MÉTODO PARA LA PRODUCCIÓN DE PAQUETES DE ROLLOS DE PAPEL DISPUESTOS EN DOS O MÁS FILAS.
Método para la producción de paquetes de rollos de papel en una máquina de empaquetado del tipo que comprende al menos un plano de apoyo adecuado para levantar filas ordenadas de rollos de papel desde una primera posición,
en la cual se reciben los rollos provenientes de máquinas de producción de rollos, hasta una segunda posición, en la cual una hoja de película de plástico se halla estirada transversalmente a la dirección de alimentación de los rollos, los rollos siendo empujados contra dicha hoja de modo que sea envuelta alrededor de la parte superior y los lados de las filas de rollos, y en la cual se accionan plegadores planos horizontales, los cuales adosan las aletas de las hojas a la parte inferior de las filas, el plano de apoyo componiéndose de dos partes móviles, una en el centro de la otra, que pueden ser accionadas por separado para el movimiento de retorno a la posición en que se reciben los rollos, el método incluyendo las etapas operativas de: - avance de los plegadores planos horizontales (15 y 16) hasta que los mismos plegadores estén cerca de la parte móvil externa (14) del plano de apoyo elevador (12), - movimiento de la parte móvil externa (14) del plano de apoyo hacia la posición en la cual se reciben los rollos, - avance de los plegadores planos horizontales (15 y 16) hasta que los mismos plegadores estén dispuestos cerca de la parte móvil central (13) del plano de apoyo elevador (12), - movimiento descendente de la parte móvil central (13) del plano de apoyo por un recorrido igual al espesor de los plegadores planos horizontales (15 y 16), - avance de los plegadores planos horizontales hacia la posición de cierre de la hoja de película de plástico, - movimiento de la parte móvil central del plano de apoyo hacia la posición en la cual se reciben los rollos de papel, el método estando caracterizado por el hecho que también comprende la etapa operativa de parada de la parte móvil central (13) en la posición baja después de la etapa operativa de movimiento descendente de la misma parte móvil central (13) del plano de apoyo por un recorrido igual al espesor de los plegadores planos horizontales (15 y 16) y durante la etapa operativa de avance de los plegadores planos horizontales hacia la posición de cierre de la hoja de película de plástico
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03011616.
Solicitante: TISSUE MACHINERY COMPANY S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA CADRIANO, 19 40057 CADRIANO DI GRANAROLO EMILIA (BO) ITALIA.
Inventor/es: Zagnoni,Cristian.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Mayo de 2003.
Clasificación Internacional de Patentes:
- B65B11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 11/00 Embalaje por envoltura, p. ej. cerrando completa o parcialmente objetos o cantidades de materiales, en cintas, hojas o sobres de material flexible (embalaje de artículos aplicando cintas estrechas o bandas de material flexible B65B 13/00). › para replegar las envolturas en forma de tubo alrededor del contenido.
- B65B25/14D
Clasificación PCT:
- B65B11/10 B65B 11/00 […] › para replegar las envolturas en forma de tubo alrededor del contenido.
- B65B25/14 B65B […] › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de papel u hojas análogas, sobres o periódicos, planos plegados o enrollados.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un método para la producción de paquetes de rollos de papel dispuestos en dos o más filas.
Específica pero no exclusivamente, la presente invención se aplica de manera útil para la producción de paquetes de rollos de papel higiénico dispuestos en cinco filas adyacentes. 5
En la producción de paquetes de rollos, en particular de papel higiénico, actualmente se utilizan máquinas que comprenden planos de apoyo elevadores, que pueden moverse verticalmente desde una posición inferior, en la cual reciben rollos de papel provenientes de máquinas de producción de rollos, hasta una posición superior, en la cual alrededor del grupo de rollos se envuelve una hoja de película de plástico, en particular hecha de politeno, para formar el paquete. 10
Dichos planos de apoyo móviles se componen de dos partes, móviles en relación recíproca, de manera que, cuando hay tres o más filas de rollos, como en el ejemplo exhibido en la figura 1a, el sostén de las filas centrales está dado por la parte central (1) del plano de apoyo, mientras la parte externa (2) del plano de apoyo es retraído a la posición inferior y los plegadores planos horizontales (3 y 4) se introducen debajo de los rollos para unir entre sí las dos aletas de película de plástico (5) y de este modo cerrar el paquete. 15
También la parte central (1) del plano elevador es retraída a la posición en la cual se reciben nuevos rollos, después que las dos extremidades de los plegadores planos horizontales (3 y 4) entran en contacto, durante su movimiento de avance hacia el centro de la estructura, con los rollos en las filas centrales, sosteniéndolos en lugar de dicha parte central del plano elevador.
Sin embargo, si la cantidad de filas de rollos aumenta, como se puede ver en el ejemplo de la figura 1b, se 20 vuelve a presentar el problema de soportar una o varias filas centrales mientras los plegadores planos horizontales avanzan hacia el centro del paquete.
La figura 1b muestra cómo, a menos que en el plano de apoyo elevador se haya incorporado una tercera parte móvil, al menos la fila central de rollos es dejada sin ningún sostén cuando la parte central móvil del elevador se retrae hacia la posición en la cual se reciben los rollos, y, por ende, la estabilidad de la fila central se vuelve muy precaria, 25 puesto que puede ser insuficiente la interacción con las filas adyacentes como consecuencia de la posible interferencia entre los diámetros de los varios rollos.
En los documentos US 4.279.116 y US 5.406.774 se pueden ver ejemplos de método para la producción de paquetes de productos.
En dichos documentos, los productos se colocan sobre un plano de apoyo elevador en correspondencia de un 30 nivel inferior para después ser levantados por el mismo plano de apoyo elevador hasta un nivel superior donde se envuelven, los mismos productos, por medio de plegadores deslizantes.
El objetivo de la presente invención es el de eliminar dicha desventaja, impidiendo al mismo tiempo todo aumento de la complejidad estructural de la máquina con la introducción de otros elementos móviles en el plano de apoyo elevador. 35
Otro objetivo de la presente invención es el de proponer un procedimiento para la producción automática de paquetes de rollos que sea extremadamente racional y fiable. De conformidad con lo anterior, la presente invención satisface dichos objetivos con un método para la producción de paquetes de rollos de papel en una máquina de empaquetado del tipo que comprende al menos un plano de apoyo adecuado para levantar filas ordenadas de rollos de papel desde una primera posición, en la cual se reciben los rollos provenientes de máquinas de producción de rollos, 40 hasta una segunda posición, en la cual una hoja de película de plástico, en particular de politeno, se halla estirada transversalmente a la dirección de avance de los rollos. Las filas de rollos son empujadas contra dicha hoja de manera de provocar la envoltura de la misma hoja alrededor de la parte superior y de las partes laterales de las filas de rollos y los plegadores planos horizontales son accionados para adosar las aletas de la hoja a la parte inferior de las filas. El plano de apoyo está compuesto por dos partes móviles, una en el centro de la otra, que pueden ser accionadas por 45 separado para el movimiento de retorno a la posición en la cual se reciben los rollos, el método estando caracterizado por el hecho que el cierre de la superficie inferior del paquete incluye las etapas operativas de:
- avance de los plegadores planos horizontales hasta que los mismos plegadores estén cerca de la parte móvil externa del plano de apoyo elevador,
- movimiento de la parte móvil externa del plano de apoyo hasta la posición en la cual se reciben los rollos, 50
- avance de los plegadores planos horizontales hasta que los mismos plegadores estén cerca de la parte móvil central del plano de apoyo elevador,
- movimiento descendente de la parte móvil central del plano de apoyo, por un recorrido igual al espesor de los plegadores planos horizontales,
- detención de la parte móvil central en dicha posición baja,
- avance de los plegadores planos horizontales hacia la posición de cierre de la hoja de película de plástico,
- movimiento de la parte móvil central del plano de apoyo hacia la posición en la cual se reciben los rollos de papel.
La parte móvil central del plano elevador se detiene en la posición intermedia hasta que las dos extremidades de los plegadores planos entran en contacto con el rollo inferior de la fila central de rollos. 5
Las dos partes con que se compone el plano de apoyo elevador pueden moverse a diferentes velocidades durante la etapa de retorno hacia la posición en la cual se reciben los rollos. En particular, la parte central, después de dicha detención intermedia, puede moverse con una velocidad que le permite alcanzar la posición en la cual se reciben los rollos prácticamente al mismo tiempo que la parte externa del plano de apoyo y de este modo restablecer la continuidad superficial en el menor tiempo posible. 10
El cierre de la película de plástico de politeno alrededor de las filas de rollos se completa, de manera conocida, con una operación de soldadura de las dos aletas terminales de la misma hoja de película de politeno empleando una barra soldadora presionada contra dichas aletas superpuestas cuando los dos plegadores planos vuelven a sus respectivas posiciones iniciales.
Las ventajas y características del método dado a conocer se ponen de manifiesto con suma claridad a partir de la 15 descripción anterior tanto con respecto a la posibilidad de continuar a usar las máquinas actualmente en servicio, sin cambiar su configuración estructural, como con respecto al mantenimiento de un elevado nivel de productividad horaria asociado con el método.
Las ventajas y características de la presente invención se ponen aún más de manifiesto en la descripción detallada que sigue, con referencia a los dibujos anexos, que ilustran una realización preferente de la presente 20 invención sin limitar el alcance del concepto inventivo, y en los cuales:
- la figura 1a es una vista frontal esquemática de una parte de una máquina para la producción de paquetes de rollos de papel que opera con la máxima cantidad de filas actualmente configurable;
- la figura 1b es una vista frontal esquemática de la parte de la máquina de empaquetado exhibida en la figura 1a que opera, de conformidad con la presente invención, con paquetes de rollos que comprenden una mayor cantidad de filas, 25 y, en particular, cinco filas;
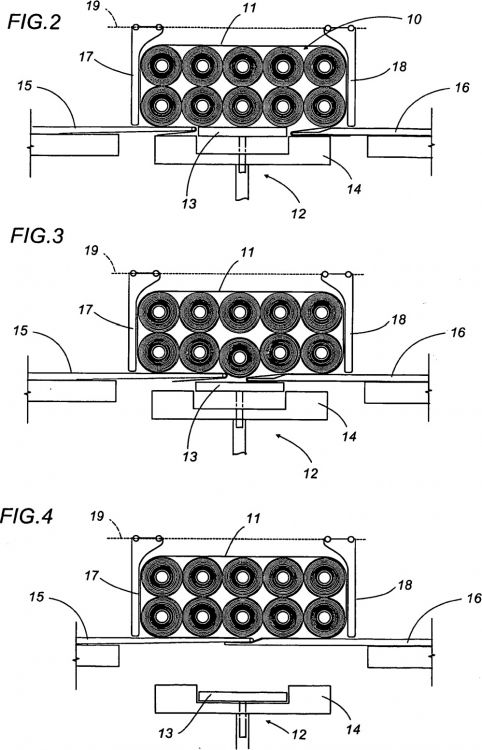
- las figuras 2, 3 y 4 exhiben las diferentes y sucesivas configuraciones asumidas por los elementos de la máquina exhibida en la figura 1b cuando se pone en acto el método según la presente invención.
Con referencia a la figura 1b, el número 10 denota un grupo de rollos de papel, en su totalidad, compuesto por cinco filas, cada fila teniendo dos rollos, exactamente ordenadas en la configuración de empaquetado. 30
La hoja de película de plástico (11) ya ha sido envuelta alrededor de los tres lados del grupo (10), como está exhibido, gracias al movimiento ascendente del grupo aplicado por el plano de apoyo elevador (12). De conformidad con la técnica conocida, el plano de apoyo elevador se compone de dos partes...
Reivindicaciones:
1. Método para la producción de paquetes de rollos de papel en una máquina de empaquetado del tipo que comprende al menos un plano de apoyo adecuado para levantar filas ordenadas de rollos de papel desde una primera posición, en la cual se reciben los rollos provenientes de máquinas de producción de rollos, hasta una segunda posición, 5 en la cual una hoja de película de plástico se halla estirada transversalmente a la dirección de alimentación de los rollos, los rollos siendo empujados contra dicha hoja de modo que sea envuelta alrededor de la parte superior y los lados de las filas de rollos, y en la cual se accionan plegadores planos horizontales, los cuales adosan las aletas de las hojas a la parte inferior de las filas, el plano de apoyo componiéndose de dos partes móviles, una en el centro de la otra, que pueden ser accionadas por separado para el movimiento de retorno a la posición en que se reciben los rollos, el método 10 incluyendo las etapas operativas de:
- avance de los plegadores planos horizontales (15 y 16) hasta que los mismos plegadores estén cerca de la parte móvil externa (14) del plano de apoyo elevador (12),
- movimiento de la parte móvil externa (14) del plano de apoyo hacia la posición en la cual se reciben los rollos,
- avance de los plegadores planos horizontales (15 y 16) hasta que los mismos plegadores estén dispuestos cerca de la 15 parte móvil central (13) del plano de apoyo elevador (12),
- movimiento descendente de la parte móvil central (13) del plano de apoyo por un recorrido igual al espesor de los plegadores planos horizontales (15 y 16),
- avance de los plegadores planos horizontales hacia la posición de cierre de la hoja de película de plástico,
- movimiento de la parte móvil central del plano de apoyo hacia la posición en la cual se reciben los rollos de papel, 20
el método estando caracterizado por el hecho que también comprende la etapa operativa de parada de la parte móvil central (13) en la posición baja después de la etapa operativa de movimiento descendente de la misma parte móvil central (13) del plano de apoyo por un recorrido igual al espesor de los plegadores planos horizontales (15 y 16) y durante la etapa operativa de avance de los plegadores planos horizontales hacia la posición de cierre de la hoja de película de plástico. 25
2. Método para la producción de paquetes de rollos de papel según la reivindicación 1, caracterizado por el hecho que los paquetes se componen de cinco filas de rollos.
3. Método según la precedente reivindicación, caracterizado por el hecho que la parte móvil central (13) del plano elevador (12) se detiene en la posición baja intermedia hasta que las dos extremidades de los plegadores planos (15 y 16) entren en contacto con el rollo inferior de la fila central de rollos. 30
4. Método según la reivindicación 1, caracterizado por el hecho que las dos partes (13 y 14) con que se compone el plano de apoyo elevador (12) avanzan hacia la posición en la cual se reciben los rollos de papel a velocidades diferentes.
5. Método para la producción de paquetes de rollos de papel según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que la producción de paquetes se completa utilizando las adicionales 35 etapas operativas de:
- soldadura de las aletas terminales superpuestas de la hoja de película de plástico (11),
- movimiento del paquete de rollos (10) horizontalmente hacia estaciones operativas adecuadas para cerrar las superficies frontales del mismo paquete plegando automáticamente las aletas (11) de la hoja de película de plástico dispuestas en correspondencia de las superficies frontales. 40
Patentes similares o relacionadas:
Proceso para formar paquetes con una lámina recubierta con una sustancia antideslizante, del 14 de Agosto de 2019, de CIELLE IMBALLAGGI DI TOMMASO LORETO S.r.l: Un proceso para formar un paquete de varios contenedores, que consiste en envolver un conjunto de contenedores, dispuestos de una forma ordenada, por una lámina hecha […]
Aparato para embalar con una película, del 21 de Mayo de 2019, de AETNA GROUP S.P.A.: Aparato de embalaje asociable a una máquina de envasado, de forma específica, una máquina de empaquetado, para embalar con una película hecha de material […]
Sistema de envoltura en máquina de envasado, del 14 de Diciembre de 2018, de BAUMER S.R.L.: Sistema de envoltura para una máquina de envasado del tipo "sleeve" que puede envolver láminas calientes de material de envasado termorretráctil […]
Procedimiento de producción de envases de cinta adhesiva, del 15 de Febrero de 2017, de HISAMITSU PHARMACEUTICAL CO. INC.: Procedimiento para producir un envase de cinta adhesiva sensible a la presión, alojando el envase de cinta adhesiva sensible a la presión una cinta adhesiva sensible a la presión […]
Máquina envolvedora retráctil de proceso en frío para artículos con film extensible y procedimiento relacionado, del 6 de Julio de 2016, de Forpac S.r.l: Una máquina envolvedora con proceso en frío para grupos de artículos con film extensible que comprende: - medios para alimentar el grupo […]
Sistema y procedimiento para activar las características de protección de los artículos de una caja de cartón, del 8 de Junio de 2016, de GRAPHIC PACKAGING INTERNATIONAL, INC.: Sistema para acoplar una serie de características de protección de los artículos de una caja de cartón (C) para estabilizar una serie de artículos (B) en el interior […]
 Embalaje para colchones y aparato para proporcionar el embalaje, del 2 de Julio de 2014, de RESTA S.R.L.: Un embalaje para un colchón (M) que consiste en un envoltorio proporcionado por medio de una lámina de plástico termosellable, comprendiendo […]
Embalaje para colchones y aparato para proporcionar el embalaje, del 2 de Julio de 2014, de RESTA S.R.L.: Un embalaje para un colchón (M) que consiste en un envoltorio proporcionado por medio de una lámina de plástico termosellable, comprendiendo […]
Grupo de suministro de una banda de embalaje a partir de una bobina con un cambio de bobina automático para máquinas de embalaje de objetos, del 18 de Junio de 2014, de A.C.M.I. S.P.A.: Grupo de suministro de una banda de embalaje a partir de bobinas, con un cambio automático de la bobina, para una máquina de embalaje de objetos, que comprende: una […]