PROCEDIMIENTO PARA LA FABRICACION DE UNA HOJA DE ALUMINIO CON UN REVESTIMIENTO DIRECTO FUNCIONAL.
Procedimiento para la fabricación de una hoja de aluminio revestida,
en el que la hoja de aluminio está fabricada a partir de una banda laminada en caliente o de una banda colada de aluminio o de una aleación de aluminio, mediante laminación en frío con o sin recocido intermedio, y se enrolla sobre un rollo, donde antes de enrollarlo puede tener lugar opcionalmente un recocido de la hoja de aluminio,
caracterizado porque
antes del enrollado, en particular antes del recocido opcional de la hoja de aluminio se realiza un revestimiento de la hoja de aluminio por una o por las dos caras, mediante por lo menos un revestimiento funcional
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07103889.
Solicitante: HYDRO ALUMINIUM DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ETTORE-BUGATTI-STRASSE 6-14,51149 KOLN.
Inventor/es: SCHUBERT, GUNTER, DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Marzo de 2007.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21B1/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar flejes que presentan problemas especiales, p. ej. a causa de su débil espesor.
- B21C47/26 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › Disposiciones especiales que permitan un tratamiento simultáneo o subsiguiente del material.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de una hoja de aluminio con un revestimiento directo funcional.
La invención se refiere a una fabricación de una hoja de aluminio revestida, en la que la hoja de aluminio está fabricada a partir de una banda laminada en caliente o de una banda colada de aluminio o de una aleación de aluminio, mediante laminación en frío con o sin recocido intermedio y se enrolla en un rollo, donde antes de enrollarlo se realiza de modo óptimo un recocido de la hoja de aluminio.
Hasta ahora, la fabricación de hojas de aluminio se realizaba colando primeramente un barrón de aluminio o de una aleación de aluminio, se laminaba en caliente el barrón formando una banda laminada en caliente y a continuación se reducía la banda laminada en caliente mediante laminación en frío con o sin recocidos intermedios hasta obtener el espesor final de la hoja de aluminio, o bien se fabricaba a partir de una banda colada mediante laminación en frío con eventual tratamiento térmico. El barrón se puede someter a voluntad antes de la laminación en caliente a un tratamiento térmico o de homogeneizado. Para conseguir unos espesores lo más reducidos posible de la hoja de aluminio, se lamina en frío la hoja de aluminio preferentemente replegada, y antes de enrollarla sobre una bobina se vuelve a desdoblar. Después de la laminación en frío o del desdoblamiento la hoja de aluminio por lo general se rebordea, se corta a medida y se enrolla formando un rollo. Durante el ulterior tratamiento se desenrolla entonces de nuevo la hoja de aluminio fabricada de este modo y se somete a un tratamiento previo. El tratamiento previo consiste por ejemplo en un barnizado al horno, una imprimación o un tratamiento de conversión de la hoja de aluminio. En el tratamiento de conversión se forma mediante una reacción química superficial una capa de barrera y/o de mejora de la adherencia, que es cristalina o amorfa, que por ejemplo protege contra la corrosión y/o que permite una mejor adherencia del barniz. Dado que la velocidad del tratamiento ulterior de la hoja de aluminio, de la así denominada "hoja mejorable", por ejemplo para la fabricación de medios de embalaje esterilizables, generalmente es mayor que la del tratamiento previo de las hojas de aluminio, por lo que la hoja de aluminio se vuelve a enrollar de nuevo después del tratamiento térmico formando un rollo, y se lleva el rollo entonces al proceso de ulterior transformación. Las velocidades de transformación presentan diferencias aún mayores en el caso de que se utilicen moléculas auto-organizantes como revestimiento funcional de la hoja de aluminio, ya que la auto-organización de las moléculas resulta sólo incompleta para altas velocidades de la banda.
Por el documento JP 2004-360068 A se conoce una hoja de aluminio con un revestimiento funcional.
Partiendo del estado de la técnica antes descrito, la presente invención se plantea el objetivo de facilitar un procedimiento para la fabricación de una hoja de aluminio revestida, por el cual se puedan reducir los costes de fabricación para los productos, en particular para medios de embalaje o medios compuestos esterilizables, consistentes en una hoja de aluminio revestida.
Conforme a una primera doctrina de la presente invención se resuelve el objetivo antes citado para un procedimiento genérico por el hecho de que antes de enrollar, en particular antes del recocido opcional de la hoja de aluminio, tiene lugar un revestimiento por una o dos caras de la hoja de aluminio, con un revestimiento funcional.
Dado que conforme a la invención el revestimiento por una o dos caras de la hoja de aluminio mediante un revestimiento funcional tiene lugar todavía durante la fabricación de la hoja de aluminio, se pueden evitar los procesos de desenrollado y enrollado de la hoja de aluminio necesarios durante la ulterior transformación para la aplicación de revestimientos funcionales, y se pueden reducir los costes de fabricación de los productos con hojas de aluminio revestidas. El revestimiento funcional por una o dos caras de la hoja de aluminio puede adaptarse a la ulterior transformación de la hoja de aluminio, por ejemplo para obtener un medio de embalaje o un medio compuesto esterilizable, garantizando las funciones más diversas.
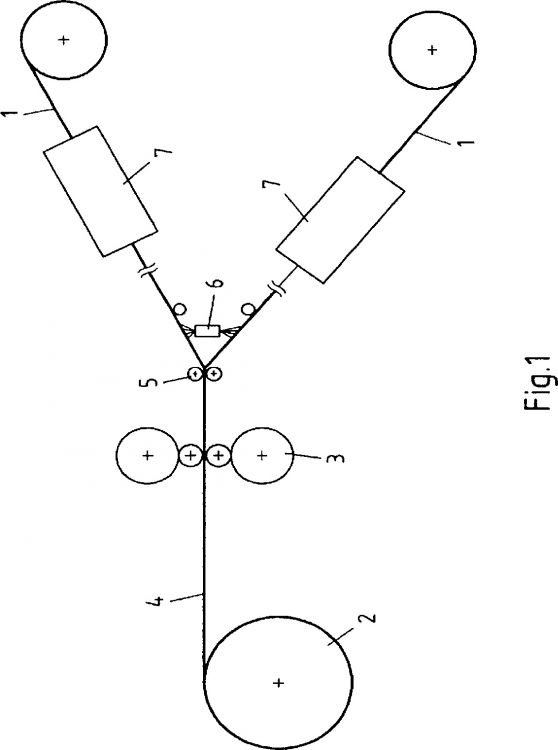
Las hojas de aluminio de un espesor especialmente reducido se pueden obtener de forma sencilla, de acuerdo con una forma de realización perfeccionada del procedimiento objeto de la invención descrito a continuación, por el hecho de que durante la laminación en frío se repliega la hoja de aluminio y porque la aplicación del revestimiento funcional tiene lugar durante o después del desdoblamiento de la hoja de aluminio.
Si la hoja de aluminio se rebordea antes de enrollarla y se corta a medida, aplicando el revestimiento funcional de la hoja de aluminio durante el rebordeado o corte de la hoja de aluminio, se pueden utilizar instalaciones existentes para disponer los medios para el revestimiento de la hoja de aluminio, ahorrando costes de inversión. Se requiere únicamente un dispositivo de aplicación para el revestimiento funcional.
Una posibilidad especialmente sencilla de efectuar un revestimiento de la hoja de aluminio por una o dos caras se consigue conforme a una siguiente forma de realización perfeccionada del procedimiento objeto de la invención por el hecho de que el revestimiento funcional se aplica utilizando un disolvente, en particular un aceite de laminación, y porque antes de enrollar la hoja de aluminio se efectúa por lo menos un tratamiento térmico de la hoja de aluminio para eliminar el disolvente, en particular el aceite de laminación. El empleo de aceite de laminación resulta especialmente ventajoso ya que el aceite de laminación ya se emplea durante la laminación en frío. Esto da lugar entonces a un humedecimiento sin problemas de la superficie de la hoja de aluminio al aplicar el revestimiento funcional, y por lo tanto a un revestimiento uniforme. Con el fin de evitar problemas de humedecimiento al efectuar el revestimiento, los disolventes empleados deben ser preferentemente compatibles con el aceite de laminación, de modo que se logre una relación de humedecimiento lo más alta posible. Ahora bien, también cabe imaginar que el revestimiento funcional tenga lugar después del recocido de la hoja de aluminio, en cuyo caso la hoja de aluminio por lo general apenas presenta residuos de aceite de laminación después del recocido. En este caso puede emplearse por lo tanto casi cualquier tipo de disolvente.
El revestimiento funcional de la hoja de aluminio se aplica preferentemente empleando un dispositivo de aplicación por pulverizado o laminación. El dispositivo de aplicación por pulverizado permite, gracias a la disposición de varias toberas sobre una barra de pulverización, realizar una adaptación flexible de las anchuras de revestimiento de acuerdo con la correspondiente anchura de la hoja de aluminio. En el dispositivo de aplicación por laminación se efectúa el revestimiento de la hoja de aluminio mediante laminación, en cuyo caso la cantidad aplicada depende del grabado elegido, de la trama, de la rugosidad y de la velocidad relativa del rodillo. De este modo se pueden controlar con gran precisión las cantidades que se apliquen para el revestimiento funcional.
El procedimiento conforme a la invención resulta especialmente ventajoso si la hoja de aluminio presenta un espesor de 2 a 100 µm, ya que las hojas de aluminio de este espesor son las que se emplean generalmente revestidas para la fabricación de medios de embalaje.
De acuerdo con una siguiente forma de realización perfeccionada del procedimiento conforme a la invención se aplica un revestimiento funcional con propiedades de agente adherente, antiadhesivo, protector de la corrosión y/o agente humectante. Estas propiedades típicas de los revestimientos funcionales se requieren a menudo en la fabricación de medios de embalaje, por ejemplo para proteger la hoja de aluminio contra la corrosión debida a influencias del producto envasado. Las propiedades de agente adherente aseguran por ejemplo que las hojas de plástico que se han de revestir sobre la hoja de aluminio, los pegamentos, esmaltes o tintas de imprenta, queden especialmente bien adheridas sobre la superficie de la hoja de aluminio. Los revestimientos con propiedades de agente humectante se emplean preferentemente cuando es necesario mejorar las características humectantes de la hoja de aluminio al aplicar sobre la hoja de aluminio un líquido, por ejemplo una laca líquida, por ejemplo para conseguir una humectación casi total y adherencia. En cambio las propiedades antiadhesivas evitan que...
Reivindicaciones:
1. Procedimiento para la fabricación de una hoja de aluminio revestida, en el que la hoja de aluminio está fabricada a partir de una banda laminada en caliente o de una banda colada de aluminio o de una aleación de aluminio, mediante laminación en frío con o sin recocido intermedio, y se enrolla sobre un rollo, donde antes de enrollarlo puede tener lugar opcionalmente un recocido de la hoja de aluminio,
caracterizado porque
antes del enrollado, en particular antes del recocido opcional de la hoja de aluminio se realiza un revestimiento de la hoja de aluminio por una o por las dos caras, mediante por lo menos un revestimiento funcional.
2. Procedimiento según la reivindicación 1, caracterizado porque la lámina de aluminio se repliega al laminarla en frío, y porque la aplicación del revestimiento funcional de la hoja de aluminio tiene lugar durante o después del desdoblamiento de la hoja de aluminio.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la hoja de aluminio se rebordea y se corta a la medida antes de enrollarla, donde durante el rebordeado o corte de la hoja de aluminio se aplica el revestimiento funcional de la hoja de aluminio.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el revestimiento de la hoja de aluminio tiene lugar empleando un disolvente, en particular un aceite de laminación, y porque antes de enrollar la hoja de aluminio se lleva a cabo por lo menos un tratamiento térmico de la hoja de aluminio para eliminar el disolvente, en particular el aceite de laminación.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el revestimiento de la hoja de aluminio se aplica utilizando un sistema de pulverizado o aplicación por rodillo.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la hoja de aluminio presenta un espesor de 2 a 100 µm.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque se aplica un revestimiento funcional con propiedades de agente adherente, agente antiadhesivo, protección contra la corrosión y/o agente humectante.
8. Procedimiento según la reivindicación 7, caracterizado porque las propiedades del revestimiento, en particular la propiedad de agente adherente y/o la propiedad de agente humectante se pueden activar posteriormente.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque el revestimiento funcional está formado por una capa de injerto, en particular de moléculas auto-organizantes, preferentemente de ácidos fosfónicos, ácidos sulfónicos, ácidos carbónicos o sus compuestos o silanos.
10. Procedimiento según la reivindicación 9, caracterizado porque para formar la capa de injerto se emplea ácido fosfónico o sus derivados, en particular diglicérido-fosfonatos sustituidos, alquilendifosfonatos o alcoxisilanos.
Patentes similares o relacionadas:
Soldador para sistema de laminación, sistema de laminación y método de laminación, del 18 de Septiembre de 2013, de JP Steel Plantech Co: Un procedimiento de laminación de metal para laminar una banda de producto (A) mediante el uso de un tren de laminación y una bobinadora dispuesta […]
 Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
 METODO DE TRANSPORTAR Y TRATAR TERMICAMENTE BOBINAS DE PRODUCTOS LAMINADOS EN CALIENTE EN UN TREN DE LAMINACION, del 11 de Febrero de 2010, de MORGAN CONSTRUCTION COMPANY: Un método para transportar y tratar térmicamente bobinas de productos laminados en caliente, que comprende: proporcionar un camino o recorrido de transporte , definido […]
METODO DE TRANSPORTAR Y TRATAR TERMICAMENTE BOBINAS DE PRODUCTOS LAMINADOS EN CALIENTE EN UN TREN DE LAMINACION, del 11 de Febrero de 2010, de MORGAN CONSTRUCTION COMPANY: Un método para transportar y tratar térmicamente bobinas de productos laminados en caliente, que comprende: proporcionar un camino o recorrido de transporte , definido […]
CAJA DE ENFRIAMIENTO CON PLACA DE BOBINAS AJUSTABLE VERTICALMENTE., del 1 de Agosto de 2005, de MORGAN CONSTRUCTION COMPANY: Se da a conocer un aparato para recibir una serie continua de anillos de un producto laminado en caliente tal como la barra de un laminador. El aparato […]
DISPOSITIVO DE REFRIGERACION DE ALAMBRE., del 16 de Julio de 2005, de MENGE, RAINER, DR.-ING.: Dispositivo de refrigeración para alambre sometido a tratamiento térmico con una tobera del medio de refrigeración, la cual presenta una abertura de paso axial para el […]
APARATO PARA TRANSPORTAR Y ENFRIAR PRODUCTOS LAMINADOS COMO VARILLAS, HILOS, PIEZAS REDONDAS Y SIMILARES., del 1 de Marzo de 2005, de DANIELI & C. OFFICINE MECCANICHE SPA: Aparato para transportar y enfriar productos laminados , como barras piezas redondas, varillas similares, que puedan disponerse aguas […]
INSTALACION PARA EL TRATAMIENTO TERMICO DE ALAMBRE DE ACERO., del , de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: UN EQUIPO PARA TRATAMIENTO TERMICO DE ALAMBRE DE ACERO, DONDE EL ALAMBRE (D) DESPUES DE SU APARICION A PARTIR DE UNA CALLE DE LAMINACION DE ALAMBRE, DE FORMA CONTINUA […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA A TOPE DE CHAPAS DE DISTINTO ESPESOR CON AYUDA DE AL MENOS UN RODILLO TENSOR REGULABLE EN ALTURA DISPUESTO POR DEBAJO DE LAS CHAPAS, del 1 de Mayo de 2008, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Procedimiento para la soldadura a tope de chapas , preferentemente bandas o llantones de chapa con distinto espesor, mediante el movimiento relativo entre un rayo […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA A TOPE DE CHAPAS DE DISTINTO ESPESOR CON AYUDA DE AL MENOS UN RODILLO TENSOR REGULABLE EN ALTURA DISPUESTO POR DEBAJO DE LAS CHAPAS, del 1 de Mayo de 2008, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Procedimiento para la soldadura a tope de chapas , preferentemente bandas o llantones de chapa con distinto espesor, mediante el movimiento relativo entre un rayo […]