JUNTA PARA UN CONTENEDOR.
Junta para un contenedor para productos comestibles que se forma a partir de una lamina que comprende las capas coextensivas siguientes:
a) una capa superior de plástico;
b) una capa adhesiva de espuma/plástico;
c) una capa de espuma;
d) una capa adhesiva de espuma/en lámina;
e) lámina metálica; y
f) una capa de sellado térmico;
en la que el adhesivo plástico/de espuma se adhiere a la espuma de la capa de plástico sobre por lo menos una porción de sus superficies exteriores, en la que la capa adhesiva de espuma/en lámina se adhiere a la espuma del metal sobre sustancialmente el área completa de las superficies encaradas con una fuerza de unión de por lo menos 8N/12,5 mM, medida mediante un ensayo de despegado a 180ºC descrito en la descripción presente,
que presenta una densidad medida en el intervalo comprendido entre 0,6 y 0,95 g ml-1 calculado gracias al procedimiento de la medición de la densidad descrito en el documento presente
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07110921.
Solicitante: ILLINOIS TOOL WORKS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3600 WEST LAKE AVENUE,GLENVIEW, ILLINOIS 60025.
Inventor/es: MCLEAN,ANDREW FENWICK, O'BRIEN,DAVID JOHN, SACHS,VICTOR.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Junio de 2007.
Fecha Concesión Europea: 7 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B32B15/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de resina sintética.
Clasificación PCT:
- B32B15/08 B32B 15/00 […] › de resina sintética.
- B65D51/20 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › Capuchones, tapas o cubiertas que funcionan con un cierre interno dispuesto para ser abierto perforando, cortando o desgarrando.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Junta para un contenedor.
La presente invención se refiere a una junta para un contenedor para productos comestibles, normalmente líquidos potables, que se pueden pasar a través de unos procedimientos de reciclaje que se utilizan actualmente para recuperar el tereftalato de polietileno de las botellas, para así eliminarlo con otros materiales no PET.
Las juntas adecuadas para el sellado térmico pueden contener una capa de lámina metálica alrededor de la boca de un contenedor para una sustancia comestible, utilizado principalmente para las juntas sellables térmicamente por inducción. La capa de lámina metálica presenta en su cara interior unas capas sellables térmicas para la adhesión a la boca de la botella y, en la parte superior, unas capas para proporcionar una fuerza mecánica y en una superficie superior que puede presentar un dibujo o bien una serie de datos. Las juntas en las que se proporciona una lengüeta pegada dentro de toda la circunferencia de la junta se han descrito en, por ejemplo, los documentos WO 03/066465, las patentes US nº 4.961.986 y US nº 6.866.926. La lengüeta se puede fabricar para evitar la laminación en una porción con forma de segmento de la junta, por ejemplo intercalando un material de la lengüeta de unión entre la parte superior, la capa total de plásticos y la capa inferior. Una capa adhesiva se coloca entre la lengüeta y la capa de plásticos, y sigue entre las capas de plásticos y la porción de la capa subyacente que se extiende por debajo de la lengüeta.
El calentamiento por inducción de la capa de sellado térmico se aplica a menudo después de la aplicación de un tapón, por ejemplo, un tapón de rosca, en el cuello de un contenedor, la junta se pre-coloca dentro del tapón. Para proporcionar una presión uniforme entre el tapón y la boca del contenedor, de modo que la junta se adhiera al fundir la capa sellable térmica, se sabe que se proporciona una capa elástica dentro de la junta. Se puede proporcionar mediante un forro secundario separado, que se fija al tapón por encima de la junta formada por ejemplo, por un material protector o de espuma. Alternativamente puede ser una capa colocada dentro del sellado, por ejemplo, entre la lámina metálica y la superficie superior. Dicha capa metálica puede estar formada por un material de poliolefina espumosa, por ejemplo.
Cada vez más se intenta reciclar los materiales utilizados para el embalaje de los productos consumidos, por ejemplo, las botellas utilizadas para contener líquidos potables. El tereftalato es un material adecuado ampliamente utilizado para dichas botellas, y los procedimientos se han desarrollado para la separación durante el reciclaje del PET de otros materiales utilizados en la producción de los contenedores, por ejemplo materiales utilizados para los tapones, las etiquetas y los forros (o juntas) para los tapones. El PET presenta una densidad superior a 1 g/ml y se separa adecuadamente del resto de los materiales, que presentan una densidad inferior a 1, mediante un procedimiento que implica unos baños acuosos, en los que los sumideros PET y los otros materiales flotantes. Así como las etiquetas separadoras y los otros materiales en partículas, el PET debe limpiarse de los residuos de, por ejemplo, los materiales adhesivos y debe enjuagarse, antes de estar en una forma adecuada para remodelarse en los contenedores u otros productos acabados mediante los procedimientos que implican la fusión del material. Varios baños utilizados en el procedimiento de reciclaje tienden a ser altamente cáusticos y se utilizan a unas temperaturas elevadas, por ejemplo superiores a 80ºC. Los materiales se mantienen en los baños durante varios minutos y se agitan dentro de los mismos. Bajo estas condiciones, hemos encontrado que el aluminio expuesto al líquido se degrada rápidamente lo que reduce la vida del baño. También, puesto que uno de los objetivos del baño es eliminar los depósitos de adhesivos, estos baños a menudo degradan las capas de adhesivos utilizadas en la producción de los laminados de los cuales se producen las juntas. Si el aluminio se degrada, entonces los materiales en las capas adyacentes tienden a despegarse. El aluminio presenta una densidad superior a 1 g/ml. En función de cómo se incorpora en la junta, una pastilla que contiene una capa de aluminio puede hundir en PET o flotar con otros materiales. Hemos apreciado que las etapas se deben considerar para evitar las pastillas que contienen aluminio hundido en PET. La presencia de residuos de aluminio en PET que se reutilizan es muy poco deseable.
Una nueva junta según la presente invención para un contenedor para productos comestibles se forma a partir de una lamita que comprende las capas coextensivas siguientes:
- a) una capa superior de plástico;
- b) una capa adhesiva de espuma plástica;
- c) una capa de espuma;
- d) una capa adhesiva de espuma/en lámina;
- e) lámina metálica; y
- f) una capa de sellado térmico;
en el que el adhesivo plástico/de espuma se adhiere a la espuma de la capa de plástico sobre por lo menos una porción de sus superficies exteriores, en la que la capa adhesivo adhesiva de espuma/en lámina se adhiere a la espuma del metal sobre sustancialmente el área completa de las superficies encaradas con una fuerza de unión de por lo menos 8N/12,5 mM, medida mediante un ensayo de despegado a 180ºC (330 mm por minuto, temperatura ambiente), y en la que la junta presenta una densidad medida en el intervalo de 0,6 a 0,95 g ml calculado gracias al procedimiento de la medición de la densidad descrito en el documento presente.
La capa plástica superior está formada preferentemente por una película de poliéster, por ejemplo una película de PET. Preferentemente, la capa plástica superior es transparente, por consiguiente permite la impresión de la información en la parte superior o en una capa inferior visible de la misma. De forma adecuada la capa de PET presenta un grosor dentro del intervalo de 10 a 50 µm de grosor.
La lámina metálica es preferentemente aquella que es útil para el sellado térmico por inducción. Los dispositivos de sellado térmico por inducción que se encuentran disponibles habitualmente son adecuados para la utilización con unas láminas de aluminio. De este modo, la lámina metálica es preferentemente de aluminio, por ejemplo que presenta un grosor en el intervalo de 10 a 30 µm.
La lámina de sellado térmico puede comprender un material adecuado para la fusión y la adhesión a la boca del contenedor, así como que sea adecuada para la utilización en contacto con materiales comestibles. La lámina puede comprender también otros materiales, por ejemplo proporcionar la tensión al material metálico adyacente. Convenientemente la lámina de sellado térmico comprende una capa de material poliéster en combinación con el material adhesivo fundido caliente, por ejemplo presentado como un material extruido. La adhesión entre la capa de sellado térmico y la lámina metálica se puede conseguir utilizando los procedimientos conocidos, por ejemplo mediante la utilización de un adhesivo a base de solvente, una adhesivo con base acuosa, un adhesivo extrusionable o un adhesivo menos solvente. El nivel de aplicación del adhesivo entre la lámina metálica y la capa de junta térmica es, por ejemplo, entre 1 y 10 g/m2, preferentemente entre 2 y 6 g/m2.
La capa de espuma comprende generalmente una espuma de poliolefina. Esta está formada por un material que presenta una densidad inicial de por lo menos 0,75 g/ml, preferentemente menos de 0,7 g/ml, por ejemplo 0,65 g/ml o menos. Para proporcionar una elasticidad óptima, la densidad debe ser superior a aproximadamente 0,4 g/ml, preferentemente por lo menos 0,5 g/ml. Convenientemente, la espuma es un copolímero de polietileno o etileno o polipropileno. El grosor de la espuma se adapta generalmente de modo que proporcione la densidad característica deseada en toda la junta. De este modo, el grosor debe ser suficiente para que la densidad total sea inferior a la densidad máxima de 0,95 g/ml. Preferentemente, la densidad medida es inferior a 0,90 g/ml, por ejemplo tan inferior como 0,85 g/ml o incluso inferior a 0,6 g/ml pero a veces es superior a 0,8 g/ml. Convenientemente, el grosor de la espuma es preferentemente de por lo menos 100 µm, más preferentemente por lo menos 125 µm, más preferentemente por lo menos 150 µm, por ejemplo superior a 180 µm. Generalmente no resulta deseable...
Reivindicaciones:
1. Junta para un contenedor para productos comestibles que se forma a partir de una lamina que comprende las capas coextensivas siguientes:
- a) una capa superior de plástico;
- b) una capa adhesiva de espuma/plástico;
- c) una capa de espuma;
- d) una capa adhesiva de espuma/en lámina;
- e) lámina metálica; y
- f) una capa de sellado térmico;
en la que el adhesivo plástico/de espuma se adhiere a la espuma de la capa de plástico sobre por lo menos una porción de sus superficies exteriores, en la que la capa adhesiva de espuma/en lámina se adhiere a la espuma del metal sobre sustancialmente el área completa de las superficies encaradas con una fuerza de unión de por lo menos 8N/12,5 mM, medida mediante un ensayo de despegado a 180ºC descrito en la descripción presente,
que presenta una densidad medida en el intervalo comprendido entre 0,6 y 0,95 g ml-1 calculado gracias al procedimiento de la medición de la densidad descrito en el documento presente.
2. Junta según la reivindicación 1, en la que la capa de espuma comprende una espuma de poliolefina.
3. Junta según la reivindicación 1 ó 2, en la que la capa de espuma de polioelfina presenta un grosor dentro del intervalo de 175 a 350 µm.
4. Junta según cualquiera de las reivindicaciones anteriores, en la que la lámina de metal es aluminio.
5. Junta según la reivindicación 4, en la que la lámina de metal de aluminio presenta un grosor de por lo menos 12 µm, preferentemente un grosor de 15 a 25 µm.
6. Junta según cualquiera de las reivindicaciones anteriores, en la que la capa plástica superior es poliéster, preferentemente PET.
7. Junta según cualquiera de las reivindicaciones anteriores, en la que la capa plástica superior comprende una lengüeta que se extiende totalmente en el interior de la circunferencia de la junta y comprende un segmento de la zona de la junta sobre la que la lámina plástica superior no se adhiere a la capa de espuma.
8. Junta según la reivindicación 7, en la que la lengüeta comprende una capa en forma de segmento de material plástico adherido en el lado de una capa conformada de junta del material plástico y que se adhiere a la capa del material plástico mediante una capa de adhesivo de plástico/espuma.
9. Junta según la reivindicación 8, en la que la lengüeta es poliéster, preferentemente PET.
10. Junta según cualquiera de las reivindicaciones 7 a 9, en la que la capa de adhesivo de plástico/espuma comprende una composición de poliuretano de dos partes.
11. Junta según cualquiera de las reivindicaciones 7 a 9, en la que la capa de adhesivo de plástico/espuma comprende un adhesivo termoplástico extruido.
12. Junta según cualquiera de las reivindicaciones anteriores, en la que el adhesivo de espuma/en lámina es un adhesivo aplicado en caliente a partir del revestimiento coextendido en la capa plástica superior.
13. Tapón de contenedor que contiene una junta según cualquiera de las reivindicaciones 1 a 12.
14. Tapón según la reivindicación 13, que presenta un cierre de rosca.
15. Tapón según la reivindicación 13, que es un tapón de encliquetado.
16. Contenedor sellado que comprende un recipiente y, dentro del recipiente un material comestible, en el que recipiente presenta una boca, y la boca se sella con una junta según cualquiera de las reivindicaciones 1 a 12 que se adhiere a la boca del recipiente a través de dicha capa de junta térmica.
17. Contenedor según la reivindicación 16, en el que el material comestible es un líquido potable, preferentemente agua.
18. Contenedor según la reivindicación 16 ó 17, en el que el recipiente está formado por poliéster, preferentemente PET.
19. Contenedor según cualquiera de las reivindicaciones 16 a 18, en el que el recipiente presenta un cuello al cual se une una rosca superior superpuesta a la junta.
20. Procedimiento para proporcionar un contenedor cerrado en el que,
- a) un recipiente que presenta una boca se llena por lo menos parcialmente con un material comestible;
- b) una junta según cualquiera de las reivindicaciones 1 a 12 está dispuesto a través de la boca del recipiente; y
- c) la junta se sella térmicamente mediante la aplicación de calor a la capa de junta térmica y la presión entre la junta y la boca del recipiente.
21. Procedimiento según la reivindicación 20, en el que el calor se aplica mediante calentamiento por inducción de la capa de lámina de metal.
22. Procedimiento según la reivindicación 20 ó 21, en el que el recipiente presenta un cuello y la junta está dispuesto a lo largo de la boca mediante la aplicación de un tapón que soporta la junta sobre el cuello de manera que se aplica dicha presión, seguida de la aplicación del calor para fundir la capa de junta térmica.
23. Procedimiento según la reivindicación 22, en el que el recipiente está formado por poliéster.
24. Procedimiento según cualquiera de las reivindicaciones 20 a 23, en el que el material comestible es un líquido potable.
25. Banda laminar adecuada para la producción de la junta según la reivindicación 1, que comprende
- a) una capa superior de poliéster;
- b) una capa adhesiva de espuma/plástico;
- c) una capa de espuma de poliolefina que presenta un grosor de por lo menos 125 µm, preferentemente en el intervalo comprendido entre 150 µm y 350 µm;
- d) una capa adhesiva de espuma/en lámina;
- e) capa de lámina metálica de aluminio que presenta un grosor de por lo menos 12 µm ; y
- f) una capa de sellado térmico;
en el que la capa adhesiva de espuma/en lámina adhiere la espuma a la lámina metálica sobre sustancialmente toda el área de sus superficies enfrentadas con una fuerza de enlace de por lo menos 8N/12,5 mM, medida mediante un ensayo de despegado a 180ºC descrito en la presente memoria,
dicha lámina que presenta una densidad medida dentro del intervalo de 0,6 a 0,95 g/ml-1 determinada mediante el procedimiento de medición de la densidad descrito en la presente memoria.
26. Banda laminar según la reivindicación 25, en la que la capa superior de poliéster incluye
- i) una tira de material para la lengüeta de unión que se extiende a lo largo del grosor de la banda; y
- ii) una película plástica continua,
y una lengüeta de unión entre la película plástica continua y la espuma y se adhiere a la película plástica continua pero no a la espuma mediante dicha capa adhesiva de espuma/en lámina.
27. Banda laminar según la invención 26, que incluye varias tiras del material de la lengüeta de unión a lo largo del grosor de la banda, extendiéndose cada una sustancialmente por toda la longitud de la banda.
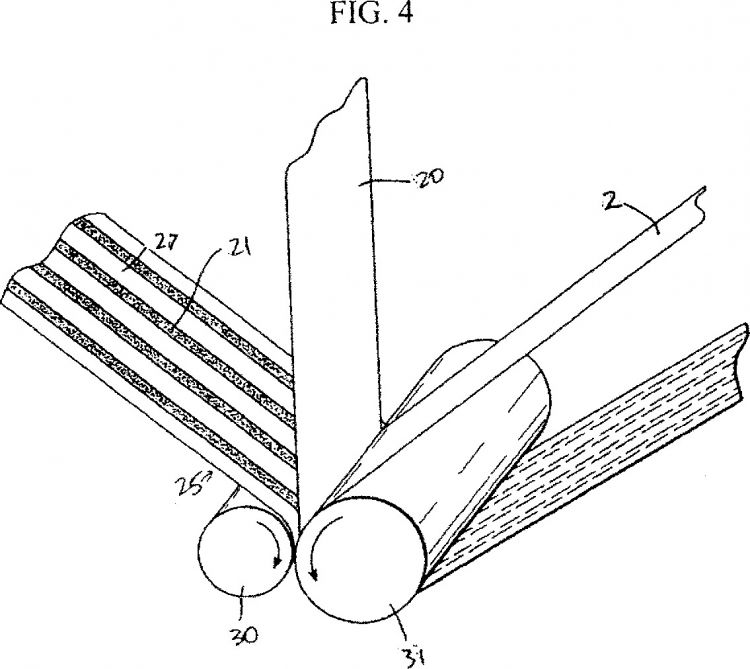
28. Procedimiento de fabricación para la formación de una banda laminar según la reivindicación 25, en el que
- a) una laminado preformado de la capa de junta térmica, una lámina metálica, una capa adhesiva de espuma/en lámina y una capa de espuma y una película plástica se introducen en una estación de laminación de modo que la capa de película plástica se coloque en la cara de la espuma de la lámina preformada;
- b) un adhesivo de plástico/espuma se aplica entre las dos superficies enfrentadas entre sí de la película plástica y la espuma; y
- c) se aplica presión en la estación laminadora y se recubre el adhesivo plástico/espuma de manera que se adhieren las superficies una contra la otra;
en el que la lámina preformada de la capa de espuma y la capa de plástico metálico/de junta térmica se unen por una resistencia a la adherencia como se mide en el ensayo de fuerza de despegado a 180º (330 mm/min, a temperatura ambiente) por lo menos 8N/12,5 mm,
y en el que la lámina preformada de la capa de espuma presenta un grosor de por lo menos 125 µm y una densidad que no supera 0,7 g/ml.
29. Procedimiento de fabricación según la reivindicación 28, en el que el adhesivo se aplica mediante extrusión de un adhesivo extrusionable.
30. Procedimiento de fabricación según las reivindicaciones 28 ó 29, en el que el material de lengüeta de unión que presenta un espesor inferior al grosor del material plástico se alimenta en la solución de laminación y se interpone entre el adhesivo plástico/de espuma y la película plástica, de manera que el adhesivo adhiere la lengüeta de unión a la película plástica además de adherir la película plástica a la espuma en la zona que se extiende más allá de la lengüeta de unión.
Patentes similares o relacionadas:
Película reflectante brillante y conformable que tiene capas metálicas discontinuas, del 24 de Junio de 2020, de Akzo Nobel Coatings Inc: Un laminado metalizado brillante y conformable, que comprende: una película con recubrimiento claro y conformable que es una composición polimérica seleccionada […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Recubrimiento pulverizado resistente a la corrosión y método para formar el mismo, del 3 de Junio de 2020, de Yoshikawa Kogyo Co., Ltd: Un recubrimiento pulverizado de aleación de Al-Mg resistente a la corrosión que cubre la superficie del sustrato, donde el recubrimiento pulverizado de […]
Película laminada que comprende copolímero de etileno, del 3 de Junio de 2020, de BOREALIS AG: Una composicion de polimero para una capa de pelicula, que comprende (A) 10 a 50 % en peso de un copolimero de etileno con unidades que […]
Película de material compuesto, del 27 de Mayo de 2020, de AMCOR FLEXIBLES SINGEN GMBH: Película de material compuesto para cerrar un recipiente sellando la película de material compuesto contra una superficie de sellado […]
Materiales de envasado de control de la humedad, del 20 de Mayo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un envase interno para artículos para fumar que comprende: un material de envasado flexible multicapas que comprende: una capa […]
Película de poliéster que tiene una estructura multicapa para laminar un sustrato metálico, sustrato metálico que tiene una película de poliéster y un contenedor que tiene un componente fabricado a partir de este sustrato metálico, del 6 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un sustrato metálico que tiene una película de poliéster laminada en al menos una cara del sustrato metálico para producir un laminado, en donde la película de poliéster es una […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]