PROCEDIMIENTO DE FABRICACION DE PIEZAS POR PIM O MICRO PIM.
Procedimiento de fabricación de piezas por la técnica de moldeo por inyección que comprende las etapas siguientes:
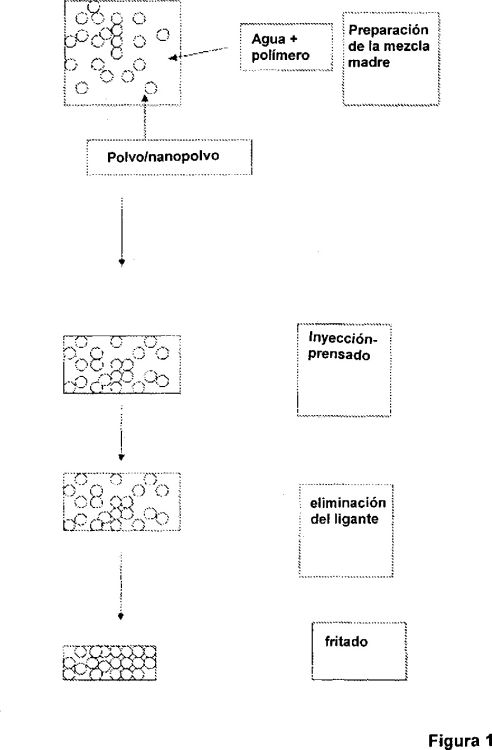
- preparación de una mezcla madre que comprende por lo menos un polvo mezclado con un ligante polimérico solubilizado en un solvente;
- inyección de la mezcla madre en el molde a presión;
- eliminación del ligante;
- fritado, caracterizado porque la mezcla es mantenida a una temperatura superior a la temperatura de evaporación del solvente durante el prensado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08300121.
Solicitante: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Nacionalidad solicitante: Francia.
Dirección: 25, RUE LEBLANC IMMEUBLE "LE PONANT D",75015 PARIS.
Inventor/es: FEDERZONI, LUC, REVIRAND,PASCAL.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Febrero de 2008.
Fecha Concesión Europea: 28 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B28B1/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por moldeo por inyección.
- C04B35/111 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 35/00 Productos cerámicos modelados, caracterizados por su composición; Composiciones cerámicas (que contienen un metal libre, de forma distinta que como agente de refuerzo macroscópico, unido a los carburos, diamante, óxidos, boruros, nitruros, siliciuros, p. ej. cermets, u otros compuestos de metal, p. ej. oxinitruros o sulfuros, distintos de agentes macroscópicos reforzantes C22C ); Tratamiento de polvos de compuestos inorgánicos previamente a la fabricación de productos cerámicos. › Cerámicas finas.
- C04B35/636B
Clasificación PCT:
- B22F3/22 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › para la fabricación de piezas por colada en molde poroso o absorbente, es decir, por colada de una suspensión de polvo metálico en un molde poroso, de una manera similar a la colada de barbotina.
- B28B1/26 B28B 1/00 […] › por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de fabricación de piezas por PIM o microPIM.
Campo técnico
La presente invención se refiere a un nuevo modo de fabricación de objetos por las técnicas de moldeo por inyección denominada PIM, para la expresión anglosajona "powder injection molding" ó microPIM para la expresión anglosajona "micro powder injection molding".
Un procedimiento de este tipo permite obtener unas piezas que han sufrido una contracción mínima al fritado, y que por tanto presentan unas repetibilidades geométricas importantes. Permite también la fabricación de piezas voluminosas.
El procedimiento según la invención está particularmente bien adaptado en el caso en que los polvos de la mezcla madre son unos nanopolvos de cerámicas o de aleaciones metálicas.
Estado de la técnica anterior
La técnica de moldeo por inyección (PIM, o microPIM cuando se trata de polvos ultrafinos) es corrientemente utilizada para la realización de diversos objetos.
En dicho procedimiento, la primera etapa consiste en obtener una mezcla madre (o "feedstock") adaptada para la aplicación prevista.
Las mezclas madre están constituidas por una mezcla de material orgánico (o ligante polimérico) y de polvos inorgánicos (metálicos o cerámicos).
A continuación, la mezcla madre se inyecta como un termoplástico.
Finalmente, la pieza es liberada del ligante y después fritada.
Sin embargo, los procedimientos PIM actualmente utilizados presentan unos límites, incluso inconvenientes.
Un primer inconveniente se refiere a un defecto de precisión de las piezas fabricadas con la ayuda de dicho procedimiento, ligado al hecho de que estas piezas sufren una contracción importante en el curso de la etapa de fritado. En efecto, esta etapa permite llevar una pieza que presenta una porosidad de aproximadamente 40% a una porosidad prácticamente nula, por densificación del polvo. Esta etapa provoca por tanto una contracción volumétrica de aproximadamente 40%.
En la mayor parte de los casos, esta contracción no es perfectamente homogénea o isótropa, lo que hace difícil el mantenimiento de cotas geométricas muy exigentes. Así, se ha observado que la dispersión de una cota geométrica en una pieza fritada es, en el mejor de los casos, igual a 0,5% de una cota geométrica dada. Por ejemplo, una pared de un espesor de 2 mm es susceptible de presentar una dispersión de espesor de 10 micrones.
Además, el fritado puede provocar unas distorsiones importantes de la pieza, que pueden conducir al fisurado de ésta en el curso del fritado.
Por consiguiente, los procedimientos PIM y microPIM no pueden ser utilizados, cuando la precisión geométrica de las piezas resulta demasiado exigente.
Se han buscado unas soluciones para superar este problema. Así, el documento US nº 4.113.480 describe un tipo de composición para mezclas madre que permite minimizar las contracciones al fritado. Este tipo de composición permite alcanzar una densidad después de alimentación del ligante próxima a la densidad óptima del polvo (de aproximadamente 65% de la densidad teórica). En este caso, la contracción volumétrica al fritado está limitada al 35%.
Este documento menciona la idea de calentar el molde a una temperatura lo más elevada posible, de manera que conduzca a una extracción por separación de los polímeros y del agua en vía líquida. Esta extracción se para en cuanto la pieza presenta un comportamiento mecánico suficiente para poder ser extraída del molde. La eliminación del agua se prosigue fuera de la prensa, lo que conduce muy a menudo al fisurado de la pieza.
Por otra parte, esta solución sólo conviene para los polvos bastos, que no son susceptibles de ser arrastrados por la deshidratación en vía líquida.
Se ha previsto también mejorar la homogeneidad de las mezclas madre para obtener una contracción al fritado lo más homogénea posible.
A título de ejemplo, el documento EP 0 468 467 presenta una composición de mezcla polvos/polímeros que permite mejorar la homogeneidad de la mezcla por el control del porcentaje de oxígeno y por la realización de una mezcla madre homogénea en composición.
Un segundo límite de los procedimientos actuales de PIM se refiere a la dimensión de las piezas fabricadas. Se considera clásicamente que las piezas fabricadas por PIM no pueden exceder de 2 cm. Este límite es debido a la dificultad ligada a la alimentación del ligante. En efecto, la alimentación del ligante consiste en extraer la materia orgánica en el núcleo del material. Para las piezas de volumen demasiado importante, las piezas se fisuran o estallan cuando tiene lugar la alimentación del ligante.
Otra dificultad consiste en aplicar este procedimiento a los polvos finos, incluso nanométricos.
En efecto, se ha observado que la utilización de los polvos ultrafinos conduce al aumento de la viscosidad de las mezclas con isoporcentaje de carga. Este fenómeno se explica por el aumento de la superficie específica de los polvos, lo que hace los efectos de superficie preponderantes en el comportamiento reológico de las mezclas.
Así, los desarrollos en curso sobre el microPIM topan con este problema. Actualmente, las únicas soluciones desarrolladas consisten en reemplazar las mezclas tradicionales utilizadas en el PIM por unas mezclas a base de cera con muy baja viscosidad. Estas soluciones tienen sin embargo unos límites y la obtención de mezclas madre a base de nanopolvos aparece como imposible. Ahora bien, la valorización de esta vía para la fabricación de microcomponentes (detalles muy finos), de componentes con muy buen estado de superficie (bajo Ra), o muy simplemente de componentes con muy buenas propiedades mecánicas (nanomateriales) aparece como extremadamente prometedora.
Existe por tanto la necesidad evidente de desarrollar unos procedimientos mejorados de fabricación de piezas por PIM o microPIM.
Objeto de la invención
El objeto de la presente invención se refiere por tanto a un procedimiento de fabricación de piezas por la técnica de moldeo por inyección, en el cual la sucesión de las etapas utilizadas permite evitar los inconvenientes clásicos de esta técnica.
Así, el procedimiento según la invención permite obtener unas piezas, sin contracción a nivel de su tamaño o de su precisión, en particular cuando son realizadas a partir de nanopolvos.
Clásicamente, el procedimiento según la invención comprende las etapas esenciales siguientes:
- preparación de una mezcla madre;
- inyección de la mezcla madre en el molde a presión;
- eliminación del ligante;
- fritado.
Según la invención y de forma característica, la mezcla madre comprende por lo menos un polvo mezclado con un ligante polimérico solubilizado en un solvente, siendo esta mezcla mantenida a una temperatura superior a la temperatura de evaporación del solvente durante el prensado.
Sin querer estar ligado a cualquier teoría, se presenta la hipótesis de que la inyección a presión de la mezcla madre en un molde muy caliente provoca la extracción in situ de una parte del polímero y de su solvente cerca de la superficie, por vía vapor. Así, el solvente se evapora y deja el polímero en la superficie de la pieza. Este fenómeno conduce a una ganancia de tiempo muy importante con respecto a los procedimientos de la técnica anterior que se realizan por vía líquida.
Conviene observar que, según la invención, la eliminación del solvente de la pieza se realiza íntegramente antes de su extracción. Así, no es necesaria ninguna etapa suplementaria de calentamiento de la pieza (a una temperatura ciertamente superior a la de evaporación del solvente pero muy inferior a la de realización en la etapa de eliminación del ligante), después de su extracción del molde.
Como ya se ha descrito, la etapa esencial del procedimiento según la invención consiste en mantener, después de inyección, la mezcla madre bajo presión y a una temperatura superior a la temperatura de evaporación del solvente. En el curso de esta operación, el solvente se escapa de la pieza, y se evapora, arrastrando el polímero que emigra hacia la superficie de la muestra. Separándose del solvente, el polímero se endurece, lo que asegura una cáscara sólida que sostiene el polvo por esta cáscara plástica.
Por el...
Reivindicaciones:
1. Procedimiento de fabricación de piezas por la técnica de moldeo por inyección que comprende las etapas siguientes:
- - preparación de una mezcla madre que comprende por lo menos un polvo mezclado con un ligante polimérico solubilizado en un solvente;
- - inyección de la mezcla madre en el molde a presión;
- - eliminación del ligante;
- - fritado,
caracterizado porque la mezcla es mantenida a una temperatura superior a la temperatura de evaporación del solvente durante el prensado.
2. Procedimiento de fabricación de piezas según la reivindicación 1, caracterizado porque cuando tiene lugar la evaporación del solvente, se mantiene la presión inicial en el seno del molde.
3. Procedimiento de fabricación de piezas según una de las reivindicaciones 1 y 2, caracterizado porque la mezcla contiene por lo menos un nanopolvo, cuyas partículas tienen un tamaño inferior a 100 nm.
4. Procedimiento de fabricación de piezas según una de las reivindicaciones 1 a 3, caracterizado porque el solvente es un solvente acuoso, preferentemente el agua.
5. Procedimiento de fabricación de piezas según una de las reivindicaciones anteriores, caracterizado porque el ligante polimérico es la carboximetilcelulosa (CMC).
6. Procedimiento de fabricación de piezas según una de las reivindicaciones anteriores, caracterizado porque el ligante polimérico está presente a razón de 3% a 50% del volumen total de la mezcla madre.
7. Procedimiento de fabricación de piezas según una de las reivindicaciones anteriores, caracterizado porque el molde es enfriado con el fin de la expulsión de la pieza, antes de la etapa de eliminación del ligante.
8. Procedimiento de fabricación de piezas según una de las reivindicaciones anteriores, caracterizado porque se realiza una etapa de lavado antes de la etapa de fritado.
Patentes similares o relacionadas:
Partículas abrasivas conformadas con factor de redondez bajo, del 15 de Julio de 2020, de 3M INNOVATIVE PROPERTIES COMPANY: Partículas abrasivas conformadas que comprenden alfa-alúmina, que comprenden una primera cara y una segunda cara conectadas entre sí por una pared lateral , […]
Artículo abrasivo que incluye partículas abrasivas conformadas, del 17 de Junio de 2020, de SAINT-GOBAIN CERAMICS & PLASTICS, INC.: Una partícula abrasiva conformada que comprende un cuerpo que tiene una primera superficie principal, una segunda superficie principal y una superficie lateral unida a la primera […]
 Método para impresión 3D empleando una suspensión, del 29 de Abril de 2020, de Particle3D ApS: Un proceso para la impresión 3D de un objeto tridimensional (3D), comprendiendo dicho proceso:
a) proporcionar una suspensión que comprende:
• 50-95% en peso de la […]
Método para impresión 3D empleando una suspensión, del 29 de Abril de 2020, de Particle3D ApS: Un proceso para la impresión 3D de un objeto tridimensional (3D), comprendiendo dicho proceso:
a) proporcionar una suspensión que comprende:
• 50-95% en peso de la […]
Mezcla para la fabricación de un producto refractario, procedimiento para la fabricación de un producto refractario, un producto refractario así como el uso de una materia prima sintética, del 1 de Abril de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Mezcla para la fabricación de un producto refractario, que comprende los siguientes componentes: 1.1 un componente base de al menos una materia prima cerámica refractaria, […]
Método para la producción de medios abrasivos, del 4 de Diciembre de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Método para la producción de medio abrasivo , caracterizado por las siguientes etapas de método: i. facilitación de una mezcla de partida […]
PROCEDIMIENTO DE OBTENCIÓN DE UNA PIEZA POR MODELADO POR DEPOSICIÓN DE HILO FUNDIDO, del 28 de Noviembre de 2019, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS: La presente invención se refiere a un procedimiento de obtención de una pieza de material compuesto o una pieza cerámica y/o metálica por modelado […]
 Método para la fabricación de muelas abrasivas, del 27 de Noviembre de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Procedimiento para fabricar muelas abrasivas , caracterizado por las sucesivas etapas de procedimiento:
i. proporcionar una mezcla de partida de al menos […]
Método para la fabricación de muelas abrasivas, del 27 de Noviembre de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Procedimiento para fabricar muelas abrasivas , caracterizado por las sucesivas etapas de procedimiento:
i. proporcionar una mezcla de partida de al menos […]
Matriz y pistón de aparato de SPS, aparato de SPS que los comprende, y procedimiento de sinterización, densificación o ensamblaje en una atmósfera oxidante que utiliza este aparato, del 23 de Octubre de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Matriz de aparato de sinterización en caliente con campo eléctrico pulsado, caracterizada por que dicha matriz está fabricada de grafito y las superficies […]