PROCEDIMIENTO Y MAQUINA PARA EMPAQUETAR GRUPOS DE PRODUCTOS ORDENADOS EN UNA O MAS CAPAS.
Procedimiento para empaquetar grupos de productos ordenados en una o más capas,
caracterizado porque presenta la sucesión de las siguientes etapas operativas:
a) suministrar un producto o un grupo paralelepipédico de productos (P) en un depósito de alimentación y guiado (1);
b) disponer una lámina de empaquetar (4) enfrente de dicho depósito de alimentación y guiado (1), estando dispuesta dicha lámina verticalmente y paralela a la cara frontal del producto (P) que se va a empaquetar;
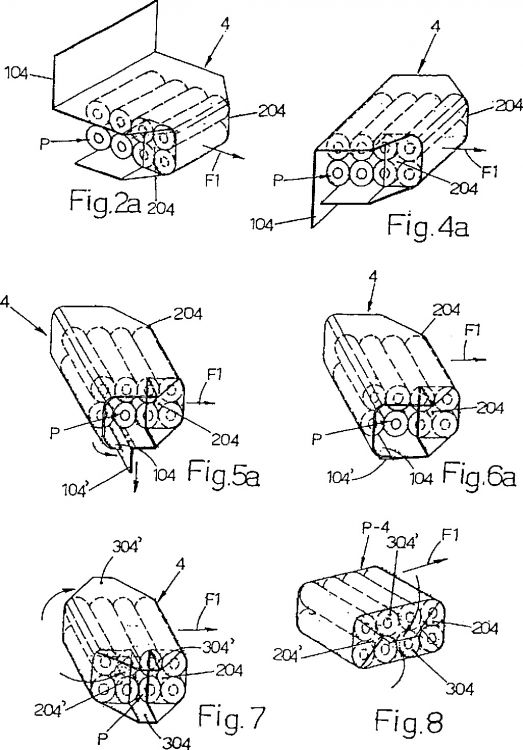
c) descargar, mediante un empuje ejercido en la parte posterior el producto desde dicho depósito de alimentación y guiado (1) y el consiguiente desplazamiento horizontal (F1) del propio producto y forzando el mismo contra dicha lámina de empaquetar (4), la cual en el momento correcto es abandonada por los correspondientes medios de colocación (5, 105) y a través de un husillo de un primer plegado (6), desde el cual el producto sale envuelto por la lámina, la cual forma un envoltorio en forma de U girado a través de 90º y abierto en la parte posterior, con el propio producto envuelto por la lámina en la cara inferior completa, en la cara frontal y en la cara superior entera y sobresaliendo dicha lámina desde la cara superior en un tramo (104) que presenta una longitud mayor que la altura de la cara posterior del producto, estando contemplado que en una salida de dicho husillo (6) el producto envuelto esté sostenido por la parte inferior y, a la parte superior y se le haga avanzar sin deslizamiento alguno mediante un par de transportadores horizontales, instalados uno encima del otro y sincronizados (7, 7'');
d) detener el producto parcialmente envuelto al inicio de dicho par de transportadores (7, 7'') en el que en una sucesión de fases apropiada la última solapa superior (104) de la lámina de envolver es extendida sobre la cara posterior del producto y, en un tramo corto, se hace sobresalir por debajo del propio producto, después de lo cual es plegada por debajo del propio producto mientras un tramo extremo (104'') correspondiente de la lámina que envuelve la cara inferior del producto es descendida primero y a continuación elevada otra vez por debajo del propio producto, de modo que se coloque por debajo de dicho último tramo extremo de la lámina (104);
e) fijar mutuamente dichos tramos extremos inferiores colocados uno encima del otro (104, 104'') de la lámina de empaquetar;
f) plegar en el momento correcto sobre las caras laterales de producto, los tramos que sobresalen lateralmente de la lámina de empaquetar, con el plegado en primer lugar de las solapas de pliegue vertical, es decir, primero las frontales (204) con respecto a la dirección de trabajo de la máquina (F1) y a continuación las posteriores (204'') y posteriormente con el plegado de las solapas de pliegue horizontal (304, 304''); y
g) fijar mutuamente de las solapas laterales colocadas una encima de la otra de la lámina de empaquetar
Tipo: Resumen de patente/invención. Número de Solicitud: W06000794IT.
Solicitante: KPL PACKAGING S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA SAN VITALINO, 7,40012 CALDERARA DI RENO (BO).
Inventor/es: GORRIERI, GIORDANO.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B65B25/14D
Clasificación PCT:
- B65B25/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de papel u hojas análogas, sobres o periódicos, planos plegados o enrollados.
Fragmento de la descripción:
Procedimiento y máquina para empaquetar grupos de productos ordenados en una o más capas.
La presente invención se refiere a un procedimiento y a una máquina para el empaquetado de grupos de productos ordenados en una o más capas, por ejemplo rollos de papel para toallas de mano o trapos de cocina o rollos de papel higiénico o bien otros productos que impliquen necesidades similares. Una máquina y un procedimiento de este tipo son conocidos por ejemplo a partir del documento US 2005/0097865. En particular, el procedimiento y la máquina referidos se proponen como alternativas, que son más fáciles de fabricar, con costes de producción inferiores y con un ciclo de funcionamiento más rápido que un procedimiento conocido y a una máquina conocida para el empaquetado de grupos de productos o productos de forma prismática con una base rectangular o cuadrada los cuales, a partir de un almacén de alimentación o agrupamiento, son desplazados a continuación hacia un husillo de primer plegado de modo que salen del mismo envueltos, sustancialmente en forma de una U girada 90º y abierta en la parte posterior, mediante una lámina de empaquetar que se coloca previamente enfrente de dicho husillo con una disposición vertical, dicho procedimiento y dicha máquina estando caracterizados porque los productos con la lámina de empaquetar, que salen de dicho husillo, son recogidos directamente y alimentados en fase entre los transportadores paralelos y horizontales accionados por motor de un tambor basculante, en el interior del cual se instalan, longitudinalmente, borde sobre borde y paralelos entre sí, dichos plegadores que guían el producto lateralmente con el empaquetado y pliegan, en las cargas laterales del propio producto, las primeras solapas de plegado vertical, las cuales se prolonga lateralmente y hacia delante con respecto a la dirección de avance del propio empaquetado. El tambor basculante está controlado en giros cíclicos de 180º, siempre en el mismo sentido y siempre cargado con un producto parcialmente empaquetado. Después de cada giro de dicho conjunto alrededor de su propio eje ortogonal a la dirección de avance del producto, los transportadores de este mismo conjunto son reactivados para la expulsión del producto con el empaquetado hacia medios que completan el plegado y la fijación de las solapas de la misma lámina de empaquetar. En esta misma etapa, insertado entre los transportadores del dispositivo basculante hay un nuevo producto con la correspondiente lámina de empaquetar directamente descargada de dicho husillo de primer plegado. El tambor basculante es un aparato de una construcción relativamente compleja y, también debido a problemas de inercia vinculados a su propio peso, implica ciclos de trabajo que no son cortos. Un primer objetivo de la invención es proporcionar una alternativa al procedimiento y a la máquina conocidos como se menciona al comienzo, los cuales posibilitan la eliminación de la utilización de dicho tambor basculante.
Estos y otros objetivos se alcanzan con un procedimiento y una máquina según las reivindicaciones 1 y 2, las características y las ventajas de los cuales se pondrán de manifiesto a partir de la subsiguiente descripción de una forma de realización preferida de los mismos, ilustradas meramente a título de ejemplo no limitativo en las figuras de las cuatro láminas de dibujos adjuntos, en los cuales:
- la figura 1 es una vista en planta superior esquemática de la máquina según la invención;
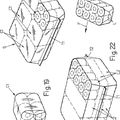
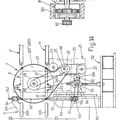
- la figura 2 ilustra la máquina en alzado lateral y en algunas primeras etapas de trabajo;
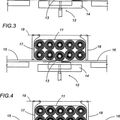
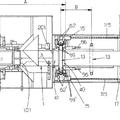
- la figura 3 ilustra lateralmente y a una escala mayor el conjunto de los transportadores inferiores de la estación instalada aguas abajo del husillo de primer plegado, representado en la misma condición de la figura 2;
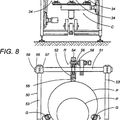
- las figuras 4, 5 y 6 son unas vistas esquemáticas en alzado lateral de la estación de funcionamiento instalada aguas abajo del husillo de primer plegado, representado en etapas de trabajo sucesivas; y
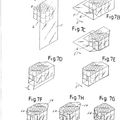
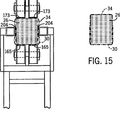
- las figuras 2a, 4a, 5a, 6a, 7 y 8 son unas vistas en perspectiva de un grupo de productos representados en etapas subsiguientes del ciclo de empaquetado de la máquina según las figuras 2 a 6 y en otras etapas de trabajo.
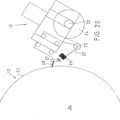
En la descripción subsiguiente, se describe en detalle la construcción y el funcionamiento de la máquina para empaquetar grupos de rollos de papel de toallas para las manos, sin por ello descartar la utilización de la misma máquina para el empaquetado de otros productos individuales o grupos de productos. A partir de las figuras 1 y 2 se puede observar que la máquina comprende un almacén 1, cíclicamente formado en el cual hay un grupo prismático con una base rectangular de rollos P de papel, colocados en una o más capas uno encima del otro y dicho almacén está provisto de una pared inferior 101 que permanece fija cuando varía el formato del grupo de productos P y está provisto de una pared superior 201 que en cambio se debe ajustar en altura cuando varía dicho formato. En la figura 1, designada mediante F es una posible dirección de alimentación de los rollos de papel, los cuales, en el ejemplo referido, tienen su núcleo hueco orientado longitudinalmente en la dirección en la cual son alimentados por la acción de los elementos transversales de empuje 102 de los transportadores de alimentación 2 de un tipo conocido. En la cara opuesta al afectado por los elementos transversales 102, el almacén 1 está cerrado por una pared de contención vertical 301, la posición de la cual se ajusta cuando varía el formato de los productos P. Colocado en un lado del almacén 1 hay un impulsor 3 conectado a medios de traslación 103 (figura 1) instalados por debajo de la placa 101, el cual para ese propósito presenta una rendija 203 diseñada para ser atravesada por el apéndice que conecta dichos medios de traslación 103 al impulsor 3 cuando éste es activado para la descarga del grupo de rollos P del almacén 1 y para transferirlo hacia medios subsiguientes, con un desplazamiento F1 en una dirección ortogonal a la dirección F de alimentación del grupo de rollos dentro del propio almacén. En el lado del almacén 1 opuesto al que está acoplado por el impulsor 3 anteriormente referido, está instalada, transversalmente y con una disposición vertical adecuada, la lámina 4 (figura 1) del material de empaquetar, la cual en el ejemplo referido está fabricada de material plástico que se puede sellar en caliente y está retenida por la solapa superior y por el lado inferior por pares de bandas paralelas accionadas por motor 5, 105, las cuales forman parte de un conjunto de suministro que deriva las láminas 4 a partir de una película continua desenrollada de una bobina (este conjunto no ha sido ilustrado aquí con detalle, puesto que es conocido). En el mismo lado del almacén 1 que está acoplado por la lámina de empaquetar 4, a lo largo de dicha lámina, está instalado el husillo de primer plegado 6, el cual comprende una pared horizontal superior 206 y una pared horizontal inferior o bien un transportador horizontal inferior 106, los cuales son coplanares, respectivamente, a las paredes 101 y 201 del almacén 1 instalado aguas arriba y de los cuales, al igual que dichas paredes, únicamente la pared superior 206 se puede ajustar en altura cuando varía el formato del producto P que se va a empaquetar. El transportador inferior 106 está formado, por ejemplo, por una pluralidad de bandas instaladas paralelas entre sí, orientadas en la dirección de avance F1 del producto en la etapa de empaquetado, apropiadamente instaladas a una distancia entre sí y locas o apropiadamente accionadas por motor, como se menciona más adelante en este documento. Frente a los componentes 106 y 206 del husillo 6, opuestos al afectado por la lámina de empaquetar 4, funcionan, en alineación coplanar a dichos componentes, transportadores horizontales 7, 7', instalados uno encima de otro y accionados por un accionamiento a motor centralizado 8 que los hace desplazar con las ramas interiores en la misma dirección y a la misma velocidad que el desplazamiento de trabajo activo del impulsor 3. Entre los componentes 106 y 206 del husillo 6 y los primeros rodillos de guía 9, 9' de los transportadores 7, 7', se contempla una distancia horizontal suficiente para capacitar el desplazamiento de un plegador plano 10 instalado verticalmente y con una disposición ortogonal a la dirección F1 de avance del producto P, dicho plegador estando formado por una placa con una superficie apropiadamente recubierta con material provisto de un bajo coeficiente de fricción con respecto a la lámina 4 y sobre la cual pueden ser guiadas bandas verticales, instaladas a distancias apropiadas entre sí, provistas...
Reivindicaciones:
1. Procedimiento para empaquetar grupos de productos ordenados en una o más capas, caracterizado porque presenta la sucesión de las siguientes etapas operativas:
- a) suministrar un producto o un grupo paralelepipédico de productos (P) en un depósito de alimentación y guiado (1);
- b) disponer una lámina de empaquetar (4) enfrente de dicho depósito de alimentación y guiado (1), estando dispuesta dicha lámina verticalmente y paralela a la cara frontal del producto (P) que se va a empaquetar;
- c) descargar, mediante un empuje ejercido en la parte posterior el producto desde dicho depósito de alimentación y guiado (1) y el consiguiente desplazamiento horizontal (F1) del propio producto y forzando el mismo contra dicha lámina de empaquetar (4), la cual en el momento correcto es abandonada por los correspondientes medios de colocación (5, 105) y a través de un husillo de un primer plegado (6), desde el cual el producto sale envuelto por la lámina, la cual forma un envoltorio en forma de U girado a través de 90º y abierto en la parte posterior, con el propio producto envuelto por la lámina en la cara inferior completa, en la cara frontal y en la cara superior entera y sobresaliendo dicha lámina desde la cara superior en un tramo (104) que presenta una longitud mayor que la altura de la cara posterior del producto, estando contemplado que en una salida de dicho husillo (6) el producto envuelto esté sostenido por la parte inferior y, a la parte superior y se le haga avanzar sin deslizamiento alguno mediante un par de transportadores horizontales, instalados uno encima del otro y sincronizados (7, 7');
- d) detener el producto parcialmente envuelto al inicio de dicho par de transportadores (7, 7') en el que en una sucesión de fases apropiada la última solapa superior (104) de la lámina de envolver es extendida sobre la cara posterior del producto y, en un tramo corto, se hace sobresalir por debajo del propio producto, después de lo cual es plegada por debajo del propio producto mientras un tramo extremo (104') correspondiente de la lámina que envuelve la cara inferior del producto es descendida primero y a continuación elevada otra vez por debajo del propio producto, de modo que se coloque por debajo de dicho último tramo extremo de la lámina (104);
- e) fijar mutuamente dichos tramos extremos inferiores colocados uno encima del otro (104, 104') de la lámina de empaquetar;
- f) plegar en el momento correcto sobre las caras laterales de producto, los tramos que sobresalen lateralmente de la lámina de empaquetar, con el plegado en primer lugar de las solapas de pliegue vertical, es decir, primero las frontales (204) con respecto a la dirección de trabajo de la máquina (F1) y a continuación las posteriores (204') y posteriormente con el plegado de las solapas de pliegue horizontal (304, 304'); y
- g) fijar mutuamente de las solapas laterales colocadas una encima de la otra de la lámina de empaquetar.
2. Máquina para empaquetar grupos de productos ordenados en una o más capas, en particular para poner en práctica el procedimiento según la reivindicación 1, caracterizada porque comprende:
- - un almacén (1) para la formación y subsiguiente suministro guiado del grupo paralelepipédico de productos (P) que se van a empaquetar;
- - unos medios (5, 105) para el suministro y la colocación de una lámina de empaquetar que se puede sellar por calor (4) en una posición que corresponde a dicho depósito de alimentación y guiado (1), siendo colocada dicha lámina verticalmente y paralela a la cara frontal del producto (P) que se va a empaquetar y estando retenida por dichos medios de colocación por el lado superior y por el lado inferior;
- - un impulsor (3) para descargar el producto (P) de dicho depósito de alimentación y guiado (1) y para empujarlo a través y hacia los medios subsiguientes, los cuales comprenden:
- - un husillo de primer plegado (6) instalado aguas abajo de la lámina de envolver (4) colocado verticalmente enfrente de producto que se va a empaquetar;
- - un par de transportadores horizontales (7, 7') instalados uno encima del otro y accionados por motor con sincronismo, instalados aguas abajo de dicho husillo de primer plegado (6);
- - un plegador vertical (10) con unos medios de accionamiento correspondientes, el cual funciona en el espacio corto entre el husillo de plegado (6) y dicho par de transportadores sincronizados (7, 7');
- - unos medios que involucran tanto al componente inferior (106) del husillo de plegado (6) como al componente inferior (7) de dichos transportadores (7, 7') a fin de superponer apropiadamente sobre la parte inferior del producto las solapas extremas transversales (104, 104') de la lámina de empaquetar;
- - unos medios (21) para la fijación con una operación de sellado por calor de dichas solapas inferiores (104, 104') colocadas una encima de la otra de la lámina de empaquetar (4);
- - unos medios de plegado (16, 16', 18, 18', 24, 24', 25, 25') los cuales son móviles y/o estáticos, para el plegado en el momento correcto sobre las caras laterales del producto de los tramos que sobresalen lateralmente de la lámina de empaquetar (204, 204', 304, 304'); y
- - unos medios (26, 27, 27', 28, 28') para descargar el producto empaquetado y para llevar a cabo el sellado por calor entre sí de dichas solapas laterales (204, 204', 304, 304') colocadas una encima de la otra de la lámina de empaquetar.
3. Máquina según la reivindicación 2, en la que el husillo de primer plegado (6) comprende una pared superior horizontal (206) y una pared inferior horizontal o bien un transportador inferior horizontal (106) el cual está orientado con su propio eje longitudinal en la dirección (F1) de avance del producto en las etapas de empaquetado y tanto es loco como está apropiadamente accionado por motor.
4. Máquina según la reivindicación 2, en la que dicho plegador vertical (10) está formado por una placa con una superficie, la cual está apropiadamente recubierta con material con un bajo coeficiente de fricción con respecto a la lámina de empaquetar (4) y sobre la cual puede ser guiado un transportador vertical, tanto loco como apropiadamente accionado por motor, por medio de unos rodillos extremos provistos para ese propósito, estando fijado dicho plegador en un carro (11), en el que desliza en unos medios de guiado vertical (12) fijados a un apéndice del bastidor de la máquina y, bajo mandato, puede ser descendido y elevado con un desplazamiento de una cantidad relacionada con el formato del producto que se va a empaquetar, mediante la acción de un accionamiento rectilíneo (13), estando previstos unos medios para hacer ajustable, cuando varía el formato del producto, la posición en la altura de dicho plegador (10), el cual al inicio de cada ciclo de trabajo está instalado con su propio extremo inferior ligeramente por encima del husillo de primer plegado (6), mientras, cuando dicho plegador (10) es llevado a su propio desplazamiento de trabajo activo, dicho plegador (10) se desplaza con su propio tramo inferior dentro del espacio entre el transportador inferior (106) del husillo de primer plegado (6) y el primer rodillo loco de guiado (9) del transportador inferior (7) que funciona aguas abajo de dicho husillo (6).
5. Máquina según una o más de las reivindicaciones anteriores, en la que el transportador inferior (106) del husillo de primer plegado (6) está soportado por un carro (14) montado en unos medios de guiado horizontal (114) y accionado por unos medios de desplazamiento, los cuales, bajo mandato, desplazándolo horizontalmente en la cantidad correcta, hacen que primero se desplace alejándose de dicho husillo (6) y a continuación se desplace hacia arriba hacia dicho husillo y están montados locos en dicho carro (14) tanto el primer rodillo loco de guiado (9) de dicho transportador inferior (7) como un segundo rodillo paralelo (109), rodillos sobre los cuales dicho transportador (7), se hace que describa una trayectoria en zigzag, mientras otros rodillos inferior y extremo (209) de dicho transportador (7) están soportados locos por el bastidor fijo (Z) de la máquina, de tal modo que, cuando el carro (14) se desplaza alejándose del husillo de plegado (6), la rama superior del transportador (7) se acorta a fin de dejar que caiga un tramo (104') de la parte extrema de la lámina de envolver que recubra la cara inferior del producto y a fin de capacitar el plegado sobre dicha cada, mediante la acción del transportador (106) del husillo de plegado (6), del tramo de exceso (104) de la parte extrema de la lámina que envuelve la cara posterior del producto, mientras, cuando dicho carro (14) es llevado de vuelta a la posición de inicio del ciclo, la rama superior del mismo transportador (7) se alarga proporcionalmente y el transportador inferior (106) del husillo de plegado (6) vuelve a la posición de inicio del ciclo a fin de llevar a cabo la elevación de dicho extremo (104') de la lámina que previamente fue descendido y colocarlo encima de dicho extremo de la lámina (104) que permanece en una posición elevada.
6. Máquina según la reivindicación 5, caracterizada porque comprende unos medios para hacer que los transportadores (7, 7'), mientras dicho carro (14) vuelve a la posición de inicio del ciclo, sean activados en el momento correcto para la alimentación del producto con la lámina de envolver en la dirección de empaquetado (F1) de modo que facilite y garantice la correcta superposición de las solapas extremas inferiores (104, 104') de dicha lámina de empaquetar (4).
7. Máquina según una o más de las reivindicaciones anteriores, caracterizada porque fijada a dicho carro (14) está prevista una barra de sujeción (17) la cual promueve la distensión hacia abajo de los tramos extremos (104, 104') de la lámina de empaquetar en las etapas en las cuales dichos tramos de la lámina están distendidos en la parte inferior de los productos colocados uno encima de los otros.
8. Máquina según una o más de las reivindicaciones anteriores, en la que el transportador del plegador vertical (10) puede estar formado por una pluralidad de bandas instaladas en paralelo entre sí, verticalmente, y apropiadamente separadas entre sí y el extremo inferior del plegador con dichas bandas puede estar estructurado con una conformación en forma de peine de modo que sus bandas estarán entremezcladas e intercaladas con unas bandas paralelas correspondientes del transportador inferior (106) del husillo de primer plegado (6), estando previamente colocadas dichas bandas con una forma longitudinalmente ranurada y abierta de los espacios que están presentes entre ellas, siendo el objetivo posibilitar que dicho transportador (106) realice su propio desplazamiento activo de plegado por debajo del producto del tramo vertical extremo (104) de la lámina de envolver, cuando dicho tramo de lámina está todavía retenido por el plegador vertical (10) en la posición inferior, estando previstos unos medios para elevar a continuación dicho plegador en el momento correcto para posibilitar que dicho transportador (106) complete su propio desplazamiento de trabajo activo.
9. Máquina según la reivindicación 2, en la que los medios (21) que fijan con una operación de sellado por calor dichas solapas extremas inferiores (104, 104') de la lámina de empaquetar (4) comprenden una barra de sellado por calor montada en un carro (22) que se pueden deslizar sobre unos medios de guiado horizontal y está controlada por unos medios de ajuste que posibilitan la variación de la posición de funcionamiento de dicha barra (21) cuando varía el formato del producto que se va a empaquetar.
10. Máquina según las reivindicaciones anteriores, caracterizada porque comprende unos medios para, cuando varía el formato de producto, hacer que todas las piezas inferiores sobre las cuales descansa el propio producto permanezcan fijas, al tiempo que es posible variar la posición en altura de todas las piezas que van a entrar en contacto con la parte superior del mismo producto, es decir, la pared superior (201) del almacén (1) para el suministro y el guiado de los productos, la placa superior (206) del husillo de primer plegado (6) con el plegador vertical (10) y el transportador superior (7') que funciona aguas abajo de dicho husillo (6).
11. Máquina según las reivindicaciones anteriores, caracterizada porque comprende unos medios para, cuando varía el formato del producto, hacer que todas las piezas alineadas con el plegador estático (16) y con el plegador móvil (18) es decir, los plegadores laterales (24, 25) y el transportador de sellado por calor vertical final (27) permanezcan estacionarios en su posición de funcionamiento, mientras todas las piezas opuestas se pueden ajustar en posición y adaptar al formato, de tal modo que en dicho ajuste estarán implicadas la pared posterior (301) del almacén (1) para el suministro y el guiado del producto, los plegadores laterales (16', 18', 24', 25') y el transportador de sellado por calor vertical final (27').
Patentes similares o relacionadas:
 MÉTODO PARA LA PRODUCCIÓN DE PAQUETES DE ROLLOS DE PAPEL DISPUESTOS EN DOS O MÁS FILAS, del 23 de Marzo de 2011, de TISSUE MACHINERY COMPANY S.P.A.: Método para la producción de paquetes de rollos de papel en una máquina de empaquetado del tipo que comprende al menos un plano de apoyo adecuado para levantar […]
MÉTODO PARA LA PRODUCCIÓN DE PAQUETES DE ROLLOS DE PAPEL DISPUESTOS EN DOS O MÁS FILAS, del 23 de Marzo de 2011, de TISSUE MACHINERY COMPANY S.P.A.: Método para la producción de paquetes de rollos de papel en una máquina de empaquetado del tipo que comprende al menos un plano de apoyo adecuado para levantar […]
 PROCEDIMIENTO Y MÁQUINA PARA PREPARAR GRUPOS DE PRODUCTOS PREVIAMENTE EMPAQUETADOS, TALES COMO ROLLOS DE PAPEL, PARA EMPAQUETAR EN BOLSAS, del 3 de Marzo de 2011, de KPL PACKAGING S.P.A.: Procedimiento para ensacar grupos de paquetes de productos previamente empaquetados de formato variable, en bolsas obtenidas a partir de película […]
PROCEDIMIENTO Y MÁQUINA PARA PREPARAR GRUPOS DE PRODUCTOS PREVIAMENTE EMPAQUETADOS, TALES COMO ROLLOS DE PAPEL, PARA EMPAQUETAR EN BOLSAS, del 3 de Marzo de 2011, de KPL PACKAGING S.P.A.: Procedimiento para ensacar grupos de paquetes de productos previamente empaquetados de formato variable, en bolsas obtenidas a partir de película […]
 MÁQUINA Y PROCEDIMIENTO PARA EL EMBALAJE DE GRUPOS DE PRODUCTOS CON UN SISTEMA DE TERMOSELLADO DOBLE, del 24 de Enero de 2011, de KPL PACKAGING S.P.A.: Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F), que comprende: un recorrido de alimentación […]
MÁQUINA Y PROCEDIMIENTO PARA EL EMBALAJE DE GRUPOS DE PRODUCTOS CON UN SISTEMA DE TERMOSELLADO DOBLE, del 24 de Enero de 2011, de KPL PACKAGING S.P.A.: Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F), que comprende: un recorrido de alimentación […]
 SISTEMA DE EMBALAJE CONTINUO PARA ENVOLVER UN ARTICULO ALARGADO TAL COMO UNA PILA DE SERVILLETAS DE PAPEL INTERPLEGADAS, del 7 de Diciembre de 2010, de FABIO PERINI S.P.A.: Aparato para envolver un artículo alargado , que comprende: - un mecanismo de avance acoplado con el artículo alargado ; - una […]
SISTEMA DE EMBALAJE CONTINUO PARA ENVOLVER UN ARTICULO ALARGADO TAL COMO UNA PILA DE SERVILLETAS DE PAPEL INTERPLEGADAS, del 7 de Diciembre de 2010, de FABIO PERINI S.P.A.: Aparato para envolver un artículo alargado , que comprende: - un mecanismo de avance acoplado con el artículo alargado ; - una […]
 DISPOSITIVO Y PROCEDIMIENTO PARA EL ARROLLAMIENTO DE UN ROLLO DE PRODUCTO, del 25 de Octubre de 2010, de SIGNODE SYSTEM GMBH: Dispositivo para el arrollamiento de al menos un rollo de producto cilíndrico, alojado de forma giratoria alrededor de un eje de soporte en una instalación de recepción […]
DISPOSITIVO Y PROCEDIMIENTO PARA EL ARROLLAMIENTO DE UN ROLLO DE PRODUCTO, del 25 de Octubre de 2010, de SIGNODE SYSTEM GMBH: Dispositivo para el arrollamiento de al menos un rollo de producto cilíndrico, alojado de forma giratoria alrededor de un eje de soporte en una instalación de recepción […]
 METODO Y MAQUINA PARA EMBALAR GRUPOS DE PRODUCTOS DISPUESTOS EN UNA O MAS CAPAS, del 21 de Abril de 2010, de KPL PACKAGING S.P.A.: Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada, que, desde una unidad de alimentación o agrupamiento, […]
METODO Y MAQUINA PARA EMBALAR GRUPOS DE PRODUCTOS DISPUESTOS EN UNA O MAS CAPAS, del 21 de Abril de 2010, de KPL PACKAGING S.P.A.: Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada, que, desde una unidad de alimentación o agrupamiento, […]
 APARATO Y PROCEDIMIENTO PARA TRANSPORTAR ARTICULOS, del 17 de Marzo de 2010, de PULSAR S.R.L.: Un procedimiento para transportar artículos en forma de rollos sustancialmente cilíndricos (P, 16) que tienen un eje longitudinal (L) y caras transversales […]
APARATO Y PROCEDIMIENTO PARA TRANSPORTAR ARTICULOS, del 17 de Marzo de 2010, de PULSAR S.R.L.: Un procedimiento para transportar artículos en forma de rollos sustancialmente cilíndricos (P, 16) que tienen un eje longitudinal (L) y caras transversales […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]