MOLDE DE FUNDICION POR INYECCION CON CONTADOR ELECTRONICO.
Molde de fundición por inyección con al menos dos semimoldes (1,
2), al menos uno (1) de los cuales es móvil con relación al otro (2) para abrir y cerrar el molde de fundición por inyección, y con un dispositivo de recuento, que presenta un contador electrónico (4a), que detecta por medio de un actuador (3a) y de un primer elemento sensor (3b), que emite una señal a través de la acción del actuador (3a), el número de los procesos de cierre del molde de fundición por inyección, en el que el primer elemento sensor (3b) está dispuesto en una primera carcasa (3) y el contador (4a) está dispuesto fuera de la primera carcasa (3) y está conectado con el elemento sensor (3b) a través de una línea eléctrica (5), caracterizado porque está presente un elemento de supervisión (6), por medio del cual se puede detectar una separación de la unión entre el elemento sensor (3b) y el contador (4a)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06014627.
Solicitante: OTTO MANNER INNOVATION GMBH.
Nacionalidad solicitante: Alemania.
Dirección: UNTER GEREUTH 9-11,79353 BAHLINGEN.
Inventor/es: MANNER, HANS PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Julio de 2006.
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C45/17 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C45/76 B29C 45/00 […] › Medida, control o regulación.
Clasificación PCT:
- B29C45/17 B29C 45/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C45/76 B29C 45/00 […] › Medida, control o regulación.
- G06M1/00 FISICA. › G06 CALCULO; CONTEO. › G06M MECANISMOS CONTADORES; COMPUTO DE OBJETOS NO PREVISTOS EN OTRO LUGAR (cómputo por medida del volumen o del peso de artículos a contar G01F, G01G; adaptación de contadores a contadores de electricidad en el sentido de disposiciones electromecánicas para la medida de la integral en el tiempo de una potencia o de una corriente eléctricas G01R 11/16; computadores G06C - G06J; cómputo de impulsiones eléctricas H03K; cómputo de caracteres, palabras o mensajes durante la conmutación de redes para la transmisión de información digital H04L 12/08; disposiciones de cómputo en los sistemas telefónicos H04M 15/00). › Características de orden general.
- G07C3/10 G […] › G07 DISPOSITIVOS DE CONTROL. › G07C APARATOS DE CONTROL DE HORARIOS O DE ASISTENCIA; REGISTRO O INDICACION DEL FUNCIONAMIENTO DE LAS MAQUINAS; PRODUCCION DE NUMEROS AL AZAR; APARATOS PARA VOTAR O APARATOS DE LOTERIA; DISPOSICIONES, SISTEMAS O APARATOS PARA CONTROLES NO PREVISTOS EN OTRO LUGAR. › G07C 3/00 Registro o indicación del estado o del funcionamiento de máquinas o de otros aparatos con la exclusión de vehículos. › que utilizan medios de cómputo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Molde de fundición por inyección con contador electrónico.
La invención se refiere a un molde de fundición por inyección de acuerdo con el preámbulo de la reivindicación 1, con al menos dos semimoldes, al menos uno de los cuales es móvil con relación al otro para abrir y cerrar el molde de fundición por inyección, y con un dispositivo de recuento, que presenta un contador electrónico, que detecta por medio de un actuador y de un primer elemento sensor, que emite una señal a través de la acción del actuador, el número de los procesos de cierre del molde de fundición por inyección, en el que el primer elemento sensor está dispuesto en una primera carcasa y el contador está dispuesto fuera de la primera carcasa y está conectado con el elemento sensor a través de una línea eléctrica.
Se conoce a partir del documento US-B-6377649 un molde de fundición por inyección de este tipo.
El problema de la invención es configurar un molde de fundición por inyección del tipo mencionado al principio, de tal manera que el dispositivo de recuento detecta procesos de cierre del molde de fundición por inyección con alta fiabilidad.
La solución de este problema se obtiene a partir de las características de la parte de caracterización de la reivindicación 1. Los desarrollos ventajosos de la invención se deducen a partir de las reivindicaciones dependientes.
De acuerdo con la invención, un molde de fundición por inyección del tipo mencionado al principio se caracteriza porque está presente un elemento de supervisión, por medio del cual se puede detectar una separación de la unión entre el elemento sensor y el contador.
Puesto que el primer elemento sensor está dispuesto en una primera carcasa y el contador está dispuesto fuera de la primera carcasa, se puede configurar la primera carcasa muy pequeña. De esta manera, sobresale solamente en una medida reducida desde la mitad respectiva del molde. Por lo tanto, es muy reducido el peligro de un daño.
A través de la forma de construcción muy pequeña de la primera carcasa existe la posibilidad de que se pueda disponer en una escotadura presente, dado el caso, en la mitad respectiva del molde. Especialmente existe la posibilidad de configurar la primera carcasa de manera correspondiente a la carcasa de un contador mecánico dispuesto, por ejemplo, en la escotadura de la mitad respectiva del molde, con lo que se puede sustituir el contador mecánico sin problemas por un dispositivo de recuento de acuerdo con la invención. Esto es muy ventajoso, puesto que con ello se pueden reequipar sin problemas posteriormente moldes de fundición por inyección ya presentes configurados de forma correspondiente.
Se ha revelado como muy ventajosa una forma de realización de la invención, en la que el actuador está dispuesto en la primera carcasa. De esta manera se simplifica en gran medida la forma de construcción del dispositivo de recuento. Solamente está presente todavía un elemento, que contiene el actuador y el primer elemento sensor. Esto simplifica en gran medida el montaje del dispositivo de recuento o bien una sustitución, dado el caso necesaria, del dispositivo de recuento, puesto que solamente tiene que estar dispuesto todavía un elemento en la mitad respectiva del molde.
En otra forma de realización especial de la invención está previsto que en la primera carcasa esté dispuesto otro elemento sensor, que está conectado a través de una línea eléctrica con una unidad de evaluación, que está dispuesta fuera de la primera carcasa. De esta manera, se pueden detectar de forma sencilla otros parámetros del molde de fundición por inyección como por ejemplo la temperatura o la presión.
Puesto que el otro elemento sensor está separado de la unidad de evaluación, puede estar configurado muy pequeño, de manera que se puede disponer sin problemas en la primera carcasa.
La conexión del otro elemento sensor con la unidad de evaluación se puede realizar, en determinadas circunstancias, a través de la misma línea eléctrica, por medio de la cual el primer elemento sensor está conectado con el contador electrónico. Si las líneas eléctricas están configuradas como conexiones de cable los cables respectivos se pueden conducir en paralelo o bien se pueden conducir en una envolvente común. No obstante, también es posible utilizar otras líneas eléctricas conocidas en el campo de la transmisión de datos. Así, por ejemplo, la línea eléctrica podría estar configurada como trayectoria de radio y/o la transmisión de datos se podría realizar por medio de una llamada conexión de BUS.
De acuerdo con la invención, está presente un elemento de supervisión, por medio del cual se puede detectar la duración de la separación de la unión entre el primer elemento sensor y el contador y/o la duración de una separación de la unión entre el otro elemento sensor y la unidad de evaluación. De esta manera se puede impedir que se interrumpa de manera inadvertida, por ejemplo, la unión del contador con el elemento sensor, con lo que no se detectarían los procesos de cierre del molde de fundición por inyección que se realizan en tal fase.
A continuación se explican en detalle ejemplos de realización de la invención con la ayuda del dibujo. En este caso:
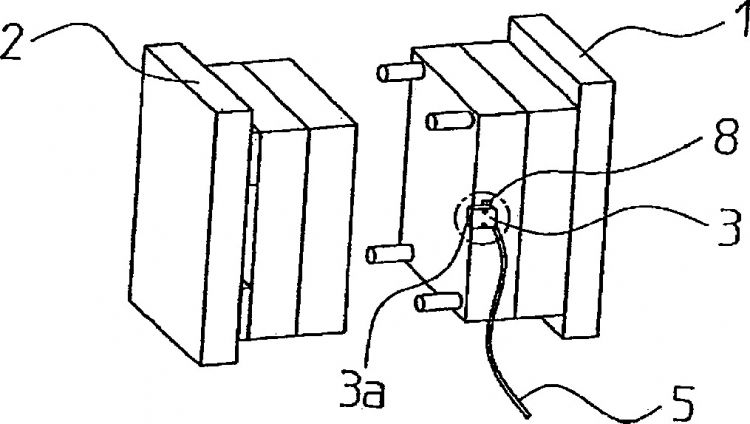
La figura 1 muestra una representación esquemática de un molde de fundición por inacción con dos semimoldes en el estado abierto con una primera carcasa dispuesta en una escotadura, en la que están dispuestos un elemento sensor y un actuador.
La figura 2 muestra la primera carcasa representada en la figura 1 en representación ampliada, y
La figura 3 muestra una segunda carcasa en representación ampliada, en la que están dispuestos un contador electrónico y una unidad de evaluación.
Como se puede deducir a partir de la figura 1, un molde de fundición por inyección está constituido esencialmente por un primer semimolde 1 y un segundo semimolde 2. El primer semimolde 1 es móvil con relación al segundo semimolde 2. Las placas del molde que contienen los moldes negativos o nidos de molde no se representan en la figura 1 para mayor claridad.
En el primer semimolde 1, en una escotadura está dispuesta una primera carcasa 3, en la que está dispuesto de forma desplazable axialmente un actuador 3a configurado en forma de pasador.
Como se puede deducir especialmente a partir de la figura 2, en la carcasa 3 está dispuesto un primer elemento sensor 3b configurado como piezoelemento, de tal manera que el actuador 3a ejerce una fuerza sobre el primer elemento sensor 3b cuando ha realizado un movimiento axial en el interior de la primera carcasa 3. De esta manera el primer elemento sensor 3b emite una señal.
La señal emitida por el primer elemento sensor es conducida a través de una línea eléctrica 5 configurada como conexión de cable a un contador electrónico 4a dispuesto en una segunda carcasa 4.La segunda carcasa 4 se representa en la figura 3. Con preferencia puede estar dispuesta en el pupitre de mando de la máquina de fundición por inyección respectiva.
Por lo demás, en la primera carcasa 3 está dispuesto un sensor de desmontaje 8, por medio del cual se puede detectar si o cuándo y, dado el caso, durante cuánto tiempo la primera carcasa 3 no estaba dispuesta en la escotadura del primer semimolde 1. La señal emitida por el sensor de desmontaje 8 es conducida por medio de la línea 5 a una unidad de evaluación dispuesta en la segunda carcasa 4. Así se evalúa y se procesa adicionalmente de manera conocida.
En la segunda carcasa 4 está dispuesto un elemento de supervisión 6, por medio del cual se supervisa la conexión del primer elemento sensor 3b con el contador electrónico 4a. De esta manera se puede establecer si o cuándo y, dado el caso, durante cuánto tiempo no ha existido ninguna conexión entre la primera carcasa 3 y la segunda carcasa 4.
Las dimensiones de la primera carcasa 3 corresponden a las dimensiones de un contador mecánico utilizado hasta ahora en moldes de fundición por inyección. Por lo tanto, el contador mecánico se puede sustituir sin problemas a través de la primera carcasa 3.
Reivindicaciones:
1. Molde de fundición por inyección con al menos dos semimoldes (1, 2), al menos uno (1) de los cuales es móvil con relación al otro (2) para abrir y cerrar el molde de fundición por inyección, y con un dispositivo de recuento, que presenta un contador electrónico (4a), que detecta por medio de un actuador (3a) y de un primer elemento sensor (3b), que emite una señal a través de la acción del actuador (3a), el número de los procesos de cierre del molde de fundición por inyección, en el que el primer elemento sensor (3b) está dispuesto en una primera carcasa (3) y el contador (4a) está dispuesto fuera de la primera carcasa (3) y está conectado con el elemento sensor (3b) a través de una línea eléctrica (5), caracterizado porque está presente un elemento de supervisión (6), por medio del cual se puede detectar una separación de la unión entre el elemento sensor (3b) y el contador (4a).
2. Molde de fundición por inyección de acuerdo con la reivindicación 1, caracterizado porque el actuador (3a) está dispuesto en la primera carcasa (3).
3. Molde de fundición por inyección de acuerdo con una de las reivindicaciones 1 a 2, caracterizado porque en la primera carcasa (3) está dispuesto un sensor de des montaje (8), por medio del cual se puede detectar un desmontaje de la primera carcasa (3) desde el molde de fundición por inyección.
Patentes similares o relacionadas:
Un procedimiento y aparato para el moldeado por inyección de un artículo hueco alargado, del 17 de Junio de 2020, de HOLLISTER INCORPORATED: Un procedimiento de moldeo por inyección de un artículo hueco alargado (20a), tal como un catéter urinario, dicho procedimiento comprende las etapas […]
Procedimiento y aparato para enfriar y acondicionar un molde, del 22 de Abril de 2020, de Pegaso Industries S.p.A: Un procedimiento para enfriar y acondicionar un molde de una unidad de moldeo de materiales plásticos, que comprende los pasos de: - […]
Método y máquina de fabricación para la producción de cápsulas para artículos de fumar, en particular para filtros, diseñadas para contener un líquido a utilizar en el enfriamiento del humo, del 8 de Abril de 2020, de G.D SOCIETA' PER AZIONI: Una máquina de fabricación para la producción de cápsulas para artículos de fumar, en particular para filtros, diseñadas para contener un líquido a usar […]
Dispositivo de moldeo por inyección, del 12 de Febrero de 2020, de SAINT-GOBAIN GLASS FRANCE: Un aparato de moldeo por inyección para formar una junta de obturación alrededor de un borde de un vidrio, que comprende: una matriz de molde […]
Dispositivo para la manipulación de un molde, del 18 de Septiembre de 2019, de Rodrigues da Costa, José: Dispositivo para la manipulación de un molde, especialmente de inyección de pieza de plástico, que comprende: - Un órgano de unión , apto para ser unido a un […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Aparato de posicionamiento de una unidad de inyección, del 13 de Junio de 2019, de MOLD-MASTERS LIMITED: Aparato de posicionamiento de una unidad de inyección que comprende una unidad de inyección y un aparato para alinear una salida […]
Procedimiento y dispositivo para el embalaje de piezas moldeadas por inyección, del 24 de Abril de 2019, de HEKUMA GMBH: Procedimiento para el reposicionamiento de piezas moldeadas por inyección, en particular puntas de pipeta (P), desde una máquina de moldeo por […]