CIP-2021 : B28B 1/24 : por moldeo por inyección.
CIP-2021 › B › B28 › B28B › B28B 1/00 › B28B 1/24[1] › por moldeo por inyección.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00).
B28B 1/24 · por moldeo por inyección.
CIP2021: Invenciones publicadas en esta sección.
Artículo masticable para mascotas moldeado por inyección.
(11/12/2019) Un procedimiento de moldeo por inyección para formar un artículo masticable para mascotas, comprendiendo el procedimiento de moldeo por inyección:
proporcionar un molde de inyección que incluye al menos una cavidad de moldeo para formar el artículo masticable para mascotas;
proporcionar una primera composición polimérica, teniendo la primera composición polimérica un primer color de composición polimérica;
proporcionar una segunda composición polimérica, teniendo la segunda composición polimérica un segundo color de composición polimérica diferente del primer color de la composición polimérica, en la que una diferencia de color entre la primera composición polimérica y la segunda composición polimérica…
Núcleo cerámico con pieza de inserción compuesta provisional para perfiles aerodinámicos.
(03/05/2017) Un método de fabricación de un núcleo cerámico (CC, 20, 20' , 20" , 20" ') sin rebaba, multipared para moldear un perfil aerodinámico con uno o más conductos de refrigeración internos, que comprende preformar al menos una pieza de inserción provisional de núcleo para tener una superficie de formación de la unión con una característica de unión macho y/o hembra, formando, a continuación, al menos una pieza de inserción adicional provisional de núcleo adyacente in situ y conectada integralmente a dicha al menos una pieza de inserción preformada de núcleo en dicha superficie de formación de la unión para formar una unión fusionada, enclavada, sobremoldeada que tiene una característica de unión (F, F') macho y una característica…
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCIÓN NÚMERO 200602721, POR;SISTEMA CONSTRUCTIVO PARA FACHADAS;.
(21/12/2012) Mejoras introducidas en la patente de invención número 200602721, por "sistema constructivo para fachadas".
Las mejoras son aplicadas en un sistema constructivo para fachadas, siendo éstas obtenidas mediante el premontaje de ladrillos en el interior de un encofrado, efectuándose posteriormente el vertido de mortero para que éste pase a través de los orificios y espacios de separación de los ladrillos y consiga la ligazón de los mismos. Las mejoras consisten en aplicar un vacío al encofrado, que forma una cámara estanca, efectuándose el vacio mediante una bomba que lleva a cabo el succionado del mortero que se aplica superiormente a través de una entrada , facilitando…
ENCOFRADO EN BATERIA PARA LA FABRICACIÓN VERTICAL DE PIEZAS PLANAS PREFABRICADAS EN HORMIGÓN.
(04/11/2011) Encofrado en batería para la fabricación vertical de piezas planas prefabricadas en hormigón, que comprende - dos encofrados exteriores (2, 2a, 2b) dispuestos en lados opuestos, al menos uno de los cuales es móvil, - un encofrado interior que está dispuesto entre los encofrados exteriores (2, 2a, 2b) y que presenta al menos dos reguladores laterales (10, 10a, 10b) que delimitan lateralmente la pieza de hormigón que se ha de fabricar, caracterizado porque - el encofrado interior tiene un regulador de fondo que está fijado en su posición y que delimita hacia abajo la pieza prefabricada en hormigón que se ha de fabricar, sirviendo el regulador de fondo de punto de referencia vertical inferior para la fabricación de la pieza de hormigón, y - el encofrado en batería presenta un regulador de altura…
PROCEDIMIENTO DE FABRICACION DE PIEZAS POR PIM O MICRO PIM.
(18/02/2010) Procedimiento de fabricación de piezas por la técnica de moldeo por inyección que comprende las etapas siguientes:
- preparación de una mezcla madre que comprende por lo menos un polvo mezclado con un ligante polimérico solubilizado en un solvente;
- inyección de la mezcla madre en el molde a presión;
- eliminación del ligante;
- fritado, caracterizado porque la mezcla es mantenida a una temperatura superior a la temperatura de evaporación del solvente durante el prensado
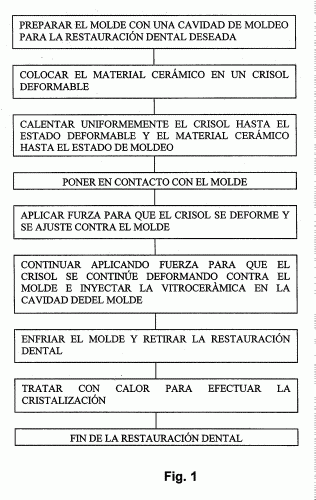
(16/07/2005). Ver ilustración. Solicitante/s: TEC VENTURES, INC. Inventor/es: PETTICREW, RICHARD.
Restauración dental a partir de materiales vitrocerámicos que presenta esencialmente los siguientes constituyentes (en porcentajes en peso), cuyos porcentajes suman aproximadamente 100%: Li2O 8 -15 Al2O3 1, 5 -5, 0 SiO2 60 -85 Na2O 0 - 2 K2O 0 - 2 P2O5 1, 5 -5, 0 ZrO2 0 - 3 CaO 0 - 1 BaO y/o SrO y/o La2O3 0 -12 (proporción total) Óxidos colorantes 0 - 5.
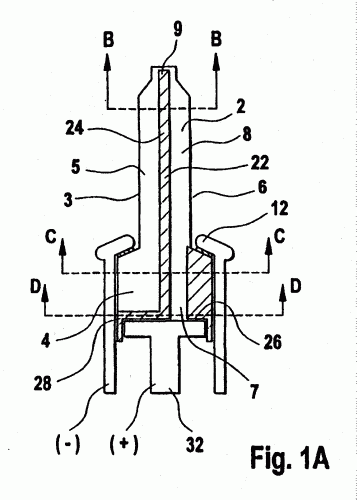
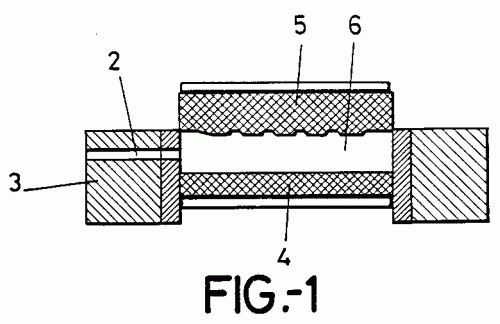
ELEMENTO DE CALENTAMIENTO DE PUNTAS CERAMICAS CON CONTACTOS INTEGRADOS DE CONEXION Y METODO PARA FABRICAR DICHO ELEMENTO.
(01/04/2005). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: AICHELE, WILFRIED, LINDEMANN, GERT, LINDNER, FRIEDERICKE.
Un método para fabricar un elemento de calentamiento de puntas cerámicas que tiene conductores de calentamiento exteriores y superficies de conexión eléctrica integradas, estando caracterizado el método porque tiene las etapas de: moldear por inyección un primer cuerpo a partir de un compuesto cerámico moldeable por inyección que tiene una primera resistencia eléctrica ; moldear por inyección un segundo compuesto cerámico moldeable por inyección que tiene una segunda resistencia alrededor del primer cuerpo, con el fin de formar un cuerpo compuesto ; y sinterizar el cuerpo compuesto.
PROCEDIMIENTO QUE INCLUYE CALENTAR Y ENFRIAR PARA LA PRODUCCION DE UN CUERPO MOLDEADO POR INYECCION.
(16/06/2001) SE PRESENTA UN PROCESO PARA LA PRODUCCION DE UN CUERPO MOLDEADO CERAMICO Y/O METALICO A PARTIR DE UN MATERIAL DUCTIL QUE COMPRENDE UNO O MAS COMPONENTES CERAMICOS Y/O METALICOS, CUYO MATERIAL SE INTRODUCE EN EL INTERIOR DE UNA CAVIDAD PRECALENTADA DE UN MOLDE DE UNA HERRAMIENTA DE MOLDEO. LA HERRAMIENTA DE MOLDEO COMPRENDE COMO MINIMO DOS PARTES DE MOLDE DE LAS CUALES AL MENOS UNA ESTA FORMADA, TOTAL O PARCIALMENTE, POR UN MATERIAL MICROPOROSO CON MICROPOROS COMUNICANTES. AL MENOS UNA CAVIDAD DE MOLDE QUE COMPRENDE AL MENOS UNA SUPERFICIE DE MOLDE QUE PRESENTA MICROPOROS CERRADOS SE DISPONE EN LA PARTE DEL MOLDE MICROPOROSO O EN…
PROCEDIMIENTO DE CARGA DE MATERIAL Y OBTENCION DE PIEZAS CERMICAS POR PRENSADO.
(16/05/2000). Ver ilustración. Solicitante/s: TALLERES CORTES. S.L.. Inventor/es: CORTES CALVO,VICENTE.
Procedimiento de carga de material y obtención de piezas cerámicas por prensado. El procedimiento está previsto para obtener por prensado piezas cerámicas tanto planas como curvas, así como con cualquier grosor e irregularidades en su superficie, basándose en que la arcilla o material a partir del cual se obtiene la pieza cerámica se carga sobre la cavidad o volumen de la matriz mediante inyección a través de orificios previstos al efecto en esa matriz , efectuándose esa inyección con los punzones o moldes y distanciados entre si para permitir el llenado de ese volumen de la matriz, efectuándose seguidamente el descenso del conjunto y el correspondiente prensado por parte del molde superior del material hasta obtener la pieza cerámica deseada, la cual, y previa elevación de los moldes y , se extrae de la matriz mediante un carro de empuje lateral . Figuras 1, 3 y 4.
PROCEDIMIENTO PARA LA ELABORACION DE PARTES QUE ENGRANAN UNA CON OTRA.
(01/11/1998). Solicitante/s: FISCHERWERKE ARTUR FISCHER GMBH & CO. KG. Inventor/es: WEBER, WILFRIED, DIPL.-ING.
SE PROPONE UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES QUE ENGRANAN UNA CON OTRA, DONDE AL MENOS UNA PARTE ES ELABORABLE SEGUN PROCESO DE FUNDICION DE INYECCION DE POLVO. PARA LA COMPENSACION DE LOS RECHUPES DE LA PARTE ELABORADA SEGUN EL PROCESO DE FUNDICION DE INYECCION DE POLVO Y EVENTUALMENTE PARA LA OBTENCION DE UN JUEGO ADICIONAL SE APLICA ENTRE LAS PARTES QUE ENGRANAN UNA CON OTRA UNA CAPA DE SEPARACION A BASE DE PLASTICO. DESPUES DEL PROCESO DE INYECCION SE SEPARAN LA CAPA DE SEPARACION Y EL AGLOMERANTE MEDIANTE PROCESO DE SINTERIZADO Y DE DESAGLOMERADO. EL PROCEDIMIENTO ES TAMBIEN UTILIZABLE EN LA EXTRUSION DE POLVO METALICO PARA LA ELABORACION DE PERFILES METALICOS DE DOS CAPAS.
UTILLAJE PERFECCIONADO PARA LA FABRICACION DE PRODUCTOS DE FIBROCEMENTO.
(16/12/1980) 1.Utillaje perfeccionado para la fabricación de productos de fibrocemento, especialmente de amianto-cemento, por el sistema de inyección bajo presión, utilizando partes del molde, provistas de orificios para el drenaje de la fase líquida: utillaje caracterizado por el hecho de que telas filtrantes flexibles y elásticas están situadas cubriendo en parte o totalmente las superficies de las diversas partes de molde y de que la inyección se efectúa en el espacio delimitado por estas telas. 2.Utillaje, según la reivindicación 1, caracterizada por el hecho d que las telas filtrantes flexibles y elásticas, están constituidas por tejidos , particularmente tejido para malla…
PROCEDIMIENTO DE FABRICACION PARA CUERPOS HUECOS FIBROSOS DE GRANDES DIMENSIONES, TALES COMO RECIPIENTES PARA CONTENER LIQUIDOS.
(01/02/1978). Solicitante/s: URALITA S.A..
Procedimiento de fabricación para cuerpos fibrosos de grandes dimensiones, tales como recipiente para contener líquidos y especialmente indicado para una mezcla o pasta de cemento, fibras y agua, inyectada en una cámara hueca delimitada por un cuerpo elastómero y unas telas filtrantes, caracterizado porque dicha cámara está limitada exteriormente por un conjunto de cinco elementos metálicos, con perforaciones y ranuras, recubiertos en su parte interior con telas filtrantes; correspondiendo cuatro de estos elementos a cuatro sectores de la superficie lateral de la pieza a fabricar, y el quinto corresponde a la superficie del fondo; realizándose el cierre y sujeción de estos elementos mediante una pieza metálica que interiormente tiene una forma troncocónica o troncopiramidal que ajusta exteriormente sobre los cuatro elementos metálicos laterales, llevando esta pieza incorporado el quinto elemento antes indicado.
PROCEDIMIENTO CON SU EQUIPO CORRESPONDIENTE PARA EL MOLDEO POR INYECCION DE MANUFACTURADOS DE FIBROCEMENTO.
(16/09/1977). Solicitante/s: GIUSEPPE GREMIGNI.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS PARA LA FABRICACION DE PIEZAS MOLDEADAS POR INYECCION DE MASAS CERAMICAS NO COCIDAS.
(01/01/1977). Solicitante/s: KLOCKNER-WERKE AKTIENGESELLSCHAFT.
Resumen no disponible.
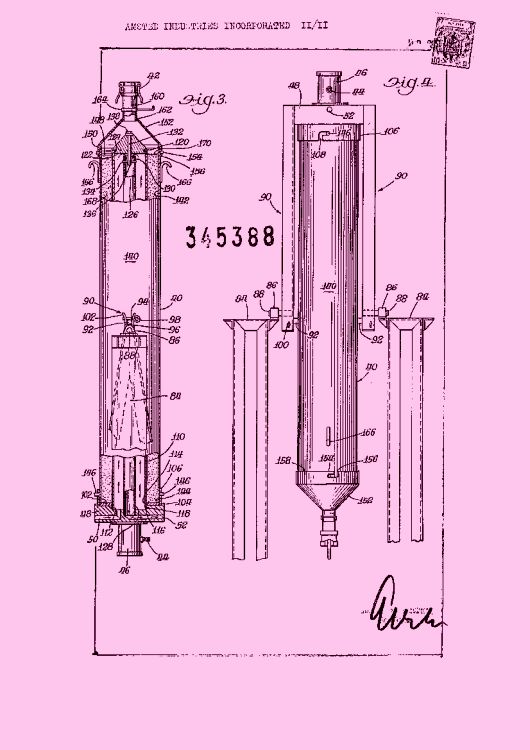
UN METODO DE FABRICAR ARTICULOS DE CERAMICA.
(01/02/1969). Ver ilustración. Solicitante/s: AMSTED INDUSTRIES INCORPORATED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}