METODO Y MAQUINA PARA EMBALAR GRUPOS DE PRODUCTOS DISPUESTOS EN UNA O MAS CAPAS.
Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada,
que, desde una unidad de alimentación o agrupamiento, se mueven a continuación hacia un primer mandril (6) de plegado para ser entregados desde allí envueltos sustancialmente en forma de una "U" girada 90º y abierta por la parte posterior, por una lámina (4) de embalaje que se coloca previamente delante de dicho mandril con posicionamiento vertical, en el que el producto junto con la lámina de embalaje entregados desde dicho mandril (6) son captados directamente y alimentados en fase entre los transportadores motorizados paralelos y horizontales (8, 8'') de un tambor basculante (7), caracterizado porque: posicionados en el interior de dicho tambor basculante están dispuestos dispositivos (9, 9'') de plegado, colocados longitudinalmente, de canto y paralelos entre sí; dichos dispositivos (9, 9'') de plegado guían lateralmente el producto con la lámina de embalaje y pliegan sobre las caras laterales de dicho producto las primeras solapas de dicha lámina de embalaje con plegado vertical (204), proyectándose lateralmente y por la parte anterior en la dirección de alimentación, mientras dichos productos se hacen avanzar a lo largo de dicho tambor basculante por medio de dichos transportadores (8, 8''); y porque es posible actuar sobre productos (P) de formato diferente, manteniendo como referencia fija el plano horizontal ideal sobre el que se desplazan dichos productos en la etapa de embalaje, proporcionándose etapas para variar, de una manera autocentrante, la distancia entre los transportadores (8, 8'') del tambor basculante (7) y para ajustar la posición en altura del eje de rotación (107) de dicho tambor basculante, haciéndose descender o elevándose esta posición respectivamente en el caso de disminución o en el caso de aumento del formato
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000746.
Solicitante: KPL PACKAGING S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA SAN VITALINO, 7,40012 CALDERARA DI RENO (BO).
Inventor/es: CASSOLI, MIRKO, GORRIERI, GIORDANO, CREMONINI,MORENO.
Fecha de Publicación: .
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B65B11/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 11/00 Embalaje por envoltura, p. ej. cerrando completa o parcialmente objetos o cantidades de materiales, en cintas, hojas o sobres de material flexible (embalaje de artículos aplicando cintas estrechas o bandas de material flexible B65B 13/00). › y a continuación formar pliegues de cierre de forma similar en las extremidades opuestas del tubo.
- B65B25/14D
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
- B65B59/00C
Clasificación PCT:
- B65B11/42 B65B 11/00 […] › y a continuación formar pliegues de cierre de forma similar en las extremidades opuestas del tubo.
- B65B25/14 B65B […] › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de papel u hojas análogas, sobres o periódicos, planos plegados o enrollados.
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
Fragmento de la descripción:
Método y máquina para embalar grupos de productos dispuestos en una o más capas.
La presente invención se refiere a un método y a una máquina para embalar grupos de productos dispuestos en una o más capas, por ejemplo, resmas de papel o rollos de toallas para las manos o rollos de papel higiénico. En particular, el método y la máquina en cuestión constituyen una mejora en la construcción y la función del método y la máquina descritos en la solicitud de patente europea nº EP-A-1 227 040, del mismo solicitante, diseñados para embalar resmas de papel, a los que se hace amplia referencia. Esta solicitud de patente prevé la colocación de la resma de papel horizontalmente con la base de la misma, y su alimentación horizontalmente a través de un mandril horizontal posicionado en el que, transversalmente, de canto y verticalmente, está la lámina de embalaje que es paralela al extremo frontal de la resma y que es retenida por encima y por debajo, en los lados horizontales, por pares de cintas de alimentación. Por medio de transportadores inferiores y transportadores laterales con proyecciones de empuje, motorizados adecuadamente, la resma se alimenta a través de dicho mandril horizontal y se entrega desde allí envuelta por la parte anterior y por las caras inferior y superior por la lámina de embalaje que, vista lateralmente, tiene forma de una "U" girada noventa grados y abierta por el extremo posterior en la dirección de alimentación de la resma. La lámina de envoltura se sitúa delante de dicho mandril con una relación adecuada para envolver la cara superior de la resma, sin proyectarse desde la misma, y, en cambio, para envolver la cara inferior de dicha resma y proyectarse de forma posterior desde dicha cara con una parte horizontal de longitud adecuada. Al producirse la entrega desde el mandril de plegado, la resma con la lámina de envoltura queda sustentada y alimentada a la velocidad correcta, por un par de transportadores horizontales, situados recíprocamente uno sobre otro y motorizados, funcionando de canto, lateralmente con respecto a estos últimos, unos dispositivos de plegado para plegar, por las caras laterales de la resma, las solapas con un plegado vertical, anterior con respecto a la dirección de alimentación, y proyectándose lateralmente con respecto a la lámina de envoltura, y, desde dicho par de transportadores, la resma con la lámina de envoltura es alimentada entre los transportadores horizontales, situado uno sobre otro y motorizados a la velocidad correcta, de un tambor basculante, con eje horizontal, provisto internamente de barras transversales fijas contra las cuales se detiene en contacto el extremo anterior de la resma parcialmente enrollada. Después de que la resma ha sido insertada, el tambor gira 180º con respecto a su eje transversalmente a la dirección de alimentación de dicha resma y en la dirección tal que la cara posterior de dicha resma, que no fue envuelta previamente, se sitúa anteriormente con respecto a la futura dirección de alimentación del producto embalado y es envuelta también por la lámina de embalaje que se sigue proyectando por debajo de dicha cara con una porción de la longitud correcta. Las barras transversales internas y fijas del dispositivo basculante, después de la rotación del mismo, se ubican en el extremo inferior de la resma. Los transportadores paralelos del dispositivo basculante se reactivan para expulsar la resma y transferirla en fase entre un par subsiguiente de transportadores motorizados, horizontales y situados recíprocamente uno sobre otro, entre los cuales se completa la envoltura tubular de la resma en la lámina de embalaje y la misma se fija con una línea transversal de cola aplicada a ella, al mismo tiempo que se proporcionan dispositivos de plegado laterales que, en primer lugar, pliegan, en los lados de la resma, las solapas con un plegado vertical, anterior con respecto a la dirección de alimentación, y, a continuación, otros dispositivos de plegado pliegan las solapas laterales con un plegado horizontal, en primer lugar la inferior seguida por la superior, colocándolas sobre las solapas plegadas previamente y entre ellas, mientras medios específicos fijan recíprocamente estas solapas con cola. Después de la expulsión de la resma con la lámina de embalaje, el dispositivo basculante vacío gira 180º para volver a la posición inicial con el fin de recibir una resma subsiguiente con lámina de embalaje.
La presente invención propone el uso de una máquina y un proceso de este tipo para embalar grupos, con forma paralelepipédica, de productos de formato diferente, con láminas de embalaje, con todos los ajustes requeridos por la variación de formato, no contemplados en el documento EP-A-1 227 040, y propone mejoras para una máquina de este tipo con el fin de eliminar el par de transportadores horizontales que recogen el producto y la lámina de embalaje al producirse la entrega desde el primer mandril de envoltura, con dispositivos de plegado que actuaban sobre las primeras solapas laterales de la envoltura con plegado vertical y anterior con respecto a la dirección de alimentación.
El método según la invención se define en la reivindicación 1. En la reivindicación 3 se expone una máquina según la invención.
Según la invención, el grupo de productos entregados desde el primer mandril de envoltura se alimenta directamente entre los transportadores paralelos del dispositivo basculante, en cuyo interior están ubicados los dispositivos de plegado laterales de las primeras solapas verticales de la lámina de envoltura. En la siguiente etapa, el dispositivo basculante gira 180º con respecto a su eje y permanece en esta posición para recibir un grupo subsiguiente de productos con la lámina de embalaje correspondiente y para expulsar simultáneamente el grupo previo de productos con la lámina de embalaje correspondiente, con el fin de eliminar los tiempos de inactividad prolongados de la solución de la técnica anterior, según la cual el dispositivo basculante, en primer lugar, debía descargar la resma del ciclo previo y, a continuación, girar en vacío 180º para volver a la condición requerida para recibir la resma subsiguiente.
Estas y otras características importantes de la nueva máquina y del proceso respecto del funcionamiento, resultarán más evidentes a partir de la siguiente descripción de una forma de realización preferida y de la puesta en práctica de la misma, ilustradas únicamente por medio de un ejemplo no limitativo, en las figuras de los siete dibujos adjuntos, en los que:
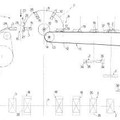
- la Figura 1 es una vista lateral esquemática de la máquina en la condición al inicio del ciclo;
- las Figuras 2, 3, 4 y 5 muestran, esquemáticamente y en alzado lateral, etapas de funcionamiento subsiguientes de la máquina según la Figura 1;
- la Figura 4a es una vista superior esquemática y con partes en sección de uno de los dispositivos de plegado laterales en movimiento que actúan aguas abajo del tambor basculante, mostrado en la etapa de funcionamiento activo;
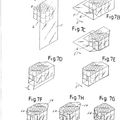
- las Figuras 2a, 3a y 5a ilustran una vista en perspectiva del mismo número de etapas subsiguientes del ciclo para formar el embalaje, tal como se ilustra en las etapas respectivas de la máquina en las Figuras 2, 3 y 5;
- la Figura 5b es una vista en alzado desde el extremo anterior del embalaje en la etapa de sellado transversal, tal como se muestra en las Figuras 5 y 5a;
- las Figuras 6, 7 y 8 ilustran el embalaje en alzado desde el extremo anterior en las últimas etapas para cerrar y fijar las solapas laterales;
- la Figura 9 es una vista en perspectiva del tambor basculante mostrado desde el extremo de entrada del producto a embalar;
- la Figura 10 ilustra el tambor basculante visto en alzado desde el extremo de entrada del producto y con algunas partes en sección;
- las Figuras 11, 12 y 13 ilustran el mismo número de detalles del tambor basculante seccionado respectivamente según las líneas XI-XI, XII-XII y XIII-XIII de la Figura 10;
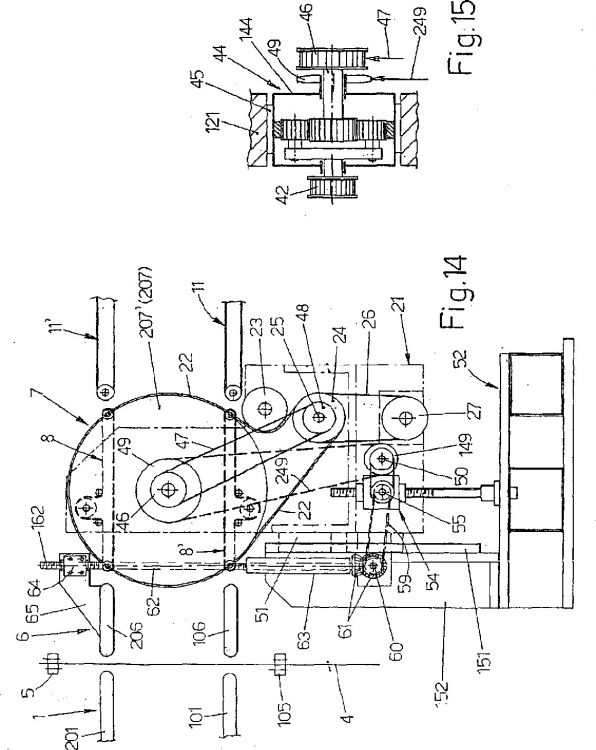
- la Figura 14 ilustra el tambor basculante en alzado lateral y con los medios para ajustar la altura del eje de rotación del mismo cuando el formato del producto a embalar varía;
- la Figura 15 ilustra esquemáticamente un engranaje reductor epicíclico, del tipo usado en los medios de ajuste según las Figuras 12 y 14.
En la siguiente descripción, se detallan la forma de realización y el funcionamiento de la máquina para embalar grupos de rollos de toallas para las manos, aunque sin excluir el uso de la misma máquina para embalar grupos de otros productos, tal como se especificará...
Reivindicaciones:
1. Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada, que, desde una unidad de alimentación o agrupamiento, se mueven a continuación hacia un primer mandril (6) de plegado para ser entregados desde allí envueltos sustancialmente en forma de una "U" girada 90º y abierta por la parte posterior, por una lámina (4) de embalaje que se coloca previamente delante de dicho mandril con posicionamiento vertical, en el que el producto junto con la lámina de embalaje entregados desde dicho mandril (6) son captados directamente y alimentados en fase entre los transportadores motorizados paralelos y horizontales (8, 8') de un tambor basculante (7), caracterizado porque: posicionados en el interior de dicho tambor basculante están dispuestos dispositivos (9, 9') de plegado, colocados longitudinalmente, de canto y paralelos entre sí; dichos dispositivos (9, 9') de plegado guían lateralmente el producto con la lámina de embalaje y pliegan sobre las caras laterales de dicho producto las primeras solapas de dicha lámina de embalaje con plegado vertical (204), proyectándose lateralmente y por la parte anterior en la dirección de alimentación, mientras dichos productos se hacen avanzar a lo largo de dicho tambor basculante por medio de dichos transportadores (8, 8'); y porque es posible actuar sobre productos (P) de formato diferente, manteniendo como referencia fija el plano horizontal ideal sobre el que se desplazan dichos productos en la etapa de embalaje, proporcionándose etapas para variar, de una manera autocentrante, la distancia entre los transportadores (8, 8') del tambor basculante (7) y para ajustar la posición en altura del eje de rotación (107) de dicho tambor basculante, haciéndose descender o elevándose esta posición respectivamente en el caso de disminución o en el caso de aumento del formato.
2. Método según la reivindicación 1, caracterizado porque: después de plegar dichas primeras solapas, dichos transportadores (8, 8') se detienen, dicho tambor basculante (7) se controla para girar cíclicamente 180º, siempre en la misma dirección y siempre cargado con un producto parcialmente embalado, y, después de cada rotación de dicho tambor basculante (7) con respecto a su eje (107) ortogonal a la dirección de alimentación del producto, los transportadores (8, 8') de dicho tambor basculante (7) se reactivan para expulsar el producto con la lámina de embalaje hacia medios que completan el plegado y la fijación de las solapas de dicha lámina (4) de embalaje; y, en la misma etapa, se alimenta entre los transportadores (8, 8') de dicho tambor basculante (7) un producto nuevo con la lámina de embalaje correspondiente descargada directamente desde dicho primer mandril (6) de plegado.
3. Máquina para embalar grupos de productos (P), en particular para la puesta en práctica del método según cualquiera de las reivindicaciones anteriores, que comprende:
caracterizada porque dicho tambor basculante (7) incluye unos dispositivos (9, 9') de plegado dispuestos longitudinalmente y paralelos entre sí entre dichos transportadores, guiando lateralmente dichos dispositivos de plegado el producto con la lámina de embalaje y plegando sobre las caras laterales de dicho producto las primeras solapas de dicha lámina de embalaje con plegado vertical (204), proyectándose lateralmente y por la parte anterior en la dirección de alimentación; estando dispuestos y siendo controlados dichos transportadores (8, 8') y dicho tambor basculante (7) de tal manera que, al final de cada rotación de dicho tambor basculante (7), dichos transportadores (8, 8') se reactivan para expulsar el producto y la lámina de embalaje alimentados previamente y para introducir un nuevo producto con la lámina de embalaje proveniente de dicho primer mandril (6) de plegado en dicho tambor basculante (7); de manera que la distancia entre dichos transportadores (8, 8') es ajustable de una forma autocentrante; y de manera que la posición en altura del eje de rotación (107) de dicho tambor basculante (7) es ajustable al hacer descender o elevar dicho eje en el caso de disminución o aumento del formato de los productos, respectivamente, tal como para actuar sobre productos (P) de formatos diferentes, manteniendo como referencia fija el plano horizontal ideal sobre el que se desplazan dichos productos en la etapa de embalaje.
4. Máquina según la reivindicación 3, caracterizada porque, si se pretende embalar productos que no se pueden comprimir en un nivel considerable, los transportadores (8, 8') del tambor basculante pueden usar cintas con una cesión elástica adecuada y/o montadas sobre medios de suspensión específicos.
5. Máquina según la reivindicación 3, en la que la unidad (1) de alimentación, en la que se forma el grupo de productos (P) situados en una o más capas, comprende una pared inferior (101) que permanece fija, y por lo menos una pared superior (201) que se ajusta en la posición en altura cuando el formato de dicho grupo de productos varía, los cuales, cuando están compuestos por rollos de papel, se colocan preferentemente con el eje de su núcleo en la horizontal o en la vertical y paralelo a la lámina (4) de embalaje en su posición vertical original.
6. Máquina según la reivindicación 3, en la que la placa inferior (101) de la unidad (1) de alimentación en la que está dispuesto el grupo de productos (P) a embalar, está provista de una ranura longitudinal (203) a través de la cual pasa la proyección que conecta el empujador (3) a los medios (103) de traslación correspondientes posicionados debajo de dicha placa y paralelos a dicha ranura.
7. Máquina según la reivindicación 4, en la que el primer mandril (6) de plegado comprende una pared inferior (106) fija y coplanaria con la placa inferior o transportador (101) de la unidad (1) de alimentación y comprende una pared superior o transportador (206) coplanario con la pared superior (201) de dicha unidad de alimentación y que está conectado por medio de un dispositivo de ajuste para ajustar la posición en altura cuando varía el formato de productos a embalar.
8. Máquina según la reivindicación 3, en la que los medios que, en fase correcta, posicionan una lámina (4) de embalaje entre la unidad (1) de alimentación y el primer mandril (6) de plegado comprenden pares de cintas paralelas y motorizadas (5, 105) y otros medios para tomar dicha lámina (4) de embalaje a partir de una tira continua desenrollada de un carrete y comprenden medios de guía para sustentar y mantener dicha lámina de embalaje estirada cuando, en fase correcta, la misma es liberada por dichas cintas y es tirada por el producto (P) a través de dicho primer mandril de plegado.
9. Máquina según la reivindicación 3, en la que los paneles laterales del tambor basculante (7) están formados por ruedas dentadas (207, 207'), idénticas y de gran diámetro, sustentadas giratoriamente por montantes externos de una estructura (21) de soporte en forma de U, y que están motorizadas en fase rígida mediante conexión por medio de cintas dentadas (22) a las poleas dentadas del mismo diámetro (24) de un árbol (25) de sincronización que, con los extremos, está sustentado giratoriamente por dicho armazón (21), junto con un motor correspondiente (27) de accionamiento eléctrico, preferentemente del tipo con control electrónico de velocidad y fase, por ejemplo, un motor sin escobillas.
10. Máquina según la reivindicación 3, en la que fijados en las caras interiores de los paneles laterales (207, 207') del tambor basculante (7), con disposición simétrica en relación al eje de rotación (107) de dicho tambor basculante, se encuentran pares de guías (28, 28') de precisión rectilíneas, sobre las que se deslizan correderas (29, 29') de precisión enterizas con los extremos del armazón plano (108, 108') que sustenta las poleas y cintas situadas lado con lado y en paralelo entre sí, de los transportadores (8, 8') de dicho tambor basculante (7).
11. Máquina según la reivindicación 10, en la que los transportadores (8, 8') del tambor basculante (7) incluyen cintas que son accionadas en torno a poleas enchavetadas en árboles (208, 208') externos a dichos armazones planos (108, 108'), sustentados así giratoriamente y dichos árboles sustentan, enchavetadas en un mismo extremo, poleas dentadas idénticas respectivas (30, 30'), una circundada por el dentado interior y la otra por el dentado exterior de una cinta (31) con doble dentado, que conecta cinemáticamente dichas poleas a una polea (32) posicionada coaxialmente en la cara interior del panel lateral adyacente (207) del tambor basculante y enchavetada en el árbol de un motor eléctrico (33) con control electrónico de velocidad y fase, embridado con el cuerpo del mismo en la cara exterior del montante de la estructura (21) que sustenta giratoriamente a dicho panel lateral (207), disponiéndose que dicha cinta (31) se haga seguir un trayecto sinuoso para ser accionada en torno a otras poleas (34, 35, 35') sustentadas como poleas locas por la cara interior de dicho panel lateral (207) de manera que dicha cinta sea accionada con ramales dobles en torno a dichas poleas (30, 30'), de manera todo ello que cuando tiene lugar la variación autocentrante de la distancia entre transportadores paralelos (8, 8') del tambor basculante (7), estos ramales dobles de la cinta (31) modifican su longitud de una manera inversa, manteniendo siempre correctamente estirada a dicha cinta.
12. Máquina según la reivindicación 10, en la que sustentados giratoriamente en paralelo a dichas guías (28, 28'), con la parte intermedia de las mismas, por dichos paneles laterales (207, 207') del tambor basculante (7), se encuentran pares correspondientes de tornillos con rosca derecha izquierda (36, 36'), que, con los extremos de los mismos, cooperan con cubiertas (37, 37') con tuercas roscadas correspondientes y enterizas con las áreas de esquina extremas de los armazones (108, 108') de los transportadores (8, 8'), disponiéndose que, por medio de conexiones cinemáticas positivas (38, 38'), posicionadas longitudinal y externamente a dichos armazones (108, 108'), las tuercas roscadas de un extremo (36) estén conectadas en fase con las (36') del otro extremo, y disponiéndose que, en el nivel de un panel lateral (207) del tambor basculante (7), las tuercas roscadas extremas del par correspondiente de tornillos (36) se conecten entre sí por medio de un par de accionamientos positivos (39, 39'), que comprenden cajas (139, 139') de engranajes enterizas con los armazones (108, 108') y provistas, cada una de ellas, de un eje de entrada paralelo al eje de rotación (107) del tambor basculante (7) y encaradas al panel lateral adyacente (207'), estando enchavetadas en el mismo poleas dentadas correspondientes del mismo diámetro (40, 40'), en torno a las cuales se acciona, con su dentado opuesto, una cinta con doble dentado (41) que obtiene el movimiento a partir de una polea dentada (42) de control que gira en el eje de rotación del tambor basculante y conectada a medios de ajuste específicos, y, finalmente, disponiéndose que, por medio de poleas locas (43) sustentadas por dicho panel lateral (207') del tambor basculante, se consiga que dicha cinta (41) siga un trayecto sinuoso en el que circunde a dichas poleas principales (40, 40') con ramales dobles, de manera todo ello que, cuando tenga lugar la variación autocentrante de la distancia recíproca entre los armazones (108, 108') de los transportadores (8, 8'), dichos ramales dobles de la cinta (41) modifiquen su longitud de una manera simultánea e inversa, manteniendo invariable la tensión de dicha cinta (41).
13. Máquina según la reivindicación 12, en la que la polea dentada (42) que controla el ajuste de la distancia recíproca de los transportadores (8, 8') del tambor basculante (7), está enchavetada en el árbol de salida de un engranaje reductor epicíclico (44) que, con su cuerpo (144), está montado giratoriamente y coaxialmente en el buje (121) del armazón (21) que sustenta giratoriamente con cojinetes el panel lateral adyacente (207'), disponiéndose que, enchavetada en el árbol de entrada de dicho engranaje reductor (44), se encuentre una polea dentada (46) que, a través de una cinta dentada (47), está conectada a una polea dentada correspondiente (48) enchavetada en el árbol (25) que sincroniza la rotación de los dos paneles laterales (207, 207') del tambor basculante (7), y disponiéndose en el lado de dicha polea (46) de entrada un piñón (49) enchavetado axialmente en el cuerpo del engranaje reductor y conectado, a través de una cadena (249), a un piñón correspondiente (149) enchavetado en un árbol (50) de ajuste que gira en dicho armazón (21) y que se puede hacer que gire con un control manual o con un servocontrol para ajustar la distancia entre los transportadores (8, 8') del tambor basculante (7).
14. Máquina según una o más reivindicaciones 3 a 13, en la que el armazón móvil (21) que sustenta giratoriamente al tambor basculante (7) está montado deslizante verticalmente con grupos de guías y correderas (51, 151) de precisión, en los montantes (152) de una estructura (52) de lecho que está conectada a un miembro transversal por encima de dicho armazón móvil (21) por medio de un par de gatos mecánicos verticales (54) con tornillo-tuerca roscada, sincronizados por una transmisión (55) de accionamiento, que, por medio de otra transmisión (56) de accionamiento positivo, se conecta cinemáticamente a dicho árbol (50) de ajuste, de modo que actuando sobre el mismo es posible ajustar la distancia entre los transportadores (8, 8') del tambor basculante y simultáneamente modificar la posición en altura de dicho tambor basculante (7) para mantener el inferior de dichos transportadores (8, 8') en alineación coplanaria con la placa inferior (106) del primer mandril (6) de plegado.
15. Máquina según la reivindicación 14, en la que la transmisión (55) de accionamiento que sincroniza dichos gatos (54) está conectada por medio de otra transmisión (59) de accionamiento positivo a un árbol (60) de sincronización montado giratoriamente en el armazón móvil (21) y que, a través de acoplamientos (61) de engranaje cónico, hace girar un par de árboles verticales (62) sustentados giratoriamente por casquillos (63) también enterizos con dicho armazón (21), estando provistos superiormente, dichos árboles, de roscas idénticas (162) que cooperan con tuercas roscadas (64) enterizas con ménsulas laterales (65) de soporte de la placa superior (206) de dicho primer mandril (6) de plegado, todo ello de manera que cuando varía la distancia entre los transportadores (8, 8') del tambor basculante (7), también se hace variar automáticamente la distancia de la placa superior (206) de dicho mandril (6) en relación con la placa fija inferior respectiva (106), de forma adecuada para el formato del producto a embalar.
16. Máquina según la reivindicación 15, en la que, entre dicha transmisión (59) de accionamiento y el árbol (60) de sincronización, se proporciona un dispositivo de acoplamiento y desacoplamiento, que se puede hacer funcionar para liberar dicho árbol y prepararlo para una rotación precisa y selectiva, con el fin de adaptar mejor las características dimensionales del primer mandril (6) de plegado a las características del producto (P) a embalar.
17. Máquina según una o más de las reivindicaciones 3 a 16, en la que los dispositivos (9, 9') de plegado laterales que funcionan en el interior del tambor basculante (7), están provistos, en la cara exterior, de pares de barras (109, 109') que se deslizan guiadas y de forma manualmente ajustable en el interior de tubos (209, 209'), fijados con el otro extremo en la cara interior de los paneles laterales (207, 207') de dicho tambor basculante (7).
18. Máquina según una o más de las reivindicaciones 3 a 17, caracterizada porque, en el extremo de descarga del tambor basculante (7), en paralelo y por debajo del transportador inferior de dicho tambor basculante, se proporciona una barra de succión que mantiene longitudinalmente estirada a la última solapa inferior (104) de la lámina de embalaje, de manera que la misma se sitúa correctamente sobre la porción de dicha lámina ya enrollada en torno al producto, mientras el conjunto se descarga del tambor basculante.
19. Máquina según una o más de las reivindicaciones 3 a 18, en la que aguas abajo de y en alineación coplanaria con los transportadores (8, 8') del tambor basculante (7) se proporciona un par de transportadores (11, 11') de cinta horizontales, ajustables según el formato, situados uno sobre otro en paralelo y motorizados para desplazarse con los ramales interiores de los mismos en alejamiento con respecto a dicho tambor basculante y a la misma velocidad que los transportadores (8, 8') de este componente, disponiéndose en el espacio entre dichos transportadores, lateralmente a los mismos y al nivel de dicho tambor basculante (7), con disposición longitudinal, medios (13) de plegado que comprenden una porción (113) más próxima al tambor basculante, guiada y movible horizontalmente bajo la acción de accionadores específicos y que comprenden una porción posterior fija (213), proporcionándose medios de manera que, antes de que se descargue un producto desde el tambor basculante (7), dicha parte móvil (113) de los dispositivos de plegado de aguas abajo (13) se mueve hacia el extremo de los dispositivos (9, 9') de plegado laterales del tambor basculante (7) para posicionarse como un puente y en el exterior de los mismos, con el fin de facilitar la alimentación subsiguiente del producto con la lámina de embalaje durante la etapa para descargarlo desde dicho tambor basculante (7).
20. Máquina según la reivindicación 19, en la que el inferior (11) de dichos transportadores (11, 11') de cinta está provisto, en una parte intermedia, de un espacio transversal definido por el accionamiento de dicha cinta en torno a una pluralidad de rodillos paralelos (14), y, situada transversalmente en dicho espacio, se encuentra una barra (15) de termosellado que se eleva y a continuación se hace descender por medios adecuados para sellar recíprocamente las dos partes superpuestas de la lámina de embalaje termosellable que envuelve al producto en un tubo, usando como contrarrodillo uno de los rollos de papel que forman dicho producto, disponiéndose, para este fin, medios que detienen temporalmente dichos transportadores (11, 11') cuando el producto embalado transportado alcanza la posición correcta en relación con dicha barra de termosellado.
21. Máquina según la reivindicación 20, en la que en los lados de dichos transportadores (11, 11') de cinta están dispuestos dispositivos estáticos (16, 17) de plegado que hacen uso del movimiento de alimentación del producto en la etapa de embalaje para plegar sucesivamente sobre las solapas laterales con plegado vertical, ya plegadas previamente, en primer lugar la solapa lateral inferior con plegado horizontal (304) y a continuación la solapa lateral superior y opuesta (304').
22. Máquina según la reivindicación 21, en la que, aguas abajo de dicho par de transportadores (11, 11') de cinta, se proporciona un transportador (18) de cinta horizontal alineado y coplanario con el inferior (11) de los transportadores de aguas arriba y que se desplaza en la misma dirección y a la misma velocidad, y lateralmente con respecto a dicho transportador (18) se proporciona un par de transportadores paralelos con eje vertical (19) entre los cuales funcionan fuentes (20) de calentamiento para realizar el termosellado de las solapas laterales y superpuestas del embalaje del producto que se retiene y se hace avanzar sin deslizamiento entre este grupo de tres transportadores sincronizados entre sí.
Patentes similares o relacionadas:
Método y máquina para formar una envoltura sellada alrededor de un artículo, del 8 de Enero de 2020, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para formar una envoltura sellada alrededor de un artículo , comprendiendo el método las etapas de: plegar una lámina […]
Procedimiento para el embalaje de productos e instalación de embalaje para la ejecución del procedimiento, del 17 de Agosto de 2016, de Winkler + Dünnebier GmbH: Procedimiento para el embalaje de productos, en particular de productos de higiene, en bolsas de embalaje , en el que, tras la introducción de los productos […]
 Método y máquina para producir un envoltorio estanco alrededor de un producto y envoltorio obtenido utilizando dicho método, del 7 de Junio de 2013, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para producir un envoltorio estanco alrededor de un producto que presenta una pared lateral ydos paredes extremas perpendiculares […]
Método y máquina para producir un envoltorio estanco alrededor de un producto y envoltorio obtenido utilizando dicho método, del 7 de Junio de 2013, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para producir un envoltorio estanco alrededor de un producto que presenta una pared lateral ydos paredes extremas perpendiculares […]
 MÁQUINA Y PROCEDIMIENTO PARA EL EMBALAJE DE GRUPOS DE PRODUCTOS CON UN SISTEMA DE TERMOSELLADO DOBLE, del 24 de Enero de 2011, de KPL PACKAGING S.P.A.: Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F), que comprende: un recorrido de alimentación […]
MÁQUINA Y PROCEDIMIENTO PARA EL EMBALAJE DE GRUPOS DE PRODUCTOS CON UN SISTEMA DE TERMOSELLADO DOBLE, del 24 de Enero de 2011, de KPL PACKAGING S.P.A.: Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F), que comprende: un recorrido de alimentación […]
DISPOSITIVO PARA EMBALAR UN PRODUCTO., del 16 de Marzo de 2007, de INNOPACK S.R.L.: Dispositivo para embalar un producto , tal como una resma de hojas , en una hoja de material de embalaje, siendo el producto y la hoja alimentados al dispositivo […]
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Brazo de manipulación de recipientes, del 20 de Mayo de 2020, de PEPSICO, INC.: Un brazo de manipulación de recipientes para un sistema de llenado de recipientes , que comprende: una pinza posicionada en un extremo distal del brazo […]
Sistema de llenado de recipientes y válvula para el mismo, del 20 de Mayo de 2020, de PEPSICO, INC.: Un sistema de llenado de recipientes , que comprende: un depósito de producto de bebida ; una válvula de llenado de recipiente de bebida […]