PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR FRICCIÓN AGITACIÓN DE AL MENOS DOS COMPONENTES DE DIFERENTES TIPOS DE MATERIALES CON UN PIN DESPLAZABLE Y CORRIENTE ELÉCTRICA QUE FLUYE A TRAVÉS DE LOS COMPONENTES.
Procedimiento para la unión de al menos dos componentes (6, 7) de diferentes tipos de materiales,
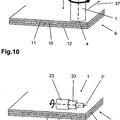
en particular componentes metálicos de diferentes tipos de materiales, mediante soldadura por fricción agitación, en el que el procedimiento presenta los pasos siguientes: - a) los componentes (6, 7) se superponen entre sí al menos parcialmente, - b) un hombro (2) de un dispositivo de unión (V) y un pin (3) del dispositivo de unión (V) se ponen en rotación alrededor del eje longitudinal del pin (3), caracterizado porque el pin (3) puede desplazarse entre una posición que sobresale del hombro (2) en la dirección de su eje longitudinal y una posición retraída en el hombro (2), - c) el pin (3) rotativo se introduce en la zona de superposición de los componentes (6, 7) en la dirección de su eje longitudinal en un primer componente (6,7) de los que forman la superposición, al menos hasta alcanzar la superficie de un segundo de los componentes (6, 7) que forman la superposición, - d) el pin (3) se retrae a continuación de los componentes (6, 7) a unir, y - e) se conduce una corriente eléctrica a través de los componentes (6, 7) a unir
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06008752.
Solicitante: HYDRO ALUMINIUM DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ETTORE-BUGATTI-STRASSE 6-14 51149 KÖLN ALEMANIA.
Inventor/es: SCHRODER, DIETMAR, MAIER, CHRISTOF.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Abril de 2006.
Clasificación Internacional de Patentes:
- B23K20/12E6B
- B23K20/12E6D
Clasificación PCT:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362794_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento así como a un dispositivo para la unión de al menos dos componentes de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos de materiales, mediante soldadura por fricción agitación según el preámbulo de la reivindicación 1 y 22 (véase, por ejemplo, JP 2003/ 275 876).
La soldadura por fricción agitación ofrece una serie de ventajas respecto a otros procedimientos de unión. Así debe emplearse, por ejemplo, en el remachado por estampado empleado frecuentemente, un elemento auxiliar de unión por lo que se generan un peso adicional así como costes adicionales. Otro procedimiento estándar es la unión mecánica, no obstante, no consiguiéndose frecuentemente una rigidez suficiente de la unión generada.
En la soldadura por fusión o soldadura blanda de diferentes tipos de materiales, en particular de materiales de aluminio
o acero, se producen en la práctica en la zona de la mezcla de los materiales fases intermetálicas que conducen a una fragilidad no deseada del cordón de soldadura.
Otro procedimiento de unión conocido es la soldadura por fricción, en la que una de las piezas a unir se pone en rotación y bajo presión axial se presiona con su cara frontal sobre la superficie frontal de una segunda pareja de unión en reposo. En este caso en la zona de las superficies frontales se produce una unión de las piezas (Lexikon Produktionstechnik Verfahrenstechnik, redactor.: Heinz M. Hiersig, VDI-Verlag Düsseldorf, 1995). Una desventaja en la soldadura por fricción es que sólo pueden unirse entre sí piezas simétricas en rotación o al menos rotativas.
Por el Instituto de Investigación de Materiales del Centro Alemán Aeroespacial (DLR) se conoce además un procedimiento para la soldadura por fricción agitación de componentes dispuestos unos respecto a otros en una junta a tope (publicación de internet del DLR:
http://www.dlr.de/wf/forschung/fsw). En el procedimiento conocido se presiona un pin rotativo que sobresale de un hombro cilíndrico con gran fuerza en la junta a tope de dos chapas y se mueve a lo largo de la línea de unión. El material se calienta por el rozamiento entre hombro y herramienta y se mezcla por la rotación del pin, de forma que las chapas se unen en un proceso de conformación en caliente. En este caso se conoce que las parejas de unión a conectar pueden ser componentes de aluminio y acero. En este caso el aluminio se ablanda a lo largo de la línea de unión por la herramienta de fricción agitación y se transpone en un estado pastoso. El borde de unión en el lado del acero permanece en este caso en un estado sólido y se trata mecánicamente por la herramienta.
Una desventaja del procedimiento conocido es que la herramienta de fricción agitación se rompe fácilmente en la práctica, ya que durante el avance a lo largo de la línea de unión actúa una elevada carga transversal en particular sobre el pin. Este peligro es especialmente elevado en el momento del inicio de la soldadura si la herramienta de unión todavía no ha alcanzado su temperatura de funcionamiento y por consiguiente presenta todavía una gran fragilidad. Otra desventaja es que debido al procedimiento de unión y al tipo de cordón es necesaria una sujeción maciza de los componentes y soporte, en particular de la cara posterior del componente opuesta a la herramienta de unión, para que los componentes no puedan moverse de su posición prevista durante el proceso de unión debido a las elevadas fuerzas que actúan. Por este motivo el procedimiento sólo puede utilizarse de forma limitada para aplicaciones determinadas, en particular aplicación en el sector de la automoción, como construcción de carrocerías. Finalmente en el procedimiento conocido no es posible hasta ahora una detección completa de la raíz de la costura.
Además, de la práctica se conoce que se han realizado soldaduras de solape a lo largo una línea de unión entre acero y aluminio. Sin embargo, en este caso no se han obtenido hasta ahora resultados de soldadura satisfactorios.
Finalmente de la práctica se conoce un procedimiento para la unión por puntos de componentes de aluminio dispuestos superpuestos mediante soldadura por fricción agitación, que se emplea en particular en la fabricación de las puertas de los automóviles. En el procedimiento conocido un hombro de herramienta, así como un pin de la herramienta de unión que sobresale del hombro se ponen en rotación alrededor del eje longitudinal del pin. Mediante un movimiento de la herramienta de unión en la dirección del eje longitudinal del pin se pone éste en la zona de superposición de los componentes esencialmente perpendicularmente sobre la superficie del primero de los componentes a unir y se introduce en parte en el segundo componente a través del primer componente a unir. En este caso se produce una fusión y mezcla de los materiales de los componentes en la zona del pin introducido. Al introducir el pin el hombro de herramienta rotativo entra en contacto con la superficie del primer componente, por lo que se consigue un calentamiento y ablandamiento posterior de los componentes. Para apoyar el proceso de llenado de la abertura generada por el pin en los componentes con material de los componentes, el hombro puede introducirse en este caso en parte en el primero de los componentes. A continuación el pin se retrae en el hombro. Después de la retracción completa del pin en el hombro, la herramienta de unión se aleja de los componentes y el material fundido se solidifica. En la zona en la que el pin se ha introducido en los componentes se origina por consiguiente una unión de soldadura por puntos entre los componentes. Este proceso puede repetirse para la fabricación de una unión de soldadura por puntos en otros puntos del componente. Con el procedimiento conocido es posible fabricar en serie uniones de soldadura por puntos de partes de aluminio del mismo tipo mediante soldadura por fricción agitación, apareciendo un menor desgaste de la herramienta ya que sobre la herramienta de unión no actúa una carga transversal elevada.
No obstante, en particular en la industria del automóvil es deseable fabricar uniones entre componentes de diferentes tipos, por ejemplo entre componentes de aluminio y de acero, y de esta manera adaptar los componentes de forma óptima a las cargas que aparecen durante el funcionamiento y al mismo tiempo conseguir los mayores ahorros posibles de peso.
El registro de patente EP 1 498 210 A1 da a conocer un procedimiento para la unión por fricción agitación por puntos, en el que se unen dos placas metálicas superpuestas. En la superficie de la placa metálica inferior, que está dirigida a la placa metálica superior, se aplica una capa que inhibe la oxidación. Mediante el calor por fricción que se origina en la soldadura por fricción agitación y mediante la fuerza de presión se retira la capa que inhibe la oxidación entre la placa metálica superior y la inferior, de forma que las placas metálicas se pueden unir a lo largo de superficies no corroídas.
El documento JP 2002-192358 da a conocer un dispositivo para la soldadura por fricción agitación por puntos que presenta un pin que puede bajarse en un hombro. Durante la unión de dos piezas superpuestas se introduce sólo el pin hasta una profundidad determinada en la capa límite entre la pieza superior y la inferior. Luego se retrae el pin en el hombro, mientras que el hombro se presiona aun más en la pieza superior. Por ello el material ablandado de las piezas puede rellenar la cavidad generada por el pin.
El documento de patente US 5,829,664 A da a conocer un dispositivo para la soldadura por fricción agitación y un procedimiento en el que dos piezas de tipo placa, cuyos rebordes están en contacto entre sí, se unen a lo largo de estos rebordes con un cordón longitudinal. Para poder realizar de forma más rápida la soldadura del cordón longitudinal, a través de las piezas y a través de los componentes del dispositivo se conduce una corriente eléctrica. Sin embargo, el procedimiento y el dispositivo del documento US 5,829,664 A no son apropiados para la unión de diferentes tipos de materiales.
La invención tuvo el objetivo de proporcionar un procedimiento así como un dispositivo del tipo mencionado al inicio, con el que puedan fabricarse con productividad elevada uniones de soldadura de gran calidad entre componentes de diferentes tipos de materiales. El procedimiento así como el dispositivo debe ser apropiado en particular para la aplicación en el sector de la automoción.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la unión de al menos dos componentes (6, 7) de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos de materiales, mediante soldadura por fricción agitación, en el que el procedimiento presenta los pasos siguientes:
- a) los componentes (6, 7) se superponen entre sí al menos parcialmente,
- b) un hombro (2) de un dispositivo de unión (V) y un pin (3) del dispositivo de unión (V) se ponen en rotación alrededor del eje longitudinal del pin (3), caracterizado porque el pin (3) puede desplazarse entre una posición que sobresale del hombro (2) en la dirección de su eje longitudinal y una posición retraída en el hombro (2),
- c) el pin (3) rotativo se introduce en la zona de superposición de los componentes (6, 7) en la dirección de su eje longitudinal en un primer componente (6,7) de los que forman la superposición, al menos hasta alcanzar la superficie de un segundo de los componentes (6, 7) que forman la superposición,
- d) el pin (3) se retrae a continuación de los componentes (6, 7) a unir, y
- e) se conduce una corriente eléctrica a través de los componentes (6, 7) a unir.
2. Procedimiento según la reivindicación 1, caracterizado porque el hombro (2) rotativo entra en contacto al menos temporalmente durante la introducción y/o retracción del pin (3) con la superficie del primer componente (6) opuesta en la zona de superposición al segundo componente (7).
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque el pin (3) se introduce en el primer componente (6) en una posición que sobresale al menos en parte del hombro (2) por un movimiento del hombro (2) que se realiza en la dirección del eje longitudinal del pin (3).
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el pin (3) se introduce en el primer componente (6) por desplazamiento en la dirección de su eje longitudinal desde una posición retraída al menos en parte en el hombro (2).
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el pin (3) se retrae de los componentes (6, 7) a unir en una posición que sobresale al menos en parte del hombro (2) por un movimiento del hombro (2) que se realiza en la dirección del eje longitudinal del pin (3).
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el pin (3) se retrae de los componentes (6, 7) a unir mediante una retracción en el hombro (2) que se realiza desde una posición que sobresale al menos en parte del hombro (2).
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el primero de los componentes (6, 7) que forman la superposición posee un punto de fusión más bajo que el segundo de los componentes (6, 7) que forman la superposición.
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el primer componente (6) se ablanda, en particular se funde, en la zona de acción del dispositivo de unión (V), mientras que el segundo componente (7) permanece esencialmente en estado sólido.
9. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el primer componente (6) se ablanda, en particular se funde, en la zona de acción del dispositivo de unión (V) y, porque el segundo componente (7) se ablanda, en particular se funde, al menos localmente en la zona por debajo del pin (3) introducido.
10. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque mediante el pin (3) se mecaniza por arranque de viruta el segundo componente (7) en la zona de su superficie.
11. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el hombro (2) se retira del primer componente (6) al menos temporalmente durante la introducción del pin (3) en contra de la dirección de movimiento del pin (3).
12. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el hombro (2) se introduce al menos en parte en el primer componente (6) al menos temporalmente durante la retracción del pin (3).
13. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque se prevé un apoyo de baño
(8) en el lado de los componentes (6, 7) superpuestos opuesto al dispositivo de unión (V).
14. Procedimiento según la reivindicación 13, caracterizado porque el apoyo de baño (8) se forma él mismo por un componente (6, 7) a unir.
15. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el pin (3) y/o el hombro (2) se calienta previamente a la unión.
16. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el apoyo del pin (3) y/o el hombro (2) sobre el primero de los componentes (6, 7) que forma la superposición se determina mediante una medición de fuerza -recorrido y/o una medición del momento de giro.
17. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la posición del pin (3) durante la introducción, en particular el apoyo del pin (3) sobre el segundo de los componentes (6, 7) que forman la superposición se determina mediante una medición de fuerza – recorrido y/o una medición del momento de giro.
18. Procedimiento según la reivindicación 1, caracterizado porque entre el primer componente (6) y el segundo componente (7) se dispone al menos un tercer componente al menos en la zona de superposición.
19. Procedimiento según la reivindicación 1, caracterizado porque en el lado del segundo componente (7) opuesto al primer componente (6) se dispone al menos un tercer componente al menos en la zona de superposición.
20. Procedimiento según una de las reivindicaciones 18 ó 19, caracterizado porque un pin rotativo de un segundo dispositivo de unión se introduce en la zona de superposición de los componentes (6, 7) en la dirección de su eje longitudinal, en el componente exterior opuesto al primer componente (6) exterior al menos hasta alcanzar la superficie del al menos un componente situado entre los componentes exteriores.
21. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque al menos uno de los componente (6, 7) presenta un revestimiento.
22. Dispositivo para la unión de al menos dos componentes (6, 7) de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos de materiales, mediante soldadura por fricción agitación,
- con un hombro (2) y un pin (3), caracterizado por
- medios para el desplazamiento del pin (3) entre una posición que sobresale del hombro (2) en la dirección de su eje longitudinal y una posición retraída en el hombro (2),
- medios para la rotación del hombro (2) y del pin (3) alrededor del eje longitudinal del pin (3),
- medios para el movimiento del hombro (2) en la dirección del eje longitudinal del pin (3), y
medios para la conducción de una corriente eléctrica a través de los componentes (6, 7) a unir, introduciéndose la corriente en los componentes (6, 7) a través del pin (3) del dispositivo de unión, y estando previstos medios para la medición de la resistencia eléctrica que experimenta la corriente eléctrica al conducirse a través de los componentes (6, 7) a unir, supervisándose la profundidad de hundimiento del pin
(3) en los componentes (6, 7) mediante la medición de la resistencia.
Patentes similares o relacionadas:
CABEZA DE SOLDADURA, del 19 de Septiembre de 2011, de MTS SYSTEMS CORPORATION: Un aparato de soldadura que comprende un alojamiento ; una sonda rotatoria que incluye un primer miembro rotatorio de sonda […]
 PROCEDIMIENTO Y DISPOSITIVO PARA REALIZAR UNION SOLDADURA ENTRE SUPERFICIES DE DOS PIEZAS TRABAJO PLANAS CON RECORRIDO COMPLETO DE ZONA DE CONTACTO DE PIEZA TRABAJO FRICCION Y REMOCION GIRATORIA EN SUPERFICIE DE LA SEGUNDA PIEZA DE TRABAJO ALEJADA DE LA PRIMERA PIEZA DE TRABAJO, del 19 de Octubre de 2010, de GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH: Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo y una segunda pieza de trabajo , que comprende los pasos […]
PROCEDIMIENTO Y DISPOSITIVO PARA REALIZAR UNION SOLDADURA ENTRE SUPERFICIES DE DOS PIEZAS TRABAJO PLANAS CON RECORRIDO COMPLETO DE ZONA DE CONTACTO DE PIEZA TRABAJO FRICCION Y REMOCION GIRATORIA EN SUPERFICIE DE LA SEGUNDA PIEZA DE TRABAJO ALEJADA DE LA PRIMERA PIEZA DE TRABAJO, del 19 de Octubre de 2010, de GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH: Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo y una segunda pieza de trabajo , que comprende los pasos […]
 UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
 HUSILLO DE SOLDADURA DE FRICCIóN CON EJE DE HUSILLO QUE SE PUEDE DESPLAZAR AXIALMENTE, del 6 de Abril de 2011, de MTS SYSTEMS CORPORATION: Un conjunto de husillo para soldadura por fricción que comprende: un soporte que tiene un taladro central; un árbol del husillo adaptado para sujetar a […]
HUSILLO DE SOLDADURA DE FRICCIóN CON EJE DE HUSILLO QUE SE PUEDE DESPLAZAR AXIALMENTE, del 6 de Abril de 2011, de MTS SYSTEMS CORPORATION: Un conjunto de husillo para soldadura por fricción que comprende: un soporte que tiene un taladro central; un árbol del husillo adaptado para sujetar a […]
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]