METODO Y DISPOSITIVO PARA PRODUCIR UN MATERIAL LAMINAR COLOREADO Y GOFRADO.
Método para producir un material laminar gofrado multicapa, que comprende las etapas de:
- alimentar al menos una primera capa (V1) de material laminar alrededor de un rodillo de gofrado (3) de una unidad de gofrado;
- gofrar dicha al menos una primera capa (V1), generando protuberancias de gofrado a través de resaltes de dicho rodillo de gofrado (3),
- aplicar en dicha al menos una primera capa de material laminar cola sobre tramos longitudinales adyacentes separados entre sí por una banda longitudinal sin cola de dicha primera capa (V1),
- unir al menos una segunda capa (V2) a dicha al menos una primera capa (V1) mediante cola;
caracterizado por producir al menos sobre dicha primera capa (V1) una configuración estampada en correspondencia a dicha banda sin cola
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07425546.
Solicitante: DELICARTA SPA.
Nacionalidad solicitante: Italia.
Dirección: VIA DI LUCIA, 9,55016 PORCARI (LUCCA).
Inventor/es: STEFANI, EMI.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Agosto de 2007.
Fecha Concesión Europea: 31 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- B32B29/06 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 29/00 Productos estratificados compuestos esencialmente de papel o de cartón. › especialmente tratado, p. ej. satinado, apergaminado.
- B32B37/12D2
- B41F19/02 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 19/00 Aparatos o máquinas para efectuar operaciones de impresión en combinación con otras operaciones. › con el trabajo en relieve.
- D21H27/40 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › siendo al menos una de las hojas no plana, p. ej. rizada (rizado u ondulación del papel B31F).
Clasificación PCT:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método y dispositivo para producir un material laminar coloreado y gofrado.
Campo de la técnica
La presente invención se refiere a un dispositivo para procesar un material laminar, como por ejemplo y habitualmente papel higiénico para producir rollos de papel de cocina o papel de baño, servilletas de papel u otros productos.
La invención también se refiere a un método para procesar materiales de papel, habitualmente pero no de forma exclusiva papel, como papel higiénico y similares.
Estado del arte
Para producir artículos de papel higiénico, tales como papel de baño y en particular paños de cocina, servilletas y similares, se utiliza una o más láminas o capas de material laminar decoradas de forma variada y procesadas para incrementar la estética, propiedades táctiles y técnicas, tales como en particular, el espesor aparente y la capacidad de absorber líquido.
En particular, se proporcionan procesos así denominados de gofrado, en el que uno o más materiales laminares se deforman permanentemente, pasando entre rodillos provistos de protuberancias y cavidades, o entre rodillos provistos de protuberancias que funcionan contra rodillos de presión con una superficie exterior elástica, por ejemplo hechos de caucho o similar. El material laminar que pasa entre un rodillo de gofrado provisto de protuberancias y un contra-rodillo provisto de cavidades o una deformación elástica se deforma para formar una pluralidad de protuberancias permanentes. Con frecuencia, se unen varias capas después de que al menos una de ellas haya sido gofrada y la unión se obtiene normalmente al aplicar una cola en las protuberancias o en la parte de las protuberancias de una de las capas.
El gofrado puede tener lugar según diversas técnicas. De acuerdo con un primer proceso, conocido como "punta-a-punta", se gofran dos capas entre respectivos rodillos de gofrado y rodillos de presión y a continuación se unen y laminan atravesando la holgura definida entre los rodillos de gofrado, opuestos y en fase de modo que al menos parte de las protuberancias de una capa se dispone para coincidir con al menos parte de las protuberancias de la otra capa.
Según una técnica diferente, conocida como gofrado "anidado", las dos capas gofradas de forma separada entre respectivos rodillos de presión y rodillos de gofrado se unen de modo que las protuberancias de una capa se colocan entre las cavidades de la otra capa.
En otros dispositivos conocidos, se gofra una primera capa con una configuración a través de un rodillo de gofrado que coopera con un rodillo de presión; en esta primera capa se aplica posteriormente al menos una segunda capa por pegado. La unión de las capas se obtiene por laminación entre el rodillo de gofrado y un rodillo de laminación dispuestos a lo largo del recorrido de la primera capa alrededor del rodillo de gofrado, curso abajo del rodillo de presión y del aplicador de cola.
En algunos casos el pegado se realiza con colas coloreadas de modo que genera sobre las capas una configuración similar a una configuración estampada, pero formada por el color de la cola distribuida en una configuración sobre todas o en parte de las protuberancias gofradas en una, sobre la otra o en ambas capas.
El documento EP-A-1493552 describe un sistema de gofrado de este tipo. En este dispositivo conocido, para obtener productos con diferentes colores y decoraciones utilizando un mismo rodillo de gofrado, dicho rodillo está dividido en tramos o secciones, cada una de las cuales puede presentar un diseño diferente a los sectores adyacentes. Cooperando con el rodillo de gofrado se halla un aplicador de cola diseñado y dispuesto para aplicar colas coloreadas con diferentes colores en los diversos sectores en los cuales se divide el rodillo de gofrado. De esta manera, un papel continuo multicapa, dividido en bandas o tiras longitudinales, se suministra desde la unidad de laminado-gofrado, en el que cada banda se caracteriza por un color distinto y/o por una decoración distinta variable con respecto a las decoraciones y a los colores de las bandas adyacentes.
Para obtener el coloreado variable de un sector a otro del rodillo de gofrado se utilizan unidades de pegado especiales en las que se proporciona, por ejemplo, un rodillo aplicador de cola, un rodillo distribuidor y un dispensador de cola con una rasqueta, que presenta áreas alineadas longitudinalmente según el eje de los rodillos y separadas entre sí al aplicar las colas con diferentes colores en las bandas adyacentes de papel dejando, entre una banda y otra, un área de "transición", es decir, un área sin cola. Esta área es necesaria para evitar el mezclado de diferentes colas en el área de transición de una banda longitudinal a la siguiente, formando así defectos en la coloración de las áreas de separación entre una banda y la banda adyacente.
El material laminar procesado con este tipo de gofrado se divide entonces en tiras con cortes longitudinales a lo largo de las áreas de transición, es decir, las áreas sin color. Cada banda es bobinada para formar un respectivo rollo, de manera que los diversos rollos obtenidos presentan diferentes decoraciones y/o colores de un rollo a otro rollo. De forma alternativa, el material laminar gofrado y coloreado en bandas o tiras longitudinales se bobina para formar un solo rollo, o rollizo, de considerable longitud axial, que seguidamente se divide con cortes ortogonales al eje para formar rollos individuales previstos para ser vendidos. En este caso, los cortes transversales del rollizo, obtenidos con una cortadora, están hechos en las áreas sin cola coloreada entre una banda y la siguiente, de modo que se obtiene, también en este caso, rollos diferentes entre sí en color y/o decoración.
La necesidad de proporcionar un área sin cola entre una banda longitudinal y la otra, es decir, entre una tira longitudinal y la otra de material laminar gofrado, da lugar a un producto acabado que se caracteriza por bordes longitudinales sin colorear.
Objetos y resumen de la invención
Un objeto de la presente invención es producir un dispositivo y un método que haga posible obtener materiales gofrados y decorados con una cola coloreada que no presente áreas de los bordes sin color debido a la necesidad de mantener áreas de transición durante la distribución de la cola coloreada.
En lo esencial, de acuerdo con un primer aspecto, se proporciona un método para producir un papel gofrado multicapa que comprende las etapas de:
De esta manera, la banda o tira sin cola que separa dos áreas longitudinales adyacentes, tiras o tramos está enmascarada con el estampado, de modo que los bordes del producto acabado son decorados por completo en vez de estar caracterizados por un área sin color.
De acuerdo con una posible realización, las colas que se aplican en las dos bandas o tramos longitudinales del material por capas se aplican cuando dicho material está aún acoplado sobre el rodillo o cilindro de gofrado.
Como regla, la configuración estampada puede aplicarse después de gofrar y aplicar cola a la capa. Sin embargo, en una realización particularmente ventajosa de la invención, la estampación se lleva a cabo antes de gofrar, sobre tiras o bandas correspondientes a las áreas que estarán sin cola coloreada.
La configuración estampada puede proporcionarse sobre ambas capas o solamente una de ellas, habitualmente aquella que está gofrada y que recibe la cola para unirse a la otra capa.
La configuración estampada aplicada a las bandas o áreas longitudinales sin cola puede tener una anchura menor que la de las áreas sin cola o, preferentemente, una anchura aproximadamente igual e incluso preferentemente más grande que el área sin cola coloreada.
Reivindicaciones:
1. Método para producir un material laminar gofrado multicapa, que comprende las etapas de:
caracterizado por producir al menos sobre dicha primera capa (V1) una configuración estampada en correspondencia a dicha banda sin cola.
2. Método según la reivindicación 1, caracterizado por el hecho de que la cola de diferentes colores se aplica sobre dichos tramos longitudinales adyacentes de dicha capa (V1) de material laminar.
3. Método según la reivindicación 1 o 2, caracterizado por aplicar dicha cola en protuberancias de la primera capa cuando dicha primera capa (V1) se acopla sobre dicho rodillo de gofrado.
4. Método según la reivindicación 1 o 2 o 3, caracterizado por el hecho de que dicha configuración estampada se aplica a dicha primera capa (V1) antes de gofrar.
5. Método según una o más de las reivindicaciones anteriores, caracterizado por aplicar una configuración estampada también en la segunda capa (V2), en un área correspondiente a dicha banda sin cola.
6. Método según una o más de las reivindicaciones anteriores, caracterizado por el hecho de que dicha configuración estampada se aplica para una anchura igual o ligeramente mayor que la anchura de dicha banda sin cola.
7. Método según una o más de las reivindicaciones anteriores, caracterizado por aplicar a dicha al menos una primera capa (V1), a lo largo de una pluralidad de tramos longitudinales adyacentes, cola del mismo o diferente color para los tramos longitudinales,
8. Método según la reivindicación 7, caracterizado por producir una estampación en cada una de dichas bandas sin cola.
9. Método según una o más de las reivindicaciones anteriores, caracterizado por cortar dicho material laminar longitudinalmente a lo largo de al menos alguna de dichas bandas sin cola.
10. Método según una o más de las reivindicaciones anteriores, caracterizado por enrollar dicho material laminar en rollizos y cortar dichos rollizos ortogonalmente a sus ejes en una pluralidad de rollos, a lo largo de al menos alguna de dichas bandas sin cola.
11. Método según la reivindicación 9 o 10, caracterizado por el hecho de que dicho material laminar se corta de modo que divide la configuración estampada a lo largo de una línea intermedia, de modo que parte de la configuración estampada permanece sobre un primer rollo y parte sobre un segundo rollo adyacente al primer rollo.
12. Método según una o más de las reivindicaciones anteriores, caracterizado por gofrar dicha segunda capa (V2).
13. Dispositivo (1) para decorar un material laminar multicapa, que comprende:
caracterizado por el hecho de que comprende una unidad de estampación (51) de dicha al menos una primera capa (V1) dispuesta y diseñada para producir una configuración estampada sobre dicha al menos una primera capa (V1) en correspondencia con dicha banda longitudinal sin cola.
14. Dispositivo (1) según la reivindicación 13, caracterizado por el hecho de que dicho dispensador de cola (7) está diseñado y dispuesto para aplicar cola de diferentes colores sobre dichos tramos longitudinales adyacentes de dicha primera capa (V1).
15. Dispositivo (1) según la reivindicación 13 o 14, caracterizado por el hecho de que dicha unidad de estampación (51) está dispuesta a lo largo de dicho recorrido de alimentación de dicha primera capa (V1) curso arriba de la unidad de gofrado.
16. Dispositivo (1) según la reivindicación 13 o 14, caracterizado por el hecho de que dicha unidad de estampación (51) está dispuesta a lo largo de dicho recorrido de alimentación de dicha primera capa (V1) curso abajo de la unidad de gofrado.
17. Dispositivo (1) según una o más de las reivindicaciones 13 a 16, caracterizado por el hecho de que comprende un segundo recorrido para una segunda capa (V1) de material laminar, y medios de presión para pegar dicha primera capa (V1) y dicha segunda capa conjuntamente.
18. Dispositivo (1) según la reivindicación 17, caracterizado por el hecho de que a lo largo de dicho segundo recorrido se dispone un segundo rodillo de gofrado.
19. Dispositivo (1) según la reivindicación 17 o 18, caracterizado por el hecho de que a lo largo de dicho segundo recorrido se dispone una segunda unidad de estampación en fase con la primera unidad de estampación para decorar la segunda capa (V2) que coincida con la configuración estampada de la primera capa.
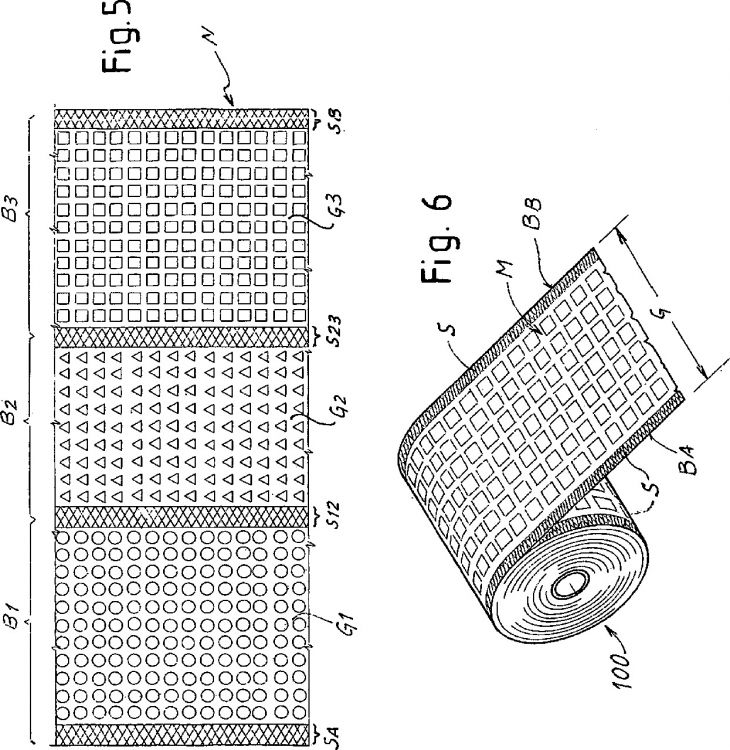
20. Producto hecho de una lámina multicapa de papel higiénico, que comprende al menos dos capas unidas conjuntamente por pegado con una cola coloreada, aplicada en al menos alguna de la pluralidad de protuberancias de gofrado proporcionadas en al menos una de dichas capas, caracterizado por el hecho de que presenta dos bandas laterales (SA, SB, BA, AB) sin cola coloreada, sobre la cual se dispone una decoración estampada.
21. Producto según la reivindicación 20,caracterizado por el hecho de que dicha decoración estampada no sobresale o sobresale solamente de forma limitada desde dichas bandas laterales, siendo el área restante del producto al cual se aplica dicha cola sensiblemente exenta de dicha configuración estampada.
22. Producto según la reivindicación 20 o 21, caracterizado por el hecho de que está constituido por un rollo de material laminar enrollado, proporcionándose dichas dos bandas laterales a lo largo de los bordes longitudinales del material laminar.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]