. Sin embargo, la diferencia relativa entre las fuerzas requeridas para la expansión y la ruptura de la malla de tubo es de diez veces a cientos de veces, por lo que en la práctica la malla de tubo no se puede romper por accidente.
La Figura 3 muestra un tubo 15 fabricado de una malla de tubo 10 y dos películas 13, 14 en un estado no estirado. En la Figura 4, el mismo tubo 15 se muestra estirado al extremo. El tubo 15 consiste en una película 13 sujeta a la superficie interna de la malla de tubo 10 y una película 14 sujeta a la superficie externa de la malla de tubo. Las películas 13, 14 se sujetan a la malla de tubo 10 mediante pegamento o cinta, por ejemplo. En una realización preferente, las películas tienen una superficie adhesiva en un lado para sujetarse a la malla de tubo cuando la película se presiona contra la malla de tubo. Las películas 13, 14 están fabricadas de un material que se puede estirar y pueden estar fabricadas de un material elástico. En una realización preferente, las películas son películas de poliuretano. En una realización, el espesor de la película de poliuretano utilizada es inferior a 1 mm, en otra realización, el espesor de la película de poliuretano es de 0, 05 a 0, 5 mm. En una realización preferente, el espesor de la película de poliuretano es de 0, 1 a 0, 3 mm. Una película delgada se estira y forma más fácilmente que una película gruesa, por lo que a menudo es ventajoso usar una película que sea lo más delgada posible pero que sea lo suficientemente gruesa como para soportar el estiramiento permitido por la malla de tubo sin romperse.
El tubo 15 puede fabricarse colocando la malla de tubo 10 en un molde y presionando la malla de tubo contra el molde. El molde puede ser una varilla o tubo con una sección transversal angular, ovalada o preferentemente redonda, por lo que la malla de tubo es fácil de colocar uniformemente alrededor del molde deslizando la malla de tubo alrededor del molde. La circunferencia del molde determina la circunferencia del tubo a fabricar en el estado no estirado del tubo. La longitud de los hilos 12 que rodean la malla de tubo, a su vez, determina la circunferencia del tubo 15 a fabricar en el estado de estiramiento extremo del tubo. La interrelación de estas circunferencias se puede lograr, así como se desee y su valor máximo está, en la práctica, limitado por el estiramiento de la película sin...
Reivindicaciones:
1. Un tubo (15) que consiste en una película de estiramiento (13) que forma la superficie interna del tubo y una película de estiramiento (14) que forma la superficie externa del tubo y una malla de tubo (10) entre las mismas, de tal manera que dichas películas (13, 14) están fijadas a la malla de tubo (10) , estando el tubo (15) caracterizado porque las películas (13, 14) están al menos parcialmente separadas entre sí y porque la malla de tubo (10) está formada por hilos longitudinales (11) de la malla de tubo e hilos circunferenciales (12) que rodean la malla de tubo, y la malla de tubo sujeta a las películas limita el estiramiento longitudinal del tubo (15) a menos del 5%, pero permite que la circunferencia del tubo (15) pueda estirarse hasta un valor límite, en el que los hilos que rodean la malla de tubo se han enderezado entre las películas y evitan que el tubo (15) se estire más, en el que dicho valor límite de la circunferencia es de 50% a 300% mayor que la circunferencia de un tubo no estirado.
2. Un tubo según la reivindicación 1, caracterizado porque dichos hilos son hilos de poliéster o nylon.
3. Un tubo según la reivindicación 1 o 2, caracterizado porque dichas películas de estiramiento (13, 14) son películas de poliuretano con una superficie de pegamento en un lado de las mismas.
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]