MOLDE PARA LA SOLDADURA ALUMINOTERMICA DE RAILES DE FERROCARRIL DE LOS QUE POR LO MENOS UNO ESTA DESGASTADO, PRESENTANDO EL MOLDE UNAS PARTES PROTEGIDAS POR UN REVESTIMIENTO COMPRESIBLE Y UNAS PARTES EXPUESTAS Y RECORTABLES.
Molde para la soldadura aluminotérmica de raíles (2) de ferrocarril mutuamente alineados longitudinalmente,
del tipo que comprende varias piezas (19, 22) de material refractario rígido, susceptibles de ser ensambladas temporalmente alrededor de dos extremos transversales (3) de raíl (2) a soldar definiendo juntas:
- una cavidad de moldeo (25), abierta hacia arriba, dispuesta para recibir por colada un metal de soldadura en estado líquido y que envuelven los dos extremos (3), un intervalo (4) dejado entre ellos y una primera zona (24) de cada raíl (2), inmediatamente próxima al extremo (3) correspondiente, para comunicar una forma determinada al metal de soldadura durante su solidificación,
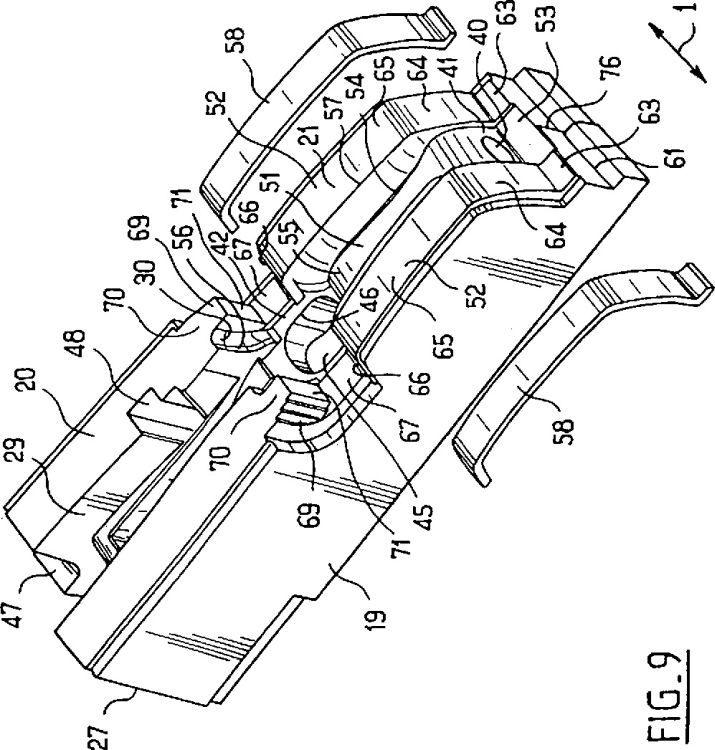
- dos superficies continuas (60, 63 a 68, 71) dispuestas para apoyarse contra una segunda zona (26) de cada raíl (2) inmediatamente próxima a la primera zona (24) de éste, en la parte opuesta al extremo (3) correspondiente con respecto a esta primera zona (24), y que soportan solidariamente un revestimiento compresible (58, 59) de estanqueización de dicho apoyo en contra del metal de soldadura en estado líquido,
caracterizado porque dicho revestimiento compresible (58, 59) está limitado a unas partes (60, 63, 64, 65, 66) de cada superficie de apoyo correspondiente a la parte inferior (9), a los lados (10) y a la parte superior (11) de un patín (8) del raíl (2) correspondiente, a los lados (13) de un alma (12) del raíl correspondiente y a la pare inferior (15) de una cabeza (14) del raíl (2) correspondiente, porque dicho material refractario rígido está directamente expuesto en unas partes (67, 68, 71) de cada superficie de apoyo correspondiente a los lados (17) y a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente, porque cada superficie de apoyo presenta, entre su parte (68, 71) correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente y dicho revestimiento compresible (58) de su parte (66) correspondiente a la parte inferior (15) de la cabeza (14) del raíl (2) correspondiente, en estado comprimido al máximo con referencia a unas condiciones normales de utilización, una separación que es inferior a la separación (h) entre la parte superior (16) y la parte inferior (15) de la cabeza de un raíl (2) nuevo, y porque dicho material refractario rígido se elige o se trata para facilitar su extracción selectiva por lo menos en las partes (68, 71) de cada superficie de apoyo correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente y permitir así una adaptación del molde (6) a unos raíles (2) cuya cabeza (14) está desgastada, con apoyo continuo de dichas superficies de apoyo (60, 63 a 68, 71) a la parte inferior (9), sobre los lados (10) y a la parte superior (11) del patín (8) de los dos raíles (2), sobre los lados (13) del alma (12) de los dos raíles (2) y a la parte inferior (15), sobre los lados (17) y en la parte superior (16) de la cabeza (14) de los dos raíles (2)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07108671.
Solicitante: RAILTECH INTERNATIONAL.
Nacionalidad solicitante: Francia.
Dirección: ZONE INDUSTRIELLE, RUE DU BAS PRE,59590 RAISMES.
Inventor/es: DELCROIX,FREDERIC.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Mayo de 2007.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B22C9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Moldes de arena o moldes análogos para piezas coladas.
- B22C9/22 B22C 9/00 […] › Moldes para piezas de forma particular.
- B23K23/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura aluminotérmica.
- E01B29/46 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 29/00 Colocación, reparación o alzamiento de la vía; Herramientas o máquinas "ad hoc" (E01B 27/00, E01B 31/00 tienen prioridad). › Dispositivos para mantener, colocar en posición o apretar uno contra otro las extremidades de los carriles (ajuste de la unión por desplazamiento de los carriles E01B 29/20).
Clasificación PCT:
- B22C9/02 B22C 9/00 […] › Moldes de arena o moldes análogos para piezas coladas.
- B22C9/22 B22C 9/00 […] › Moldes para piezas de forma particular.
- B22D19/04 B22 […] › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › para empalmar piezas.
- B22D19/10 B22D 19/00 […] › Reparación de objetos deteriorados o defectuosos por el procedimiento de colada (por otros procedimientos B23P 6/04).
- B23K23/00 B23K […] › Soldadura aluminotérmica.
- E01B11/52 E01B […] › E01B 11/00 Uniones de carriles (conexiones eléctricas de los carriles B60M 5/00). › Uniones obtenidas por soldadura aluminotérmica.
- E01B29/44 E01B 29/00 […] › Métodos para efectuar el ensamblaje de los carriles en la vía, p. ej. teniendo en cuenta la temperatura ambiente.
- E01B31/18 E01B […] › E01B 31/00 Trabajo de los carriles, traviesas, placas de apoyo o similares, estando o sin estar colocadas in situ ; Máquinas, herramientas o dispositivos auxiliares especialmente proyectados para ello (caracterizados por particularidades independientes de su uso sobre una vía ensamblada B21, B23 - B25, B27). › Reacondicionamiento o reparación in situ de partes usadas o dañadas, p. ej. aplicación de piezas intercaladas, reconstrucción de carriles por soldadura (E01B 31/04 - E01B 31/12 tienen prioridad ); Calefacción o enfriamiento in situ de las partes, p. ej. para reducir la separación de los empalmes, para endurecer los carriles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Molde para la soldadura aluminotérmica de raíles de ferrocarril de los que por lo menos uno está desgastado, presentando el molde unas partes protegidas por un revestimiento compresible y unas partes expuestas y recortables.
La presente invención se refiere a un molde para la soldadura aluminotérmica de raíles de ferrocarril mutuamente alineados longitudinalmente, del tipo que comprende varias piezas de material refractario rígido, susceptibles de ser ensambladas temporalmente alrededor de dos extremos transversales de raíl a soldar definiendo juntas:
- una cavidad de moldeo, abierta hacia arriba, dispuesta para recibir por colada un metal de soldadura en estado líquido y que envuelve los dos extremos, un intervalo dejado entre ellos y una primera zona de cada raíl, inmediatamente próxima al extremo correspondiente, para comunicar una forma determinada al metal de soldadura durante su solidificación,
- dos superficies continuas dispuestas para apoyarse contra una segunda zona de cada raíl inmediatamente próxima a la primera zona de éste, en la parte opuesta al extremo correspondiente con respecto a esta primera zona, y que soporta solidariamente un revestimiento compresible de estanqueización de dicho apoyo en contra del metal de soldadura en estado líquido (véase, por ejemplo, el documento FR 2 396 620).
Un molde de este tipo es explotado con éxito por el solicitante, desde hace decenios, en un modo de realización en el cual sus piezas, realizadas en arena aglomerada para facilitar su destrucción después de un uso único, están principalmente en número de tres, a razón:
- de dos mitades superiores de molde, aproximadamente idénticas, que constituyen la imagen especular una de la otra con respecto a un plano longitudinal medio común a los dos raíles a ensamblar y que envuelven, por un lado respectivo de estos dos raíles, unas zonas de estos últimos y del intervalo dejado entre ellos que corresponden a la parte superior del patín, al alma, a la parte inferior, a los lados y a la parte superior de la cabeza, y
- de una pieza inferior o de fondo, que presenta la forma general de una placa que completa las dos partes superiores por debajo del patín de los raíles y de la zona correspondiente del intervalo dejado entre ellos.
Estas tres piezas son retenidas entre ellas, alrededor de los raíles a ensamblar, por medio de una carcasa metálica, que es reutilizable.
Desde su aparición, el molde así realizado ha constituido un progreso considerable permitiendo, debido a la presencia del revestimiento compresible de estanqueización, en la práctica un fieltro refractario fijado por medio de una cola refractaria sobre la totalidad de las superficies de apoyo, obtener sin dificultad la estanqueidad de la cavidad en contra de un paso de metal de soldadura en estado líquido limitando en la mayor parte de los casos el recurso al enmasillado, a este fin, a un simple complemento de precaución.
Gracias a la compresibilidad del revestimiento de estanqueización y a una geométrica convenientemente elegida de las superficies de apoyo, se obtiene dicha estanqueidad entre cada superficie y la segunda zona del raíl correspondiente no solamente cuando éste es nuevo, sino también cuando éste presenta un cierto grado de desgaste de su cabeza, a saber generalmente en tanto éste no ha perdido más de tres milímetros por desgaste en el sentido de la altura, que este desgaste se refiera a los dos raíles a soldar o a uno solo de ellos.
A este respecto, se recordará que cuando se sueldan mutuamente dos raíles desgastados de modo diferente, por ejemplo un raíl nuevo y un raíl que ha servido ya, o dos raíles que han servido ya pero presentan unos desgastes diferentes, se vigila alinear de la parte superior de su cabeza, que constituye la superficie de rodadura de los vehículos ferroviarios, desplazando mutuamente, en el sentido de la altura, los patines respectivos y, correlativa, las almas y la parte inferior de la cabeza respectivos, debiendo el término "cabeza" ser entendido en la presente memoria en un sentido amplio que incluye cualquier forma ensanchada de la parte superior de un raíl de ferrocarril, ya se trate de un raíl con perfil Vignole o similar o de un raíl con garganta.
Si, por el contrario, el desgaste de la cabeza de uno, por lo menos, de los raíles es más pronunciado, el revestimiento compresible de estanqueización ya no es capaz de compensarlo, y se utilizan entonces generalmente unos moldes de tipo más antiguo, cuyas superficies de apoyo están desprovistas de revestimiento compresible de estanqueización y por tanto se asegura la estanqueización con respecto a los raíles exclusivamente por enmasillado, con los inconvenientes que resultan de ello en términos de tiempo necesario para la estanqueización conveniente de un molde con respecto a los raíles a soldar, en términos de seguridad en contra de las fugas de metal de soldadura en estado líquido y en términos de calidad de aspecto de los bordes de la soldadura.
El objetivo de la presente invención es evitar estos inconvenientes proponiendo un molde del tipo indicado en el preámbulo que sea susceptible de adaptarse a unos raíles de desgaste más pronunciado, conservando las ventajas de la presencia de revestimiento compresible de estanqueización para asegurar la estanqueidad de las superficies de apoyo con respecto a los raíles.
Con este fin, la presente invención propone un molde del tipo indicado en el preámbulo, en el que dicho revestimiento compresible está limitado a unas partes de cada superficie de apoyo que corresponden a la parte inferior, a los lados y a la parte superior de un patín del raíl correspondiente, a los lados de un alma del raíl correspondiente y a la parte inferior de una cabeza del raíl correspondiente, en el que dicho material refractario rígido está directamente expuesto en unas partes de cada superficie de apoyo que corresponden a los lados y a la parte superior de la cabeza del raíl correspondiente, porque cada superficie de apoyo presenta, entre su parte correspondiente a la parte superior de la cabeza del raíl correspondiente y dicho revestimiento compresible de su parte correspondiente en la parte inferior de la cabeza del raíl correspondiente, en estado comprimido al máximo con referencia a unas condiciones normales de utilización, una separación que es inferior a la distancia (h) entre la parte superior y la parte inferior de la cabeza de un raíl nuevo, y en el que dicho material refractario rígido es elegido o tratado para facilitar su extracción selectiva por lo menos en las partes de cada superficie de apoyo que corresponden a la parte superior de la cabeza del raíl correspondiente y permitir así una adaptación del molde a unos raíles cuya cabeza está desgastada, con apoyo continuo de dicha superficie de apoyo en la parte inferior, sobre los lados y la parte superior del patín de los dos raíles, sobre los lados del alma de los dos raíles y a la parte inferior, sobre los lados y a la parte superior de la cabeza de los dos raíles.
Naturalmente, en un molde según la invención como en un molde del tipo indicado en el preámbulo, tal como es explotado por el solicitante, el material refractario rígido constitutivo de las diferentes piezas del molde puede ventajosamente estar constituido por una arena aglomerada y el revestimiento de estanqueización comprender un fieltro de fibras refractarias ligadas por un ligante refractario, pegado a las piezas constitutivas del molde por medio de una cola refractaria.
Un experto en la materia comprenderá fácilmente que a partir del momento en que se ha dimensionado de forma apropiada la separación entre la parte de cada superficie de apoyo que corresponde a la parte superior de la cabeza del raíl correspondiente y el revestimiento compresible de su parte correspondiente a la parte inferior de la cabeza del raíl correspondiente, con referencia a un estado de compresión máximo de este revestimiento en unas condiciones normales de utilización, se puede fácilmente, mediante la extracción de un espesor elegido del material constitutivo del molde a partir de una o de cada una de las partes de las superficies de apoyo que corresponden a la parte superior de la cabeza de los raíles, adaptar estrechamente esta separación a las dimensiones que la cabeza de cada raíl presente entre su parte superior y su parte inferior, y esto en una gama considerablemente más amplia de posibilidades que los moldes del mismo tipo hasta el presente explotados por el solicitante.
Se podrá observar ciertamente que las partes de las superficies de apoyo que corresponden...
Reivindicaciones:
1. Molde para la soldadura aluminotérmica de raíles (2) de ferrocarril mutuamente alineados longitudinalmente, del tipo que comprende varias piezas (19, 22) de material refractario rígido, susceptibles de ser ensambladas temporalmente alrededor de dos extremos transversales (3) de raíl (2) a soldar definiendo juntas:
- una cavidad de moldeo (25), abierta hacia arriba, dispuesta para recibir por colada un metal de soldadura en estado líquido y que envuelven los dos extremos (3), un intervalo (4) dejado entre ellos y una primera zona (24) de cada raíl (2), inmediatamente próxima al extremo (3) correspondiente, para comunicar una forma determinada al metal de soldadura durante su solidificación,
- dos superficies continuas (60, 63 a 68, 71) dispuestas para apoyarse contra una segunda zona (26) de cada raíl (2) inmediatamente próxima a la primera zona (24) de éste, en la parte opuesta al extremo (3) correspondiente con respecto a esta primera zona (24), y que soportan solidariamente un revestimiento compresible (58, 59) de estanqueización de dicho apoyo en contra del metal de soldadura en estado líquido,
caracterizado porque dicho revestimiento compresible (58, 59) está limitado a unas partes (60, 63, 64, 65, 66) de cada superficie de apoyo correspondiente a la parte inferior (9), a los lados (10) y a la parte superior (11) de un patín (8) del raíl (2) correspondiente, a los lados (13) de un alma (12) del raíl correspondiente y a la pare inferior (15) de una cabeza (14) del raíl (2) correspondiente, porque dicho material refractario rígido está directamente expuesto en unas partes (67, 68, 71) de cada superficie de apoyo correspondiente a los lados (17) y a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente, porque cada superficie de apoyo presenta, entre su parte (68, 71) correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente y dicho revestimiento compresible (58) de su parte (66) correspondiente a la parte inferior (15) de la cabeza (14) del raíl (2) correspondiente, en estado comprimido al máximo con referencia a unas condiciones normales de utilización, una separación que es inferior a la separación (h) entre la parte superior (16) y la parte inferior (15) de la cabeza de un raíl (2) nuevo, y porque dicho material refractario rígido se elige o se trata para facilitar su extracción selectiva por lo menos en las partes (68, 71) de cada superficie de apoyo correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente y permitir así una adaptación del molde (6) a unos raíles (2) cuya cabeza (14) está desgastada, con apoyo continuo de dichas superficies de apoyo (60, 63 a 68, 71) a la parte inferior (9), sobre los lados (10) y a la parte superior (11) del patín (8) de los dos raíles (2), sobre los lados (13) del alma (12) de los dos raíles (2) y a la parte inferior (15), sobre los lados (17) y en la parte superior (16) de la cabeza (14) de los dos raíles (2).
2. Molde según la reivindicación 1, caracterizado porque presenta un adelgazamiento localizado de cada superficie de apoyo en su parte (68, 71) correspondiente a la parte superior (16) de la cabeza del raíl (2) correspondiente.
3. Molde según cualquiera de las reivindicaciones 1 y 2, caracterizado porque comprende unas referencias (68a, 68b, 68c) de extracción selectiva a lo largo de las partes (68, 71) de cada superficie de apoyo correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente.
4. Molde según la reivindicación 3, cuando está subordinada a la reivindicación 2, caracterizado porque dichas referencias (68a, 68b, 68c) están constituidas por unos escalones (68a, 68b, 68c) en dicho adelgazamiento localizado.
5. Molde según cualquiera de las reivindicaciones 1 a 4, caracterizado porque las dos superficies de apoyo (60, 63 a 68, 71) son mutuamente simétricas con respecto a un plano (18) destinado a coincidir por lo menos aproximadamente con un plano transversal medio (18) de simetría entre los dos extremos de raíl (3).
6. Molde según cualquiera de las reivindicaciones 1 a 4, caracterizado porque las partes (67, 68, 71) de las dos superficies de apoyo que corresponden a la parte superior (16) y a los lados (17) de la cabeza (14) de los raíles (2) son mutuamente simétricas con respecto a un plano (18) destinado a coincidir por lo menos aproximadamente con un plano transversal medio (18) de simetría entre los dos extremos de raíl (3) y porque las partes (60, 63, 64, 65, 66) de las superficies de apoyo que corresponden a la parte inferior (9), a los lados (10) y a la parte superior (11) del patín (8), a los lados (13) del alma (12) y a la parte inferior (15) de la cabeza (14) respectivamente a uno y otro lado de dicho plano (18) son mutuamente asimétricas con respecto a éste, por diferencia (H) de separación con respecto a la parte (68, 71) de la superficie de apoyo respectiva correspondiente a la parte superior (16) de la cabeza (14) del raíl (2) correspondiente.
7. Molde según cualquiera de las reivindicaciones 1 a 6, caracterizado porque dichas piezas (19, 22) comprenden dos piezas (19) destinadas a ser colocadas respectivamente a uno y otro lado de cada raíl (2), mutuamente simétricas con respecto a un plano (7) destinado a coincidir por lo menos aproximadamente con un plano longitudinal medio (7) de simetría respectiva de los dos extremos de raíl (3) y constituyen unas partes respectivas (63 a 68, 71) de dichas superficies que corresponden a los lados y a la parte superior (4) del patín (8) de los raíles (2), a los lados (13) del alma (12) y a la parte inferior (15), a los lados (17) y a la parte superior (16) de la cabeza (14) de los raíles (2).
8. Molde según la reivindicación 7, caracterizado porque dichas piezas (19, 22) comprenden una tercera pieza (22) destinada a ser colocada debajo de cada raíl (2) y constituyen unas partes de dichas superficies (60, 63 a 68, 71) que corresponden a la parte inferior (9) del patín (8) de los raíles (2).
9. Molde según cualquiera de las reivindicaciones 1 a 8, caracterizado porque el revestimiento (58, 59) comprende un fieltro de fibras refractarias (19, 22) ligadas por un ligante refractario, pegado a dichas piezas por medio de una cola refractaria.
10. Molde según cualquiera de las reivindicaciones 1 a 9, caracterizado porque dicho material refractario rígido es una arena aglomerada.
Patentes similares o relacionadas:
Método de optimización basado en algoritmo de búsqueda para molde de arena que utiliza una conformación de forma semifinal con una compresión flexible digital, del 22 de Abril de 2020, de Beijing National Innovation Institute of Lightweight Ltd: Método de optimización de conformación semifinal de extrusión flexible digital de molde de arena basado en un algoritmo de búsqueda, comprendiendo el […]
Dispositivo de alimentación, sistema de alimentación y método de moldeo a alta presión, del 26 de Febrero de 2020, de Jinan Shengquan Double Surplus Ceramic Filter Co., Ltd: Un dispositivo de alimentación, caracterizado porque comprende un elemento de localización para conectar con un manguito , y un elemento de desconexión […]
Sistema de alimentación, del 29 de Enero de 2020, de FOSECO INTERNATIONAL LIMITED: Un sistema de alimentación para la fundición de metales, que comprende una camisa de alimentación montada en un cuerpo tubular ; […]
 Método y sistema para fabricar modelos tridimensionales de material pulverulento mediante la adición de capas, del 29 de Enero de 2020, de "Print Cast" Ltd: Un dispositivo de aplicación de material pulverulento para un sistema de fabricación de objetos tridimensionales de material pulverulento mediante la adición […]
Método y sistema para fabricar modelos tridimensionales de material pulverulento mediante la adición de capas, del 29 de Enero de 2020, de "Print Cast" Ltd: Un dispositivo de aplicación de material pulverulento para un sistema de fabricación de objetos tridimensionales de material pulverulento mediante la adición […]
Sistema multicomponente para la producción de moldes y núcleos y procedimientos para la producción de moldes y núcleos, del 1 de Enero de 2020, de ASK Chemicals GmbH: Sistema multicomponente para producir moldes o núcleos, que comprende al menos los siguientes componentes (A), (B) y (F), separados espacialmente uno de […]
 Dispositivo para la colada de hierro fundido en una coquilla, del 31 de Octubre de 2019, de Huppert Engineering GmbH & Co. KG: Dispositivo para la colada de hierro fundido en una coquilla con una coquilla metálica de varias partes que envuelve un molde de arena en cuyo […]
Dispositivo para la colada de hierro fundido en una coquilla, del 31 de Octubre de 2019, de Huppert Engineering GmbH & Co. KG: Dispositivo para la colada de hierro fundido en una coquilla con una coquilla metálica de varias partes que envuelve un molde de arena en cuyo […]
 Procedimiento para fundir piezas de fundición, del 28 de Agosto de 2019, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir piezas de fundición (G), en el que una masa fundida de metal se cuela en un molde de fundición que rodea una cavidad que reproduce la pieza […]
Procedimiento para fundir piezas de fundición, del 28 de Agosto de 2019, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir piezas de fundición (G), en el que una masa fundida de metal se cuela en un molde de fundición que rodea una cavidad que reproduce la pieza […]
Mezcla de material moldeable que contiene resoles y dióxido de silicio amorfo, moldes y núcleos fabricados a partir de ella y procedimiento para su fabricación, del 6 de Febrero de 2019, de ASK Chemicals GmbH: Mezcla de material moldeable para la fabricación de moldes o núcleos, que comprende al menos: a) un material base moldeable refractario, […]