APARATO Y PROCEDIMIENTO PARA TRANSPORTAR ARTICULOS.
Un procedimiento para transportar artículos en forma de rollos sustancialmente cilíndricos (P,
16) que tienen un eje longitudinal (L) y caras transversales extremas, como rollos de papel, de película plástica, de papel de aluminio y similares; en un sistema para producir y empaquetar dichos rollos que comprende una máquina (12) de trabajo corriente arriba, al menos una máquina (14'', 14'''') de trabajo corriente abajo para empaquetar dichos rollos, y un aparato transportador entre dicha máquina (12) de trabajo corriente arriba y dicha máquina (14'', 14'''') de trabajo corriente abajo; siendo dicha máquina de trabajo corriente arriba una máquina (12) de corte que corta de forma transversal y en sucesión dichos rollos de barras alargadas respectivas y que hace avanzar y salir dichos rollos cortados de barras respectivas de forma que hay presente un espacio longitudinal entre los rollos cortados de una barra y los rollos cortados de una barra cortada subsiguientemente, haciendo dicho aparato transportador dichos rollos con su propio eje longitudinal orientado de forma longitudinal y que comprende una parte inicial (15'') que tiene un primer segmento transportador (A, 21), que recibe los rollos cuando son liberados de la máquina (12) de corte corriente arriba; caracterizado porque en dicho primer segmento (A, 21) del aparato transportador, que recibe dichos rollos de la máquina (12) de corte, se mantiene la velocidad (V1) de avance de los rollos sustancialmente idéntica a la velocidad (V0) de avance y de transferencia de los rollos por dicha máquina (12) de corte corriente arriba, de tal forma que los rollos cortados de una barra respectiva en dicha máquina de corte son mantenidos agrupados entre sí, de forma que cada rollo del grupo de rollos cortados de la barra respectiva tiene sus caras transversales colocadas en el entorno o en contacto con las caras transversales de los rollos adyacentes y pueden entrar en contacto entre sí para evitar trastornar los rollos
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03005911.
Solicitante: PULSAR S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA SERENARI 29,40013 CASTEL MAGGIORE (BOLOGNA.
Inventor/es: FRANZAROLI, MASSIMO.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Julio de 1999.
Fecha Concesión Europea: 28 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B65B25/14D
- B65B25/14D1
- B65B35/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › por correas o cadenas sin fin.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Aparato y procedimiento para transportar artículos.
La presente invención versa acerca de un procedimiento y un aparato para transportar artículos.
Teniendo dichos artículos preferentemente, pero no exclusivamente, forma de rollos con una forma sustancialmente cilíndrica obtenida al cortar de forma transversal un único cuerpo o barra alargados y que tienen un eje longitudinal respectivo, que son hechos avanzar a lo largo de una trayectoria longitudinal de avance, preferentemente, con su propio eje orientado conforme a la dirección de avance.
Preferentemente, pero no exclusivamente, dichos artículos tienen la forma de rollos de papel, de plástico, metálicos o de un material similar destinado principalmente a un uso doméstico, por ejemplo rollos de papel higiénico, de papel absorbente, de película plástica o de papel de aluminio u otros para envolver productos alimenticios y otros artículos.
El presente aparato transportador está colocado entre una máquina de trabajo situada corriente arriba, tal como una máquina para cortar y separar en artículos a partir de dicha barra o cuerpo alargado, y una o más máquinas para trabajar dichos artículos, tal como máquinas para empaquetar dichos artículos en envases de empaquetamiento respec- tivos.
El documento EP-A-0 654 429 da a conocer un medio transportador para alimentar rollos a una máquina de embalar en una relación superpuesta. Dichos rollos están agrupados dentro del medio transportador en conjuntos de rollos que van a ser empaquetados en relación superpuesta. Dichos conjuntos de rollos son desviados por medio de canales amovibles de guía, que desvían los conjuntos de rollos hacia distintos transportadores corriente abajo para el superponer de dichos conjuntos. Estando constituido dicho medio transportador para alimentar dichos conjuntos de rollos de transportadores que tienen barras transversales separadas para empujar hacia atrás los conjuntos de rollos para hacer que se deslicen sobre las superficies de apoyo.
En la industria, existen máquinas para cortar y separar y para empaquetar rollos, operando ambas a gran velocidad.
En la actualidad, para transportar dichos artículos desde dicha máquina corriente arriba hasta dichas máquinas de empaquetamiento corriente abajo, los artículos o rollos que salen de la máquina de trabajo corriente arriba son acelerados y distanciados mutuamente, principalmente para crear, entre un artículo y el otro, un espacio adecuado para el rendimiento de las operaciones para distribuir los artículos sobre las distintas líneas secundarias del aparato.
Para permitir dichas operaciones para distribuir los artículos, los artículos transportados son sometidos por lo tanto a detenciones, que sirven para volver a juntar los artículos separados previamente, seguido de aceleraciones bruscas, que hacen que los artículos alcancen velocidades elevadas, y que son efectuadas principalmente para intentar recuperar al menos parte del tiempo perdido durante dichas detenciones.
Sin embargo, dicha forma tradicional de trabajar los artículos presenta numerosos inconvenientes.
Un primer inconveniente se relaciona con los daños, el consumo y el desgaste a los que se someten a los artículos, y por consiguiente también a las cintas transportadoras que los transportan y a las guías relacionadas. Dicho consumo y desgaste provocados por las elevadas tensiones de rozamiento entre los artículos y el medio para transportarlos, tensiones cuya causa principal son los elevados niveles de aceleración y de velocidad alcanzados en dichos sistemas conocidos.
Se agravan dichos daños a los rollos aún más por medio de la acción de bloqueo proporcionada por los conjuntos mecánicos para detener los rollos utilizados en las líneas transportadoras conocidas.
Otro inconveniente se relaciona con los trastornos a los que son sometidos cierto número de dichos artículos transportados, especialmente aquellos que presentan una longitud modesta, de nuevo debido a dichas aceleraciones y velocidades excesivas. Para superar dichos inconvenientes, es necesaria la presencia de un cierto número de empleados asignados para intervenir para retirar de las líneas los artículos trastornados. Sin embargo, dichas acciones de retirada no pueden ser siempre oportunas, así que a pesar de ello los artículos provocan una obstrucción a lo largo de la línea, lo que resulta en detenciones consiguientes de la propia línea, con las pérdidas de la eficacia que se derivan y velocidades medias lentas del avance de los productos.
En particular, en dichos aparatos transportadores conocidos, también es común que los artículos producidos por dichas máquinas de corte sean recogidos por las cintas transportadoras que normalmente se desplazan a mayor velocidad que la del medio de transferencia de dicha máquina de corte y llegan a estar separadas mutuamente de las fases iniciales de la operación de transporte.
Se ha observado que dicha separación de los artículos es una causa del trastorno de los propios artículos a lo largo de la línea transportadora.
Un aspecto negativo adicional también proviene de un uso excesivo de la fuerza motriz necesaria para someter a los productos a dichos niveles elevados de velocidad y de aceleración, por lo que se intenta superar las detenciones proporcionadas normalmente de los propios artículos o las detenciones causadas por el trastorno de los artículos a lo largo de dicha línea.
Conforme a la presente invención, se proporciona un procedimiento para transportar artículos conforme a la reivindicación 1. En particular, se proporciona un procedimiento para transportar artículos por medio de un aparato transportador que comprende una línea para transportar dichos artículos desde una máquina para trabajar dichos artículos situada corriente arriba, que avanza y transfiere a la línea dichos artículos a una velocidad predeterminada, a una utilización situada corriente abajo; caracterizado porque, al menos en la parte inicial de dicha línea transportadora corriente abajo de la máquina de trabajo, se mantiene la velocidad de avance de dichos artículos sustancialmente igual a la velocidad de avance y de transferencia de dicha máquina de trabajo situada corriente arriba.
De esta forma es posible mantener, al menos en la parte inicial del aparato transportador, una velocidad de transporte que no es excesivamente elevada, permitiendo que se obtenga un consumo y un desgaste de los artículos y de la cinta lo suficientemente bajos. Siendo dicha velocidad al mismo tiempo lo suficientemente elevada para lograr una velocidad media de transporte considerable.
La presente invención permite evitar acelerar y detener de forma sucesiva los artículos, como era en cambio el caso con los aparatos de la técnica anterior.
Además, especialmente si se van a transportar artículos cortos, se minimiza el riesgo de trastornarlos a lo largo de la línea, evitando hasta lo sumo la necesidad de intervenciones por parte de los empleados.
En resumen, se obtiene una producción considerable -entendida como cantidades suministradas por unidad de tiempo- superior a la obtenida con los aparatos de la técnica anterior.
Además, se obtiene una simplificación estructural y funcional considerable del presente aparato con respecto a los aparatos conocidos, eliminando, entre otras cosas, la presencia de unidades dedicadas de detención y de aceleración.
También se obtiene un menor consumo de fuerza motriz con respecto a dispositivos conocidos.
Conforme a un aspecto adicional, se proporciona un procedimiento para transportar artículos, siendo avanzados dichos artículos a lo largo de un trayectoria longitudinal de avance, comenzando desde una máquina para trabajar dichos artículos situada corriente arriba al menos con respecto a una máquina para tratar dichos artículos situada corriente abajo, caracterizado porque, para transportar longitudinalmente dichos artículos desde dicha máquina corriente arriba hasta dicha máquina corriente abajo, se hacen avanzar dichos artículos en grupos longitudinales o trenes de artículos; y en el sentido de que, en cada grupo o tren de artículos, son acercados longitudinalmente dichos artículos entre sí.
Dado que dichos artículos deben ser transportados al ser mantenidos agrupados longitudinalmente entre sí, de tal forma que la distancia entre los artículos adyacentes es tal que si un artículo se gira o se trastorna, entra en contacto con un artículo de dicho grupo que se encuentra adyacente...
Reivindicaciones:
1. Un procedimiento para transportar artículos en forma de rollos sustancialmente cilíndricos (P, 16) que tienen un eje longitudinal (L) y caras transversales extremas, como rollos de papel, de película plástica, de papel de aluminio y similares; en un sistema para producir y empaquetar dichos rollos que comprende una máquina (12) de trabajo corriente arriba, al menos una máquina (14', 14'') de trabajo corriente abajo para empaquetar dichos rollos, y un aparato transportador entre dicha máquina (12) de trabajo corriente arriba y dicha máquina (14', 14'') de trabajo corriente abajo; siendo dicha máquina de trabajo corriente arriba una máquina (12) de corte que corta de forma transversal y en sucesión dichos rollos de barras alargadas respectivas y que hace avanzar y salir dichos rollos cortados de barras respectivas de forma que hay presente un espacio longitudinal entre los rollos cortados de una barra y los rollos cortados de una barra cortada subsiguientemente, haciendo dicho aparato transportador dichos rollos con su propio eje longitudinal orientado de forma longitudinal y que comprende una parte inicial (15') que tiene un primer segmento transportador (A, 21), que recibe los rollos cuando son liberados de la máquina (12) de corte corriente arriba; caracterizado porque en dicho primer segmento (A, 21) del aparato transportador, que recibe dichos rollos de la máquina (12) de corte, se mantiene la velocidad (V1) de avance de los rollos sustancialmente idéntica a la velocidad (V0) de avance y de transferencia de los rollos por dicha máquina (12) de corte corriente arriba, de tal forma que los rollos cortados de una barra respectiva en dicha máquina de corte son mantenidos agrupados entre sí, de forma que cada rollo del grupo de rollos cortados de la barra respectiva tiene sus caras transversales colocadas en el entorno o en contacto con las caras transversales de los rollos adyacentes y pueden entrar en contacto entre sí para evitar trastornar los rollos.
2. El procedimiento conforme a la reivindicación 1, en el que la velocidad (V0) de avance y de transferencia de la máquina (12) de trabajo situada corriente arriba varía entre un valor mínimo y un valor máximo, caracterizado porque la velocidad de avance (V1) de dichos artículos varía de tal forma como para mantenerla, en todo momento, sustancialmente idéntica a la velocidad (V0) de avance y de transferencia de la máquina (12) de trabajo situada corriente arriba (12).
3. El procedimiento conforme a cualquiera de las reivindicaciones precedentes, caracterizado porque, para controlar la alimentación de los artículos (P) por dicha máquina (12) de trabajo corriente arriba, se detecta el mantenimiento de una condición de movimiento de dichos artículos (P) en al menos un punto predeterminado de la línea (15).
4. El procedimiento conforme a cualquiera de las reivindicaciones precedentes, caracterizado porque, para transportar longitudinalmente dichos artículos (16) desde dicha máquina (12) corriente arriba hasta dicha máquina (14) corriente abajo, se hace avanzar dichos artículos en grupos longitudinales o trenes de artículos; y porque, en cada grupo o tren de artículos, dichos artículos (16) están aproximados longitudinalmente entre sí.
5. El procedimiento conforme a la reivindicación 4, en el se hace avanzar dichos artículos (16) a lo largo de la trayectoria entre dicha máquina (12) corriente arriba y dicha máquina (14) corriente abajo por medio de un aparato transportador que comprende una o más secciones transportadoras (21, 35, 37, 27, 28, 23, 24) que avanzan de forma longitudinal dichos artículos (16), caracterizado porque, al menos tras el paso de dicho grupo o tren de artículos (16) en cada una de las secciones transportadoras (21, 35, 37, 27, 28, 23, 24), la velocidad de avance de los artículos de dicha una o más secciones transportadoras (21, 35, 37, 27, 28, 23, 24) es tal que no excede la velocidad de avance con la se hace avanzar a dichos artículos (16) en la unidad corriente arriba de la misma sección a la que pasan los artículos (16), de tal forma que se haga avanzar dichos artículos (16) manteniéndolos agrupados entre sí de forma longi- tudinal.
6. El procedimiento conforme a la reivindicación 5, caracterizado porque la velocidad de avance de los artículos (16) en cada sección transportadora (21, 35, 37, 27, 28, 23, 24) varía únicamente después de que uno o más grupos o trenes de artículos han sido cargados sobre dicha sección (21, 35, 37, 27, 28, 23, 24).
7. El procedimiento conforme a cualquiera de las reivindicaciones precedentes 4 a 7, en el que entre dichos grupos de artículos (16) alimentados longitudinalmente y en sucesión mutua por dicha máquina (12) de trabajo corriente arriba hay presente un espacio o una distancia longitudinal, caracterizado porque se proporcionan al menos unidades transportadoras primera (30) y segunda (32), destinadas a alimentar distintas máquinas, y medios transportadores amovibles (34) capaces de distribuir dichos artículos (16) a dicho primer plano transportador (30) o a dicho segundo plano transportador (32), y medios (36, 38, 39) para transmitir órdenes a dichos medios transportadores para que estén colocados conforme a dicha primera línea o con dicha segunda línea o viceversa, y porque dichos medios amovibles transportadores y de distribución reciben órdenes para moverse con el fin de colocarse a sí mismos en correspondencia con dicha primera línea transportadora (30) o con dicha segunda línea transportadora (32) únicamente después de que el grupo de artículos haya pasado completamente a la otra línea transportadora.
8. El procedimiento conforme a la reivindicación 7, caracterizado porque para transmitir órdenes a dichos medios transportadores amovibles se detecta la presencia de dichos artículos (16) en correspondencia con dichos medios amovibles (34) de distribución para indicar, al detectar la presencia de dicho espacio vacío entre grupos sucesivos, el paso de un grupo completo de artículos (16) y para ordenar el accionamiento de dichos medios transportadores amovibles (34) comenzando con dicha señal de presencia.
9. El procedimiento conforme a cualquiera de las reivindicaciones precedentes, caracterizado porque la velocidad con la que se suministran dichos artículos (16) por dicha máquina (12) corriente abajo varía como una función de al menos una condición de trabajo del aparato transportador (10).
10. El procedimiento conforme a cualquiera de las reivindicaciones precedentes, caracterizado porque la velocidad de avance de los artículos (16) de las secciones transportadoras individuales (21, 35, 37, 27, 28, 23, 24) varía de forma coordinada con la de las otras secciones transportadoras (21, 35, 37, 27, 28, 23, 24).
11. El procedimiento conforme a la reivindicación 1, caracterizado porque permite activar de forma mutuamente independiente medios (22) para hacer avanzar los artículos situados corriente arriba, y medios (34) para hacer avanzar los artículos situados corriente abajo, para crear, según sea necesario, una distancia predeterminada entre dichos artículos o entre los grupos de artículos.
12. El procedimiento conforme a la reivindicación 1, caracterizado porque permite imponer la velocidad de trabajo de la utilización corriente abajo para adecuarla a los requerimientos de avance de la línea (15) de avance.
13. Un sistema para producir, transportar y empaquetar artículos en forma de rollos sustancialmente cilíndricos (P, 16) que tienen un eje longitudinal (L) y caras transversales extremas, como rollos de papel, de película plástica, de papel de aluminio y similares, comprendiendo el sistema una máquina (12) de trabajo corriente arriba, al menos una máquina (14', 14'') de trabajo corriente abajo para empaquetar dichos rollos, y un aparato transportador entre dicha máquina (12) de trabajo corriente arriba y dicha máquina (14', 14'') de trabajo corriente abajo; siendo dicha máquina de trabajo corriente arriba una máquina (12) de corte que corta de forma transversal y en sucesión dichos rollos de barras alargadas respectivas y que hace avanzar y salir dichos rollos cortados de barras respectivas de forma que hay presente un espacio longitudinal entre los rollos cortados de una barra y los rollos cortados de una barra cortada subsiguientemente, haciendo avanzar dicho aparato transportador dichos rollos con su propio eje longitudinal orientado de forma longitudinal y que comprende una parte inicial (15') que tiene un primer segmento transportador (A, 21), que recibe los rollos cuando son liberados de la máquina (12) de corte corriente arriba, caracterizado porque en dicho primer segmento (A, 21) del aparato transportador, que recibe dichos rollos de la máquina (12) de corte, se mantiene la velocidad (V1) de avance de los rollos sustancialmente idéntica a la velocidad (V0) de avance y de transferencia de los rollos por dicha máquina (12) de corte corriente arriba, de tal forma que los rollos cortados de una barra respectiva en dicha máquina de corte son mantenidos agrupados entre sí, de forma que cada rollo del grupo de rollos cortados de la barra respectiva tiene sus caras transversales colocadas en el entorno o en contacto con las caras transversales de los rollos adyacentes y pueden entrar en contacto entre sí para evitar trastornar los rollos.
14. El sistema conforme a la reivindicación 13, en el que la velocidad (V0) de avance y de transferencia de la máquina (12) de trabajo situada corriente arriba varía entre un valor mínimo y un valor máximo, caracterizado porque la velocidad de avance (V1) de dichos artículos varía de tal forma que la mantiene, en todo momento, sustancialmente idéntica a la velocidad (V0) de avance y de transferencia de la máquina (12) de trabajo situada corriente arriba (12).
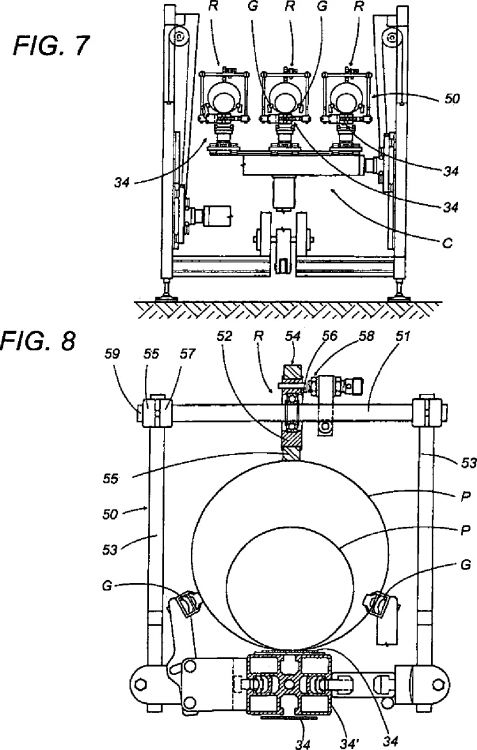
15. El sistema conforme a cualquiera de las reivindicaciones precedentes 13 y 14, caracterizado porque comprende medios (R) de detección capaces de detectar el mantenimiento de una condición de movimiento de avance de dichos artículos (P) y medios (50) para soportar dichos medios (R) de detección.
16. El sistema conforme a cualquiera de las reivindicaciones precedentes 13-15, caracterizado porque la línea transportadora comprende un primer segmento (A) para recibir dichos artículos (P) de dicha máquina (12) de trabajo corriente arriba, que comprende uno o más carriles (22) para hacer avanzar dichos artículos, una segunda sección (B) corriente arriba de dicho primer segmento (A), que comprende una pluralidad de carriles transportadores (30, 32), en un número que excede el de los del primer segmento (A), y un segmento intermedio (C), situado entre dicha primera sección (A) y dicho segundo segmento (B), y que presenta uno o más carriles amovibles (34) para la distribución de los artículos (P) de los carriles de dicho primer segmento (A) a los carriles del segundo segmento (B).
17. El sistema conforme a la reivindicación 16, caracterizado porque dichos medios (R) de detección capaces de detectar el mantenimiento de una condición de movimiento de avance de dichos artículos (P) están proporcionados en dichos carriles amovibles (34) de dicho segmento intermedio (C) de distribución.
18. El sistema conforme a cualquiera de las reivindicaciones precedentes 15 a 17, caracterizado porque dichos medios (R) de detección capaces de detectar el mantenimiento de una condición de movimiento de avance de dichos artículos (P) comprende un rodillo giratorio (52) que tiene una superficie periférica (54) en contacto con los artículos (P) a los que se hace avanzar y medios (56, 58) para detectar el giro de dicho rodillo giratorio (52).
19. El sistema conforme a la reivindicación 18, caracterizado porque dichos medios para detectar el giro de dicho rodillo giratorio (52) en contacto con los artículos (P) comprenden al menos una protuberancia (56) integral con dicho rodillo giratorio (52) de contacto y medios (58) de conmutación, susceptibles de acoplamiento con dicha protuberancia (56) para emitir un impulso eléctrico correspondiente para emitir una señal del giro de dicho rodillo (52).
20. El sistema conforme a cualquiera de las reivindicaciones precedentes 15 a 19, caracterizado porque dichos medios (50) de soporte son ajustables para adaptar la posición de dicho rodillo (52) a las dimensiones de los artículos (P) que van a ser detectados.
21. El sistema conforme a cualquiera de las reivindicaciones precedentes 15 a 20, caracterizado porque los medios (50) para soportar los medios para detectar la condición de movimiento (R) de avance se extienden por encima del carril (34) de transporte correspondiente para colocar dicho rodillo por encima de dichos artículos (P).
22. El sistema conforme a la reivindicación 21, caracterizado porque dichos medios (50) de soporte son ajustables en altura.
23. El sistema conforme a cualquiera de las reivindicaciones precedentes 13 a 22, caracterizado porque comprende medios (S, S') de detección capaces de detectar la presencia de artículos (P) en los carriles (34) de la sección de distribución y en los carriles (30, 32) corriente abajo desde la misma.
24. El sistema conforme a cualquiera de las reivindicaciones precedentes 13 a 23 o conforme a la parte de precaracterización de la reivindicación 13, caracterizado porque se hace avanzar dichos artículos (P) en grupos longitudinales o trenes de artículos.
25. El sistema conforme a la reivindicación 24, en el que se hace avanzar dichos artículos (16) por medio de dicho aparato transportador (10), a lo largo de una trayectoria longitudinal de avance que se extiende comenzando desde una máquina (12) para trabajar dichos artículos situados corriente arriba hasta al menos una máquina (14) para tratar dichos artículos situados corriente abajo, comprendiendo dicho aparato transportador una o más secciones transportadoras (21, 35, 37, 27, 28, 23, 24) para el avance longitudinal de dichos artículos (16), caracterizado porque, para hacer que dichos artículos (16) avancen manteniéndolos agrupados entre sí longitudinalmente, la velocidad de avance en cada una de dichas una o más secciones transportadoras (21, 35, 37, 27, 28, 23, 24), al menos tras el paso de dicho grupo o tren de artículos (16) en cada una de dichas secciones transportadoras (21, 35, 37, 27, 28, 23, 24), es tal que no excede la velocidad de avance a la que se hacen avanzar dichos artículos (16) en la unidad corriente arriba de la misma sección a la que son pasados los artículos (16).
26. El sistema conforme a la reivindicación 25, caracterizado porque se proporcionan medios (39), capaces de imponer la variación de velocidad del transporte en cada una de dichas secciones transportadoras (21, 35, 37, 27, 28, 23, 24), actuando dichos medios (39) de transmisión de órdenes de tal forma que la velocidad de avance de los artículos (16) en cada sección transportadora (21, 35, 37, 27, 28, 23, 24) se hace variar únicamente después de que han sido cargados uno o más grupos o trenes completos de artículos sobre dicha sección (21, 35, 37, 27, 28, 23, 24).
27. El sistema conforme a la reivindicación 25 o 26, en el que entre dichos grupos de artículos (16) alimentados de forma longitudinal y en sucesión mutua por dicha máquina (12) de trabajo corriente arriba hay presente un espacio o distancia longitudinal, caracterizado porque dicho aparato transportador presenta al menos una primera línea transportadora (30) y una segunda línea transportadora (32) destinadas para alimentar distintas máquinas, medios amovibles (34) de distribución capaces de transportar de forma selectiva dichos artículos (16) a cada una de dichas líneas transportadoras (30, 32), y medios (36) para transmitir órdenes a dichos medios transportadores para que se coloquen a sí mismos en correspondencia con una línea transportadora (30, 32) respectiva, y porque dichos medios transportadores (34) y de distribución reciben la orden de colocarse en correspondencia con una línea transportadora (30, 32) respectiva únicamente después de que el grupo de artículos ha sido pasado completamente a la anterior línea transportadora (30, 32).
28. El sistema conforme a la reivindicación 27, caracterizado porque dichos medios para transmitir órdenes a los medios transportadores amovibles comprenden medios (38) de detección colocados en correspondencia con dichos medios amovibles (34) de distribución para indicar, detectar la presencia de dicho espacio vacío entre grupos sucesivos, el paso de un grupo completo de artículos (16), proporcionándose medios (39) de control para ordenar el accionamiento de dichos medios transportadores amovibles (34) comenzando con dicha señal de presencia.
29. El sistema conforme a cualquiera de las reivindicaciones precedentes 25 a 28, caracterizado porque se proporcionan medios (39) de control, capaces de variar la velocidad de suministro de dichos artículos (16) por dicha máquina (12) corriente arriba como una función de al menos una condición de trabajo del aparato transportador (10).
30. El sistema conforme a cualquiera de las reivindicaciones precedentes 27 a 29, caracterizado porque cada una de dichas secciones transportadoras (21, 35, 37, 27, 28, 23, 24) presenta una pluralidad de carriles transportadores paralelos, porque dichos medios amovibles de distribución presentan para cada carril un transportador amovible (34) respectivo, y porque el accionamiento de dichos transportadores amovibles (34) puede ser efectuado de forma simultánea o individual para cada carril transportador.
31. El sistema conforme a cualquiera de las reivindicaciones precedentes 27 a 30, caracterizado porque dichas líneas transportadoras primera (30) y segunda (32) están colocadas una encima de la otra.
32. El sistema conforme a cualquiera de las reivindicaciones precedentes 25 a 31, caracterizado porque cada una de las secciones transportadoras (21, 35, 37, 27, 28, 23, 24) presenta una longitud que excede la longitud del grupo de artículos (16) que está siendo transportado.
33. El sistema conforme a cualquiera de las reivindicaciones precedentes 25 a 32, en el que se proporcionan medios de guía para dichos artículos, comprendiendo dichos medios de guía porciones longitudinales opuestas (42, 44) para el acoplamiento lateral de dichos artículos (16), caracterizado porque dichas porciones (42, 44) de guía están situadas en una posición por debajo de la línea central de dichos artículos (16).
34. El sistema conforme a cualquiera de las reivindicaciones precedentes 25 a 33, caracterizada porque se proporcionan medios (39) de control, que actúan de tal forma que la velocidad de avance de los artículos (16) de las secciones transportadoras individuales (21, 35, 37, 27, 28, 23, 24) varía de forma coordinada con la de las otras secciones transportadoras (21, 35, 37, 27, 28, 23, 24).
Patentes similares o relacionadas:
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento para colocar un clip de botella y dispositivo de empaquetado, del 6 de Mayo de 2020, de KRONES AKTIENGESELLSCHAFT: Procedimiento para combinar y empaquetar un grupo de artículos (4-n, 18-n) de al menos dos artículos , en donde un clip de botella está dispuesto en al menos […]
Procedimiento y dispositivo para evitar envases vacíos, del 29 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para evitar envases vacíos , en el que n ≥ 2 productos alimenticios se cortan al menos parcialmente al mismo tiempo, con un dispositivo de corte en lonchas […]
Método y máquina de envasado en una película extensible de productos alimentados en grupos, del 8 de Abril de 2020, de COLINES S.P.A.: Un método de envasado en una película extensible de grupos de productos que avanzan en pares de productos, que comprende las siguientes etapas: […]
MÁQUINA PARA EL POSICIONAMIENTO AUTOMÁTICO DE OBJETOS, del 19 de Marzo de 2020, de POSIMAT, SA: 1. Máquina para el posicionamiento automático de objetos, que comprende: - al menos un transportador de entrada configurado para transportar una pluralidad […]
Dispositivo de envasado de blíster y procedimiento de envasado de blíster, del 11 de Diciembre de 2019, de JVM Co., Ltd: Dispositivo de envasado de blíster que comprende: un bastidor ; una tolva principal unida al bastidor y configurada para recibir comprimidos; un módulo […]
Aparato de embalaje de medicamentos, del 2 de Octubre de 2019, de JVM Co., Ltd: Un aparato de embalaje de medicamentos , que comprende: una tolva de rotación provista de una pluralidad de espacios de partición (C1-CN), […]
MÁQUINA ENCAJADORA DE ENVASES VERTICALMENTE INESTABLES Y PROCEDIMIENTO DE ENCAJADO DE ENVASES VERTICALMENTE INESTABLES, del 8 de Agosto de 2019, de TAVIL IND S.A.U: La presente invención se refiere a una máquina encajadora de envases verticalmente inestables que comprende unos medios de transporte de los […]