CIP-2021 : B22C 9/22 : Moldes para piezas de forma particular.
CIP-2021 › B › B22 › B22C › B22C 9/00 › B22C 9/22[1] › Moldes para piezas de forma particular.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B).
B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas).
B22C 9/22 · Moldes para piezas de forma particular.
CIP2021: Invenciones publicadas en esta sección.
Fabricación de tejido vascularizado usando moldes bidimensionales microfabricados.
(15/06/2016) Un aparato de preparación de láminas de tejido en el que el aparato comprende múltiples capas de láminas de tejido apiladas y unidas entre sí, en el que cada capa de lámina de tejido comprende un primer armazón polimérico, una membrana semi-permeable y un segundo armazón polimérico, en el que la membrana semi-permeable está dispuesta entre el primer y segundo armazones poliméricos, en el que el primer y segundo armazones poliméricos tienen medios que definen microcanales posicionados hacia la membrana semi-permeable, en el que el primer y segundo armazones poliméricos están unidos entre sí, y en el que cada uno del primer y segundo armazones poliméricos y la membrana semi-permeable comprenden material que es adecuado para la unión y el cultivo de células de animales,
en el que en cada uno del primer y segundo armazones…
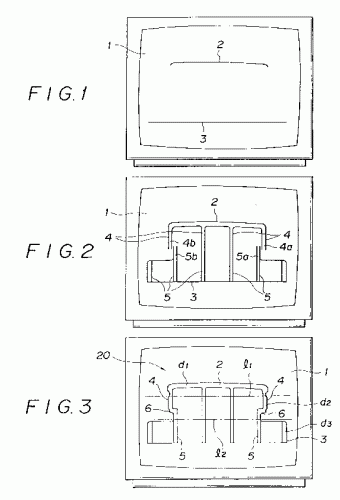
PROCEDIMIENTO DE OBTENCION DE UN DISPOSITIVO DE CUBRIMIENTO, CIERRE YSIMILARES, Y DISPOSITIVO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO.
(10/02/2011) Procedimiento de obtención de un dispositivo de cubrimiento, cierre y similares, y dispositivo obtenido mediante dicho procedimiento.El procedimiento de obtención de un dispositivo de cubrimiento, cierre y similares consiste en realizar las siguientes etapas:a) obtener a la vez un marco y una reja mediante fundición dentro de un mismo molde, de modo que, en la posición de moldeo, la reja quede formada dentro del marco con sus apoyos desplazados con respecto a los encajes complementarios del marco , y en una posición girada con respecto a su posición de uso;b) desmoldear el marco y la reja ; yc) girar la reja para montarla sobre el marco haciendo coincidir sus apoyos sobre los encajes complementarios del marco en la posición de uso
MOLDE PARA LA SOLDADURA ALUMINOTERMICA DE RAILES DE FERROCARRIL DE LOS QUE POR LO MENOS UNO ESTA DESGASTADO, PRESENTANDO EL MOLDE UNAS PARTES PROTEGIDAS POR UN REVESTIMIENTO COMPRESIBLE Y UNAS PARTES EXPUESTAS Y RECORTABLES.
(15/02/2010) Molde para la soldadura aluminotérmica de raíles de ferrocarril mutuamente alineados longitudinalmente, del tipo que comprende varias piezas de material refractario rígido, susceptibles de ser ensambladas temporalmente alrededor de dos extremos transversales de raíl a soldar definiendo juntas:
- una cavidad de moldeo , abierta hacia arriba, dispuesta para recibir por colada un metal de soldadura en estado líquido y que envuelven los dos extremos , un intervalo dejado entre ellos y una primera zona de cada raíl , inmediatamente próxima al extremo correspondiente, para comunicar una forma determinada al metal de soldadura durante su solidificación,
- dos superficies continuas (60, 63 a 68, 71) dispuestas para apoyarse contra una segunda zona de cada raíl inmediatamente próxima…
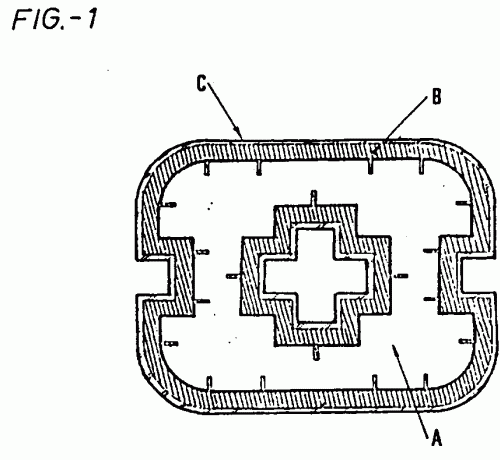
NOYO PARA LA OBTENCION DE UN GRIFO TERMOSTATICO.
(01/06/2005) 1. Noyo para la obtención de un grifo termostático, que siendo de los obtenidos por inyección de arena en una caja de moldeo, se caracteriza porque está constituido por un cuerpo monopieza , a partir del cual se obtiene, mediante colada del metal en el respectivo molde, el cuerpo del grifo termostático sin complementos adicionales, presentando dicho cuerpo monopieza del noyo una configuración general cilíndrica con dos tramos cilíndricos extremos (2 y 3) mediante los que se establecen, en el cuerpo del grifo obtenido , sendos alojamientos (15 y 16) para el montaje de los mandos de regulación de temperatura del agua y de apertura/cierre, distribución y regulación del caudal de dicho agua; presentando entre dichos tramos extremos cilíndricos (2 y 3) una parte central…
(16/08/1999) 1. LINGOTON PERFECCIONADO, OBTENIDO MEDIANTE OPERACIONES TRADICIONALES DE FUNCION Y MOLDEO A PARTIR DE MATERIALES METALICOS APROPIADOS, QUE SE CARACTERIZA PORQUE, EN SU CONCEPCION ENERAL, ADOPTA FORMA DE CUERPO TRONCOPIRAMIDAL INVERTIDO, DE BASES RECTANGULARES, DE MODO QUE POR LA BASE MENOR SE HA DOTADO DE UN PAR DE PROYECCIONES POSICIONADAS TRANSVERSALMENTE AL EJE MAYOR DEL LINGOTON, EN POSICIONES PREFERENTEMENTE SIMETRICAS CON RESPECTO AL PLANO CENTRAL, QUE SIGUEN LA MISMA FORMA TRONCOPIRAMIDAL DEL CUERPO , VENTAJOSAMENTE SEPARADAS ENTRE SI POR UNA DISTANCIA PREDETERMINADA, Y SEPARADAS TAMBIEN DEL BORDE TRANSVERSAL RESPECTIVO PARA DEJAR UNA ZONA POR CADA LADO, PRESENTANDO CADA PROYECCION CITADA UNA ALTURA DETERMINADA CON EL FIN DE SERVIR COMO MEDIO DE APOYO SOBRE LA BASE CORRESPONDIENTE Y MANTENER EL CUERPO A UNA DISTANCIA…
(16/08/1999) 1. LINGOTE MEJORADO, OBTENIDO CON TECNICAS CONVENCIONALES DE FUNDICION Y MOLDEO A PARTIR DE UN MATERIAL METALICO APRPIADO, QUE SE CARACTERIZA PORQUE ADOPTA, EN GENERAL, FORMA DE CUERPO TRONCOPIRAMIDAL, PREFERENTEMENTE DE BASES RECTANGULARES, CON ARISTAS REDONDEADAS, EN EL QUE SE HAN PRACTICADO UN PAR DE VACIADOS O REBAJES EN DIRECCION TRANSVERSAL AL EJE MAYOR DEL LINGOTE, EN POSICIONES SIMETRICAS CON RESPECTO A UN PLANO CENTRAL, DE PERFIL TRAPECIAL Y DE DIMENSIONES APROPIADAS, QUE DAN LUGAR A LA FORMACION DE TRES PORCIONES ELEVADAS, UNA CENTRAL Y DOS EXTREMAS QUE SEPARAN A DICHOS REBAJES ENTRE SI Y RESPECTO DE LOS BORDES TRANSVERSALES RESPECTIVOS OPUESTOS. 2. LINGOTE MEJORADO SEGUN LA REIVINDICACION 1, QUE SE CARACTERIZA PORQUE CADA UNA DE LAS MENCIONADAS PORCIONES ELEVADAS EXTREMAS PRESENTA UN ORIFICIO PASANTE, DE FORMA GENERAL…
PIEZA DE FUNDICION PROVISTA DE UNA PARTE DESFONDABLE.
(16/08/1992). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: HAUER, JEAN-CLAUDE, PERCEBOIS, ALAIN.
SE TRATA DE UNA PIEZA DE FUNDICION COMPORTANDO UN CUERPO TENIENDO UNA PARED PROVISTA DE AL MENOS UNA PASTILLA DESFONDABLE POR PERCUSION DE MANERA A PRACTICAR UNA APERTURA A TRAVES DE DICHA PARED EN EL LUGAR DE DICHA PASTILLA . LA PASTILLA ES SOLIDARIA DE UNA ZONA RESISTENTE DE LA PARED DEL CUERPO POR EL INTERMEDIARIO DE UNA ZONA FRANGIBLE RODEADA POR DICHA ZONA RESISTENTE , LA SECCION DE ESTA ZONA FRANGIBLE , RELACIONANDO LA PASTILLA A LA ZONA RESISTENTE Y REFERENTE A LA SECCION DE LA PASTILLA . LA PASTILLA ESTA POR OTRA PARTE ENTERAMENTE SITUADA AL EXTERIOR DEL ESPACIO DEFINIDO POR LOS DOS PLANOS P1 Y P2 ENTRE LOS CUALES SE INSCRIBE LA ZONA RESISTENTE.
METODO DE PRODUCIR UNA PLANTILLA PARA MOLDEAR PIEZAS FUNDIDAS.
(01/09/1990). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: NAMBA, TAKAOKI, KAMADA, TERUO.
METODO DE PRODUCIR UNA PLANTILLA PARA MOLDEAR PIEZAS FUNDIDAS. SE PRODUCE UNA PLANTILLA PARA MOLDEAR UN TROQUEL QUE TIENE UN PANEL CONFIGURADOR Y UN PANEL DE UNION, DIBUJANDO UNA PRIMERA FIGURA DE NERVIOS QUE SE EXTIENDEN DESDE EL PANEL CONFIGURADOR DEL TROQUEL SOBRE LA BASE DE LOS DATOS DE LA FIGURA DE LA CONFIGURACION QUE SE INTRODUCEN MANUALMENTE O MEDIANTE TRANSFERENCIA DE DATOS EN UN SISTEMA DE DISEÑO ASISTIDO POR ORDENADOR, BASADOS EN LA CONFIGURACION DE UN PRODUCTO; DIBUJANDO UNA SEGUNDA FIGURA DE NERVIOS QUE SE EXTIENDEN DESDE EL PANEL DE UNION DEL TROQUEL, TENIENDO PRESENTE LA RELACION CON UNA PRENSA QUE INCORPORA EL TROQUEL, Y UNIENDO LAS FIGURAS DE NERVIOS PRIMERA Y SEGUNDA UNA CON OTRA, DIBUJANDO ASI LA FIGURA COMPLETA DEL TROQUEL.
PROCEDIMIENTO PARA LA ELABORACION DE MODELOS PARA FUNDICION.
(01/07/1989). Ver ilustración. Solicitante/s: A. BALLESTERO Y CIA., S.A.
ESTE PROCEDIMIENTO SE INICIA CON LA OBTENCION DE UN NUCLEO A BASE DE UN MATERIAL COMUN Y DE BAJO COSTO, COMO POR EJEMPLO MADERA O RESINAS AUTOFRAGUANTES, CON UNA SILUETA ACORDE CON LA DE LA PIEZA A OBTENER. ESTE NUCLEO ES RECUBIERTO, POR PROYECCION METALICA, MEDIANTE UNA CAPA DE ALEACION ZINC-ESTAÑO, Y OPCIONALMENTE SOBRE ESTA CAPA METALICA BLANDA SE APLICA OTRA CAPA METALICA DURA, COMO POR EJEMPLO DE NIQUEL, MEDIANTE UN BAÑO QUIMICO NO ELECTROLITICO O POR CUALQUIER OTRO METODO CONVENCIONAL DE METALIZACION DE SUPERFICIES.
NUCLEO DE MOLDE PARA PIEZAS DE FUNDICION.
(01/04/1988). Solicitante/s: TRW PLEUGER UNTERWASSERPUMPEN GMBH. Inventor/es: SCHWEN, JURGEN, BELSDORF, MANFRED, VAZQUEZ, BENITO.
SE PRESENTA LA DESCRIPCION DE UN NUCLEO DE MOLDE PARA PIEZAS DE FUNDICION COMPLICADAS, CON SUPERFICIES ALABEADAS, FUNDAMENTALMENTE, HELICES Y TURBINAS PARA MAQUINAS DE BOMBEO PROVISTAS DE PALETAS ALABEADAS, SIGUIENDO UN PROCEDIMIENTO MUCHO MAS SIMPLE QUE LOS USUALES EN LA ACTUALIDAD PARA LA FABRICACION DE ESTAS PIEZAS, QUE PROPORCIONA UNA ELEVADA PRECISION DE DIMENSIONES. PARA ELLO SE RECURRE A UN NUCLEO DIVIDIDO EN DOS PARTES ACOPLABLES ENTRE SI, CON SUPERFICIES ALINEADAS RESPECTO AL EJE. DE APLICACION EN LA FABRICACION DE PIEZAS DE FUNDICIONCOMPLICADAS.
MOLDE DE CERAMICA PERFECCIONADO.
(01/08/1986) Molde de cerámica perfeccionado, caracterizado porque el diedro de solidificación se origina para moverse progresivamente a través del metal fundido, y comprende: a) una sección de comienzo para contener una parte del metal fundido en el cual se inicia primeramente un diedro de solidificación; b) una sección de artículo conformada para definir el artículo monocristal deseado; y c) una sección selectora que conecta la sección de comienzo con la sección de artículo para originar el progreso del diedro de solidificación desde la sección de comienzo hacia la sección de artículo para tener la característica monocristal deseada, conteniendo la sección selectora un paso…
DISPOSICION PERFECCIONADA PARA LA INYECCION DE ALUMINIO SOBRE TUBO DE ALUMINIO.
(16/09/1983). Solicitante/s: FUNDICIONES SANTANDERINAS, S.L. (FUNSAN, S.L.).
Disposición perfeccionada para la inyección de aluminio sobre tubo de aluminio, que partiendo de un tubo de aluminio recocido que oportunamente se posiciona entre las partes que constituyen el molde de inyección y cuyo tubo, para evitar su deformación y la fuga de aluminio fundido, tiene su extremo obturado por un tapón metálico, esencialmente se caracteriza porque sobre el tubo de aluminio recocido y aun a distancia de su extremo que será función de las caracteristicas de la pieza a inyectar, se dispone libremente un anillo de plástico de alta temperatura de fusión, procediéndose a la inyección del aluminio sobre el tubo de aluminio y, por tanto, sobre el anillo dispuesto sobre el mismo, de forma que el anillo de plástico queda embebido en la masa de aluminio fundido, pero con la particularidad de que el anillo se habrá transformado en una junta de hermetización a la vez que habrá conformado su propio alojamiento en la pieza de aluminio inyectado durante la fase de enfriamiento.
METODO DE FABRICACION DE UN BASTIDOR PARA TAPA DE REGISTRO.
(01/01/1983). Solicitante/s: THE DOVER ENGINEERING WORKS LIMITED.
METODO DE FABRICACION DE BASTIDOR PARA TAPA DE REGISTRO. CONSISTE EN FORMAR UNA CAVIDAD DE MOLDE QUE TIENE LA CONFIGURACION DESEADA DEL BASTIDOR, UTILIZAR UNA TAPA DE REGISTRO PARA DEFINIR UNA PARTE DE LA CAVIDAD DEL MOLDE, E INTRODUCIR UN MATERIAL ENDURECIBLE EN ESTADO FLUIDO EN EL INTERIOR DE LA CAVIDAD DEL MOLDE DE TAL MANERA QUE CONSTITUYA EL BASTIDOR UNA VEZ SOLIDIFICADO, CON UN CONTORNO ADAPTADO A AQUELLAS REGIONES DE LA TAPA DE REGISTRO QUE DEFINEN DICHA PARTE DE LA CAVIDAD DEL MOLDE.
PERFECCIONAMIENTOS EN LA INYECCION DE PIEZAS CON ORIFICIOS TRANSVERSALES A LA APERTURA DE MOLDE.
(16/11/1979). Solicitante/s: SANCHEZ CASADEVALL,ENRIQUE.
DISPOSITIVO PARA LA APERTURA DE LOS MOLDES EN LA INYECCION DE PIEZAS CON ORIFICIOS TRANSVERSALES A LA APERTURA DE MOLDE. CONSISTE EN DISPONER CADA PARTE DEL MOLDE UNA SERIE DE PUNZONES QUE ENCAJAN UNOS EN OTROS. ESTOS PUNZONES DETERMINAN EN LA PIEZA INYECTADA SENDAS ALINEACIONES DE ORIFICIO, UNA POR CADA CARA. ESTOS ORIFICIOS, CUADRANGULARES O CILINDRICOS, SON CIEGOS Y DE FONDO PLANO, EN UNA DE LAS CARAS, LOS ORIFICIOS ESTAN DESPLAZADOS. UNA DE LAS ALINEACIONES DE PUNZONES ESTA PROVISTA OPTATIVAMENTE DE UNA PLURALIDAD DE CARTELAS ALINEADAS, CUYO BORDE COINCIDE CON EL FRENTE DE LOS PUNZONES DE ALINEACION OPUESTA DETERMINANDO UNA GARGANTA LONGITUDINAL DISCONTINUA. EL DESMOLDEO DE LOS PUNZONES DETERMINA EN LA PIEZA UN ORIFICIO TRANSVERSAL, CUYA SECCION DEPENDE DE LA PROFUNDIDAD DE LOS PUNZONES.
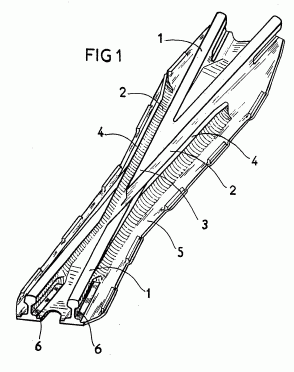
PERFECCIONAMIENTOS EN EL MOLDEO DE CORAZONES DE CRUCE PARA APARATOS DE VIAS.
(01/04/1979). Ver ilustración. Solicitante/s: CREUSOT-LOIRE.
Perfeccionamiento en el moldeo de corazones de cruce para aparatos de vías, incluyendo el corazón de cruce variados inferiores y alojamientos de embridado en el extremo de las ramas de empalme, a partir de un modelo, y por colada de metal entre una impronta hueca del modelo formada en la arena de un chasis "inferior" y una impronta en relieve en arena en un chasis "superior".
APARATO PARA LA FUNDICION DE CILINDROS COMPUESTOS, CON SUPERFICIE DURA Y NUCLEO BLANDO.
(16/07/1977). Solicitante/s: FUNDICION NODULAR, S. A.
Resumen no disponible.
UN METODO DE FABRICAR MATRICES COLADAS DE METAL FERRICO.
(16/12/1976) Un método de fabricar matrices coladas de metal férrico que comprende las operaciones de colar una matriz inicial de metal no férrico contra un modelo metálico básico en un molde , teniendo el metal de dicho modelo básico un punto de fusión sustancialmente no menor que el del metal de colada no férrico de la matriz inicial , precalentándose dicho modelo básico y recubriéndose con material refractario inmediatamente antes de dicha colada de la matriz inicial , mientras que al colar esta última se introduce el metal no fé3rrico en el molde y contra el modelo básico precalentado y recubierto a una temperatura por debajo del punto de solidificación normal del metal de colada…
MACHO PERFECCIONADO PARA LA FUNDICION SIMULTANEA DE PIEZAS DIFERENTES.
(01/12/1975). Solicitante/s: FERNANDES BATALHA Y CAETANO ESPINOSA,M. Y E.
Macho perfeccionado para la fundición simultánea de piezas diferentes;caracterizado por estar constituido por un macho de contorno circular construidos en dos medios en el que por las caras exteriores lleva labrado el contorno de un tipo de pieza a fundir y por la cara interior de cada una de no de otra pieza diferente a las exteriores, esta segunda pieza es necesario la aportación de otro macho suplementario que limite el contorno interior de la pieza a fundir.
{kind=link}
{kind=link}
{kind=link}