DISPOSITIVO DE GOFRADO, TAL COMO UN CILINDRO O MANGUITO.
Dispositivo de gofrado, tal como un cilindro o manguito, del tipo que comprende en su superficie periférica externa un motivo de gofrado en relieve y en hueco,
destinado a reproducirse sobre una sustancia plana y deformable, caracterizado porque el cilindro o manguito (2) lleva un revestimiento (6) de fotopolímero cuya superficie exterior presenta el motivo (4) de gofrado en relieve y en hueco, realizado por exposición del revestimiento a la luz con ayuda de una máscara
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/000563.
Solicitante: MACDERMID PRINTING SOLUTIONS EUROPE SAS.
Nacionalidad solicitante: Francia.
Dirección: RUE DE L'INDUSTRIE,68700 CERNAY.
Inventor/es: BIAVA, HELENE, REINHART,CHRISTIAN, BOUKAFTANE,CHOUAIB.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B05D1/00C
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Clasificación PCT:
- B05D1/00 B […] › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad).
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- G03F7/00 FISICA. › G03 FOTOGRAFIA; CINEMATOGRAFIA; TECNICAS ANALOGAS QUE UTILIZAN ONDAS DISTINTAS DE LAS ONDAS OPTICAS; ELECTROGRAFIA; HOLOGRAFIA. › G03F PRODUCCION POR VIA FOTOMECANICA DE SUPERFICIES TEXTURADAS, p. ej. PARA LA IMPRESION, PARA EL TRATAMIENTO DE DISPOSITIVOS SEMICONDUCTORES; MATERIALES A ESTE EFECTO; ORIGINALES A ESTE EFECTO; APARELLAJE ESPECIALMENTE ADAPTADO A ESTE EFECTO (aparatos de composición fototipográfica B41B; materiales fotosensibles o procesos para la fotografía G03C; electrofotografía, capas sensibles o procesos a este efecto G03G). › Producción por vía fotomecánica, p. ej. fotolitográfica, de superficies texturadas, p. ej. superficies impresas; Materiales a este efecto, p. ej. conllevando fotorreservas; Aparellaje especialmente adaptado a este efecto (utilizando estructuras de fotorreservas para procesos de producción particulares, ver en los lugares adecuados, p. ej. B44C, H01L, p. ej. H01L 21/00, H05K).
Fragmento de la descripción:
Dispositivo de gofrado, tal como un cilindro o manguito.
La invención se refiere a un dispositivo de gofrado, tal como un cilindro o manguito, del tipo que comprende en su superficie periférica externa un motivo de gofrado en relieve y en hueco, destinado a reproducirse sobre una sustancia plana y deformable, así como un procedimiento para la fabricación de este tipo de dispositivo de gofrado.
Se conocen ya dispositivos de este tipo, que comprenden cilindros gofradores metálicos dotados de un motivo en relieve, realizándose el grabado según la técnica de moleteado y se trata por tanto de un relieve obtenido por deformación plástica del metal del cilindro.
Se conoce también el uso, en lugar del moleteado puramente mecánico, la tecnología de moleteado de tipo mecanoquímico.
Asimismo se conoce prever sobre el cilindro un revestimiento duro polimérico y realizar el relieve con ayuda de un láser. Véase, por ejemplo, el documento US 2002/0142143.
Ahora bien, en el campo de aplicación del gofrado, la renovación de las colecciones y las tiradas en serie limitadas generan una necesidad cada vez mayor de diseños que originan nuevas exigencias, por ejemplo, un coste reducido y una mayor rapidez de realización de los diseños de gofrado. En cambio, la vida útil esperada en cuanto a longitud en metros realizados puede ser reducida.
Los dispositivos de gofrado conocidos, debido a su procedimiento de fabricación costoso y complejo, no pueden satisfacer estas exigencias.
La invención tiene por objetivo paliar estos inconvenientes de los dispositivos de gofrado conocidos.
Este objetivo se logra mediante el dispositivo de gofrado según la reivindicación 1 y mediante el procedimiento de realización de dicho dispositivo según la reivindicación 13.
La invención se comprenderá mejor y otros objetivos, características, detalles y ventajas de la misma resultarán evidentes más claramente, en el transcurso de la descripción explicativa siguiente, realizada en referencia a los dibujos esquemáticos adjuntos, dados únicamente a modo de ejemplo, que ilustran varios modos de realización de la invención y en los que:
- las figuras 1 a 4 ilustran cuatro modos de realización del procedimiento de fabricación de un dispositivo de cilindro de gofrado según la invención; y
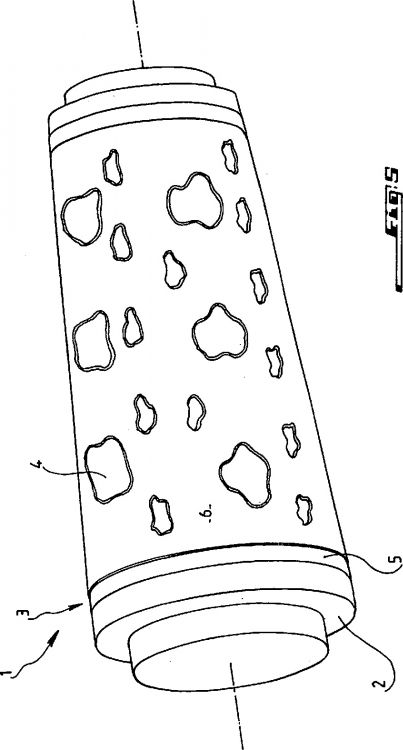
- la figura 5 es una vista en perspectiva de un dispositivo de cilindro de gofrado según la invención.
La figura 5 muestra un dispositivo 1 de cilindro de gofrado que comprende un cilindro 2 que puede ser de metal, por ejemplo de acero, o de un material compuesto, rodeado por un revestimiento 3 cuya superficie exterior comprende un motivo de zonas 4 en relieve distribuido regularmente sobre la periferia. Es ventajoso que el revestimiento 3 comprenda una primera capa 5 de base de resina que recubre el cilindro y una capa 6 exterior de resina principal que proporciona el relieve. La capa primaria de base tiene como función proteger el metal del cilindro 2 contra agresiones externas y aumentar la adhesión de la capa 6 principal sobre el cilindro. La capa de resina de base que recubre el cilindro se ha reticulado mediante exposición a la luz ultravioleta y/o visible y la capa 6 de resina principal que sirve de capa fotosensible se aplica sobre la capa 5 primaria y a continuación se forma la imagen con ayuda de una máscara, por ejemplo una película realizada in situ, o de un CTP. Naturalmente, la resina principal también puede aplicarse directamente sobre el metal eligiendo una composición de resina apropiada.
En referencia a las figuras 1 a 4, se describirán a continuación cuatro modos de aplicación de la capa 6 de resina principal, pudiendo realizarse la aplicación directamente sobre el cilindro 2 o sobre una capa intermedia tal como la capa 5 primaria.
El procedimiento ilustrado en la figura 1 prevé la aplicación de la resina indicada en 8 sobre la superficie periférica del cilindro 2, la uniformidad del espesor de la capa se garantiza con ayuda de una rasqueta 9 que se extiende por toda la longitud del cilindro. La resina se proporciona mediante un dispositivo de alimentación de resina, indicado por 10, que puede desplazarse en la dirección axial del cilindro 2, como se indica mediante la flecha F1. El dispositivo de alimentación comprende esencialmente un depósito 11 y un elemento 12 tubular de salida de la resina 8, pudiendo ser los medios de desplazamiento del conjunto 10 formado por el depósito 11 y el tubo 12 de cualquier tipo conocido en sí mismo.
Se desprende de la figura que, para la realización del revestimiento 6, se aplica la resina 8 a la cara del cilindro 2 justo por encima de la rasqueta 9, haciendo girar el cilindro en el sentido de la flecha F2 y desplazando el dispositivo 10 de alimentación en dirección axial tal como se indica mediante la flecha F1. Es la rasqueta 9 la que, al definir entre ella y la superficie periférica un intersticio de un ancho predeterminado y uniforme por la longitud del cilindro, garantiza un espesor uniforme del revestimiento que posteriormente será tratado para tener el motivo de gofrado.
La figura 2 ilustra otro modo de realización del procedimiento según la invención, cuya particularidad radica en el hecho de que utiliza, en lugar de la rasqueta 9 del primer modo de realización, un rodillo 14 de presión que se desplaza paralelamente al eje del cilindro en ambos sentidos, como se indica mediante la flecha F3. Por el contrario, el dispositivo 10 de alimentación de resina que es del mismo tipo que en la figura 1, se desplaza como anteriormente, según la flecha F1. Los movimientos rectilíneo axial de la rasqueta 14, rotativo del cilindro 2 y rectilíneo axial del dispositivo 10 de alimentación tienen como resultado que la resina se deposita y uniformiza en cuanto al espesor de la capa de resina sobre la superficie periférica del cilindro según la línea 15 helicoidal representada en la figura 2.
La figura 3 muestra un tercer modo de realización de la invención que utiliza como elemento de igualación del espesor de la capa de resina sobre el cilindro 2 otro cilindro 17 rotativo que sirve de contracilindro cuyo eje de rotación es paralelo al eje de rotación del cilindro portador de la capa de gofrado, pero que puede desplazarse lateralmente de manera que la separación ?L entre los ejes de los cilindros 2 y 17 sea variable. El desplazamiento relativo del contracilindro 17 permite establecer entre este cilindro y el cilindro 2 portador de la capa de resina un intersticio18 de un ancho predeterminado, que determina el espesor de la capa de resina, aplicando el dispositivo 10 de alimentación de resina la resina sobre la superficie periférica del cilindro 2 en un lugar justo aguas arriba del intersticio. Debe observarse que el cilindro 17 gira en el sentido de la flecha F4, es decir en el mismo sentido que el cilindro 2.
La figura 4 ilustra otro modo de realización más del procedimiento según la invención, que se distingue del mostrado en la figura 3 por el tipo de dispositivo de aplicación de la resina. En el caso de la figura 4, la resina se aplica a la superficie periférica del cilindro 2 mediante burbujeo en un baño 20 de resina que se extiende por toda la longitud del cilindro y en el que se introduce una parte de la periferia a una profundidad predeterminada de modo que, durante el paso de la periferia del cilindro por este baño, se adhiere resina a esta superficie, determinándose el espesor de la capa de resina aplicada por el ancho 1 del intersticio 18 existente entre el cilindro 2 y el contracilindro 17.
Se desprende de las diferentes posibilidades de puesta en práctica de la invención que la realización de la capa de gofrado se obtiene por vía líquida o pastosa en caliente antes de la reticulación destinada a producir el motivo de gofrado. De manera general, se utiliza un tipo de resina que es a base de poliéster, poliéter, poliuretano, u otro, o combinaciones, uretano o similar. Los grupos reactivos son epoxi, (ME) acrilatos, oxetanos, viniléter, que permiten una fotopolimerización por vía radicalaria o catiónica. La resina se elegirá de manera que sea compatible con una temperatura de 140ºC al menos tras la reticulación completa, debiendo ser posible un doble sistema de reticulación y pudiendo preverse una cocción posterior si fuera necesario. Se prevé la posibilidad de incorporación de cargas y/o de agentes de flexibilización en la resina para modificar la reología y las propiedades físicas. La resina puede utilizarse ventajosamente en un compuesto estructural a base de fibras de vidrio o de carbono,...
Reivindicaciones:
1. Dispositivo de gofrado, tal como un cilindro o manguito, del tipo que comprende en su superficie periférica externa un motivo de gofrado en relieve y en hueco, destinado a reproducirse sobre una sustancia plana y deformable, caracterizado porque el cilindro o manguito (2) lleva un revestimiento (6) de fotopolímero cuya superficie exterior presenta el motivo (4) de gofrado en relieve y en hueco, realizado por exposición del revestimiento a la luz con ayuda de una máscara.
2. Dispositivo según la reivindicación 1, caracterizado porque la capa (6) de revestimiento de fotopolímero se realiza sobre una capa (5) primaria de base, interponiéndose esta última entre el revestimiento de gofrado y el cilindro (2) de soporte.
3. Dispositivo según una de las reivindicaciones 1 ó 2, caracterizado porque el revestimiento (6) de fotopolímero es una fotocomposición de un módulo determinado y ajustado para no generar cargas eléctricas estáticas y para ser antiadherente respecto al sustrato que va a gofrarse.
4. Dispositivo según la reivindicación 3, caracterizado porque la fotocomposición comprende una resina con un módulo de Young comprendido entre 800-2000 MPa, preferiblemente superior a 1500 MPa.
5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque el revestimiento (6) de gofrado presenta una dureza superior a 75 Shore D.
6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque el revestimiento de gofrado presenta un módulo elástico superior a 800 MPa a temperaturas ambiente y superior a 500 MPa a una temperatura de 80ºC.
7. Dispositivo según una de las reivindicaciones 1 a 6, caracterizado porque el revestimiento de gofrado tiene características elásticas y mecánicas compatibles con cargas superiores a 100 kg/CML y una velocidad de 100 m/mn.
8. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque el revestimiento (6) de fotopolímero tiene un espesor de 1 a 3 mm reticulable en la masa, teniendo el relieve una profundidad comprendida entre 0,2-1,2 mm.
9. Dispositivo según una de las reivindicaciones 1 a 8, caracterizado porque el revestimiento (6) de gofrado comprende un relieve (4) de gofrado a más de un nivel obtenido ventajosamente por superposición de varias capas.
10. Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque el revestimiento (6) de gofrado se elige con objeto de permitir el depósito de una máscara por chorro de tinta o de cera, o bien la creación de una máscara raspada, o bien la creación directa del relieve por vía fotoquímica con luz visible o ultravioleta.
11. Dispositivo según la reivindicación 10, caracterizado porque el revestimiento (6) de gofrado está adaptado para el uso de una luz de longitud de onda entre 395 y 410 nm, con polimerización catiónica con o sin sensibilizador a la longitud de onda elegida o radicalaria, para un diseño en relieve positivo.
12. Dispositivo según una de las reivindicaciones 1 a 11, caracterizado porque el revestimiento (6) de gofrado comprende un relieve cuyos flancos están en pendiente para garantizar un buen anclaje mecánico.
13. Procedimiento de realización de un dispositivo de gofrado según una de las reivindicaciones 1 a 12, caracterizado porque se aplica el material (8) que forma el revestimiento (6) de gofrado sobre la cara cilíndrica exterior de un cilindro (2) de soporte accionado en rotación y se utiliza un elemento (9, 14, 17) de uniformización del espesor del material aplicado sobre la superficie periférica del cilindro (2) de soporte y además porque se realiza el motivo de gofrado en relieve y en hueco mediante exposición del revestimiento de fotopolímero a la luz con ayuda de una máscara.
14. Procedimiento según la reivindicación 13, caracterizado porque se utiliza, para la aplicación del material (8) del revestimiento de gofrado, un dispositivo (10) de aplicación desplazable paralelamente al eje del cilindro de soporte.
15. Procedimiento según la reivindicación 14, caracterizado porque el elemento de uniformización del espesor del revestimiento es una rasqueta (9) que se extiende a lo largo del cilindro (2), paralelamente al eje de éste, a una distancia predeterminada de la superficie del cilindro, correspondiente al espesor de la capa (6) de material apli-cada.
16. Procedimiento según una de las reivindicaciones 13 ó 14, caracterizado porque el elemento de uniformización del espesor de la capa de material de revestimiento de gofrado aplicada es un rodillo (14) cuyo eje de rotación es paralelo al eje de rotación del cilindro y que puede desplazarse en traslación axial a lo largo del cilindro, paralelamente al eje de éste, a una distancia predeterminada de la superficie periférica del cilindro correspondiente al espesor de la capa (6) de revestimiento de gofrado.
17. Procedimiento según una de las reivindicaciones 13 ó 14, caracterizado porque el elemento de uniformización del espesor de la capa del revestimiento de gofrado es un cilindro (17) cuyo eje de rotación es paralelo al eje de rotación del cilindro (2) de soporte y que está dispuesto de manera que se forma un intersticio (18) entre los dos cilindros cuyo ancho corresponde al espesor de la capa (6) de revestimiento de gofrado.
18. Procedimiento según la reivindicación 13, caracterizado porque el material de revestimiento de gofrado se aplica a la superficie del cilindro (2) de soporte mediante burbujeo en un baño (20) de material de revestimiento y porque el espesor del material aplicado se uniformiza con ayuda de un cilindro (17) cuyo eje de rotación es paralelo al eje del cilindro (2) de soporte y que está dispuesto de manera que se forma un intersticio (18) entre los dos cilindros cuyo ancho corresponde al espesor de la capa (6) de revestimiento de gofrado.
19. Procedimiento según una de las reivindicaciones 17 ó 18, caracterizado porque el ancho del intersticio (18) es variable por variaciones de la distancia ?L entre los ejes de rotación de los dos cilindros.
20. Procedimiento según una de las reivindicaciones 13 a 19, caracterizado porque para la realización del revestimiento (6) de gofrado se utiliza una resina reticulable a base de epoxi, uretano o similar.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]