Método para producir un rollo de papel con capas suaves.
Método para producir un rollo de papel (111) con capas suaves,
es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas unidas con pegamento, que comprende los pasos de
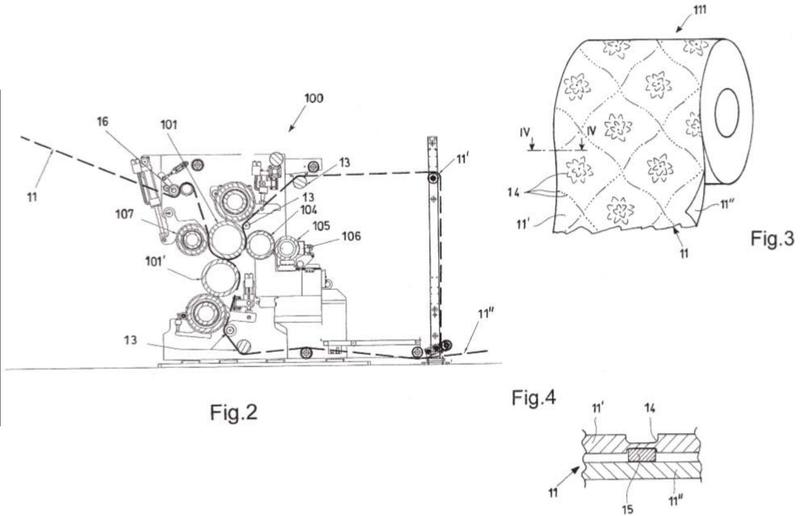
- transportar una primera capa suave o microgofrada (11') entre un rodillo de gofrado superior (101) provisto con al menos primeras proyecciones que definen un motivo decorativo, y un rodillo de distribución de pegamento (104), o rodillo de cliché;
- mantener el rodillo de cliché (104) junto al rodillo de gofrado superior (101), siendo interpuesta dicha primera capa (11') entre dicho rodillo de gofrado superior (101) y dicho rodillo de cliché (104) y, al pasar entre dichos dos rodillos (101, 104), quedando sujeta a marcas (14), proporcionando un estrechamiento del grosor de la capa dentro del grosor máximo de la misma, y a depósitos de pegamento (15) en posiciones correspondientes a dichas primeras proyecciones del rodillo de gofrado, definiendo un motivo decorativo, en un lado de la primera capa (11') orientada hacia el rodillo de gofrado superior (101) y en el lado opuesto de la primera capa (11') orientada hacia el rodillo de cliché (104), respectivamente;
- transportar una segunda capa (11") entre el rodillo de gofrado superior (101) y un rodillo de acople (107), o rodillo de unión;
- mantener el rodillo de unión (107) junto al rodillo de gofrado superior (101) ejerciendo una presión de acople para llevar a cabo el acople final entre dicha primera capa (11') y dicha segunda capa (11") en los depósitos de pegamento (15), formando así un papel multicapa (11).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E17174830.
Solicitante: GAMBINI S.p.A.
Inventor/es: GAMBINI,GIANNI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
PDF original: ES-2798376_T3.pdf
Fragmento de la descripción:
Método para producir un rollo de papel con capas suaves
La presente invención hace referencia a un método para producir un rollo de papel con capas suaves y microgofradas.
Se conoce que se pueden producir rollos de papel multicapa, ya sea papel de cuarto de baño o papel de cocina, por medio de los denominados procesos de gofrado y laminación, en los que, sobre cada una de las capas del papel, generalmente, dos, se forman proyecciones, denominadas gofrados, a una o más alturas y se aplica material adhesivo cerca de al menos parte de dichos gofrados para acoplar las dos capas.
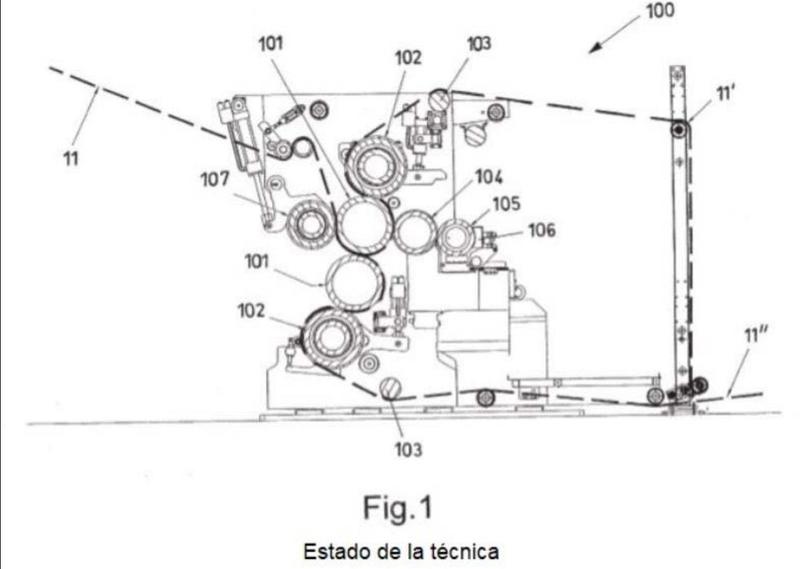
Tal y como se muestra en la figura 1, de acuerdo con el estado de la técnica, un conjunto de gofrado-laminación 100 comprende dos pares que consisten en un rodillo de gofrado de acero 101 y un contra-rodillo de gofrado de goma 102, entre los cuales se hace retornar una primera capa de papel 11' y una segunda capa de papel 11", respectivamente, con la ayuda de rodillos de retorno 103 correspondientes.
El rodillo de gofrado de acero superior 101 está generalmente provisto de proyecciones dispuestas de acuerdo con dos alturas diferentes. Siguiendo el paso de la primera capa de papel 11', el par superior consistente en el rodillo de gofrado de acero 101 y el contra-rodillo de gofrado de goma 102, las proyecciones a una mayor altura del rodillo de gofrado 101 gofran proyecciones en la primera capa de papel 11' definiendo un motivo decorativo que tiene una primera altura y las proyecciones a menor altura gofran proyecciones con menor altura en la misma capa de papel 11' definiendo un motivo de fondo punteado, denominado microgofrado. El rodillo de gofrado superior puede también tener solo proyecciones de la misma altura, opcionalmente definiendo un motivo decorativo.
El rodillo de gofrado inferior 101 está provisto generalmente de proyecciones de una misma altura. Siguiendo el paso de la segunda capa de papel 11" entre el par inferior consistente en el rodillo de gofrado de acero 101 y el contra rodillo de gofrado de goma 102, las proyecciones del rodillo de gofrado inferior 101 gofran proyecciones que tienen una altura constante en la segunda capa de papel 11" definiendo un motivo de fondo punteado, denominado microgofrado.
En el conjunto de gofrado y laminación, el rodillo de gofrado de acero superior 101 está, en un lado, haciendo tope con un conjunto de distribución de pegamento y, en el lado opuesto, haciendo tope con un rodillo de acoplamiento 107, denominado rodillo de unión. En particular, el rodillo de gofrado de acero superior 101 hace tope con un rodillo de distribución de pegamento 104, denominado rodillo de cliché, que distribuye en la capa de papel gofrado el pegamento que ha sido transferido a la misma por parte del rodillo de cribado 105, a su vez también acoplado con un tanque de pegamento 106. En particular, en el conjunto de gofrado y laminación 100 conocido, el pegamento es aplicado por el rodillo de cliché 104 en las proyecciones con mayor altura de la primera capa de papel gofrada 11'. En el lado opuesto, el rodillo de unión 107 presiona las dos capas de papel la una contra la otra para garantizar el pegado de las mismas para formar un papel multicapa 11.
De la forma ya conocida, este proceso permite la producción de papel de gran volumen, dependiendo de las decoraciones gofradas específicas, impartidas por los espacios vacíos existentes entre los puntos de pegamento y provisto de una decoración superficial dada por el motivo gofrado, opcionalmente acentuada por el uso de material adhesivo coloreado.
Las necesidades específicas del mercado, sin embargo, requieren en ocasiones la producción de rollos de papel de pequeño volumen, lo cual, por ejemplo, afecta negativamente a los costes de transporte del producto finalizado.
Para reducir el volumen de los rollos de papel, se conoce el uso de capas suaves, es decir, no gofradas, acopladas sin pegamento por medio del conocido como sistema de unión de capas, es decir, impartiendo una presión entre las capas a lo largo de líneas longitudinales continuas. Este proceso, sin embargo, estropea el aspecto del producto final, que se ve afectado por los típicos anillos comprimidos.
El mercado, cada vez más exigente en lo que respecta a las características finales del producto, sin embargo, requiere cada vez más a menudo, como muestra de calidad, que el producto no tenga daños en las capas de papel y que haya presente un motivo decorativo.
También se conoce el proceso consistente en acoplar capas suaves por medio de material adhesivo rociado continuamente con boquillas. Sin embargo, esta solución requiere una calibración completa y costosa de las boquillas, en particular según la velocidad de las capas de papel, además de no permitir la aplicación de motivos decorativos, a menos que se impriman de antemano en las capas, con un costo relativamente mayor.
El documento US 5443 889 A muestra dos capas de papel pegadas juntas en áreas discretas que corresponden a áreas de grosor reducido en ambas superficies externas de las capas de papel proporcionando un patrón. Dos cilindros de acero, cuyas superficies tienen patrones grabados, rotan de manera sincrónica para que las zonas elevadas sean congruentes en la zona de prensado. La primera capa está enrollada sin deformarse en la superficie del primer cilindro el pegamento es aplicado en la primera capa en correspondencia con el patrón superficial del cilindro por medio de un dispositivo para depositar pegamento proporcionado de un cilindro dispensador de pegamento en contacto con la capa. La segunda capa está enrollada en la superficie del segundo cilindro. Las dos capas, con el pegamento depositado localmente en la primera capa, se tocan entre sí en el punto de contacto de los cilindros, donde, debido a la compresión de los dos cilindros, son marcadas y unidas de manera simultánea.
El documento US 2005/0103434 A1 va más allá describiendo un método y un dispositivo para producir un material de red multicapas proporcionando una primera capa de papel con depósitos de pegamento discretos por medio de un rodillo de transferencia de pegamento y un rodillo de estampado, careciendo la primera capa de impresiones, y proporcionando una segunda capa de papel con escasas impresiones de compactación opuestas frente a los sitios de pegamento de la primera capa por medio de un rodillo de estampado.
El objetivo de la presente invención es proporcionar un método para producir un rollo de papel con capas suaves o microgofradas con un volumen pequeño, en el que las capas de papel no están dañadas y que está provisto de un motivo decorativo.
Otro objetivo de la presente invención es proporcionar un método para producir un rollo de papel con capas suaves o microgofradas particularmente simple y funcional, así como rentable.
Dichos objetivos de acuerdo con la presente invención se consiguen proporcionando un método para producir un rollo de papel con capas suaves y microgofradas, según se establece en la reivindicación 1.
En las reivindicaciones dependientes se describen otras características.
Las características y ventajas de un método para producir un rollo de papel con capas suaves o microgofradas de acuerdo con la presente invención pasarán a ser más aparentes a partir de la siguiente descripción proporcionada a modo de ejemplo y de naturaleza no limitativa, elaborada haciendo referencia a los dibujos adjuntos, en los que:
- La figura 1 es una vista esquemática de un conjunto de gofrado y laminación de acuerdo con el estado de la técnica, en el que se pone en práctica un proceso de pegado tradicional en las proyecciones obtenidas en la capa de papel superior mediante el gofrado;
- La figura 2 es una vista esquemática de un conjunto de gofrado y laminación durante la implementación del método para producir un rollo de papel con capas suaves o microgofradas objeto de la invención;
- La figura 3 muestra un ejemplo de un rollo de papel obtenido por la implementación del método objeto de la presente invención;
- La figura 4 muestra en detalle ampliado una sección según el plano de sección IV - IV de la figura 3.
Haciendo referencia a las figuras 2 - 4, estas ejemplifican la implementación de un método para producir un rollo de papel con capas suaves y microgofradas, por ejemplo, por medio de un conjunto de gofrado y laminación 100, y se muestra un rodillo relativo 111.
El método de acuerdo con la presente invención puede implementarse por medio de un conjunto de gofrado y laminación 100, como el de la técnica anterior mostrado...
Reivindicaciones:
1. Método para producir un rollo de papel (111) con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas unidas con pegamento, que comprende los pasos de
- transportar una primera capa suave o microgofrada (11') entre un rodillo de gofrado superior (101) provisto con al menos primeras proyecciones que definen un motivo decorativo, y un rodillo de distribución de pegamento (104) , o rodillo de cliché;
- mantener el rodillo de cliché (104) junto al rodillo de gofrado superior (101) , siendo interpuesta dicha primera capa (11') entre dicho rodillo de gofrado superior (101) y dicho rodillo de cliché (104) y, al pasar entre dichos dos rodillos (101, 104) , quedando sujeta a marcas (14) , proporcionando un estrechamiento del grosor de la capa dentro del grosor máximo de la misma, y a depósitos de pegamento (15) en posiciones correspondientes a dichas primeras proyecciones del rodillo de gofrado, definiendo un motivo decorativo, en un lado de la primera capa (11') orientada hacia el rodillo de gofrado superior (101) y en el lado opuesto de la primera capa (11') orientada hacia el rodillo de cliché (104) , respectivamente;
- transportar una segunda capa (11") entre el rodillo de gofrado superior (101) y un rodillo de acople (107) , o rodillo de unión;
- mantener el rodillo de unión (107) junto al rodillo de gofrado superior (101) ejerciendo una presión de acople para llevar a cabo el acople final entre dicha primera capa (11') y dicha segunda capa (11") en los depósitos de pegamento (15) , formando así un papel multicapa (11) .
2. Método de acuerdo con lo reivindicado en la reivindicación 1, en donde dicho rodillo de cliché (104) se mantiene presionado contra dicho rodillo de gofrado superior (101) a través de una presión neumática predeterminada que puede controlarse de manera continua.
3. Método de acuerdo con lo reivindicado en las reivindicaciones 1 ó 2, en donde dicha primera capa (11') es transportada entre dicho rodillo de gofrado superior (101) y dicho rodillo de cliché (104) con un ángulo casi tangencial o, preferiblemente, enrollada en el rodillo de gofrado superior (101) .
4. Método de acuerdo con lo reivindicado en cualquiera de las reivindicaciones anteriores, en donde dichas marcas (14) son elaboradas como un estrechamiento del grosor de la primera capa (11') en el orden de décimas de un milímetro dentro de la masa definida por el grosor máximo de la capa suave o microgofrada (11') .
5. Método de acuerdo con lo reivindicado en cualquiera de las reivindicaciones anteriores, en donde dicha segunda capa (11") transportada entre el mencionado rodillo de gofrado superior (101) y el mencionado rodillo de unión (107) es suave o microgofrada.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]
CILINDRO CALENTADO DE ENGOFRADO, del 14 de Febrero de 2012, de LEONHARD KURZ STIFTUNG & CO. KG: Cilindro calentable, en particular, para el procesamiento de materiales en continuo con un cuerpo de cilindro hueco que presenta un rebaje (13n) en forma de ranura […]