PROCEDIMIENTO DE MONTAJE DE DOS CHAPAS REVESTIDAS DE UNA CAPA PROTECTORA.
Procedimiento de montaje de al menos dos chapas (1, 2) revestidas de una capa protectora (18) que comprende una soldadura de las chapas mediante una creación de un cordón de soldadura por un láser (4) de soldadura,
que comprende una etapa de recubrimiento del cordón de soldadura por una materia protectora (17) de reconstrucción de la capa, siendo aportada la materia en polvo o en hilo de modo continuo en una fuente (8) de calor que se desplaza a lo largo del cordón de soldadura, se funde por la fuente de calor, y se deja que se solidifique sobre el cordón de soldadura, realizándose la etapa de recubrimiento justamente después de que el cordón de soldadura se haya depositado, caracterizado porque la fuente de calor es solidaria al láser de soldadura (4), y el láser (4) de soldadura y la fuente de calor utilizan ambos o bien unos láser asociados o bien un láser único una parte de cuya energía se retiene por derivación para la reconstitución de la capa de protección
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04102068.
Solicitante: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Nacionalidad solicitante: Francia.
Dirección: 31-33, RUE DE LA FEDERATION,75752 PARIS CEDEX 15.
Inventor/es: AUBERT, PHILIPPE, GOBY,LUDOVIC, CHAVENTON,FRANCOIS.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Mayo de 2004.
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K26/32A
- B23K26/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura láser con otros fines que no sean los de unión.
Clasificación PCT:
- B23K26/32 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B23K26/34 B23K 26/00 […] › Soldadura láser con otros fines que no sean los de unión.
- B23K31/02 B23K […] › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
Clasificación antigua:
- B23K26/32 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B23K26/34 B23K 26/00 […] › Soldadura láser con otros fines que no sean los de unión.
- B23K31/02 B23K 31/00 […] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Procedimiento de montaje de dos chapas revestidas de una capa protectora.
El objeto de la presente invención es un procedimiento de montaje de al menos dos chapas revestidas de una capa protectora.
Se aplica sobre todo a los montajes de estas chapas por unos cordones de soldadura rectilíneos o circulares. La capa protectora puede provenir de una galvanización, de un electrocincado o de otros procedimientos. El procedimiento de soldadura puede ser láser, eléctrico en flujo de gas (procedimiento SEFG) o por resistencia u otro.
La soldadura de chapas de este tipo tiene como consecuencia destruir el revestimiento protector y debilitar el montaje contra la corrosión justo en el punto donde es generalmente más vulnerable.
Cualquiera que sea la composición del cordón de soldadura, no posee las mismas garantías contra la corrosión que las chapas que une, incluso si se toman precauciones como el empleo de una atmósfera gaseosa inerte durante la soldadura. La calidad de la superficie se restablece de hecho mediante técnicas clásicas de deposición en superficie por electrolisis o inmersión, por ejemplo en un baño de zinc fundido. Esto es incomodo y caro para una pequeña parte de la superficie. Su aplicación industrial es difícil.
En el presente documento se propone recurrir a un procedimiento para restablecer el revestimiento de la superficie en el punto del cordón de soldadura: está de acuerdo con la reivindicación 1, de la que el documento DE-196 43 434-A forma el preámbulo. La solución de la invención es un procedimiento según la reivindicación 1.
Es ventajoso que esta operación se realice justamente después de la soldadura, mediante una herramienta que acompaña al medio de soldadura siguiéndole a una corta distancia. De ese modo no se pierde ningún tiempo en un procedimiento industrial de fabricación, y es ventajoso y característico de la invención el reformar la capa protectora sobre el montaje aún caliente, puesto que el calor que se debe aportar se reduce y se podrá obtener una mejor adherencia en muchos de los casos si el recubrimiento se efectúa sobre una superficie aún caliente.
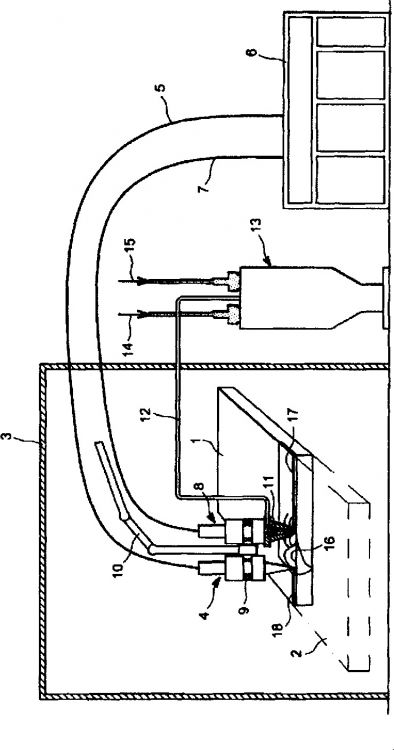
La invención se describirá ahora con referencia a la figura única, que describe una posible realización, sin carácter limitativo.
Las chapas montadas llevan las referencias 1 y 2. Su número podría ser superior a dos. Se han colocado en una cabina 3 de soldadura en la que se puede introducir una atmósfera de la composición deseada. La herramienta de soldadura es una cabeza 4 de focalización del láser conectada por una fibra óptica 5 a una fuente 6 de rayo láser. Otra fibra 7 sale de la fuente 6 y desemboca en otra cabeza 8 de focalización del láser. Las cabezas 4 y 8 se unen por una armadura 9 que se desplaza mediante un brazo de robot 10 o mediante otro medio conveniente. La cabeza 8 lleva un conducto 11 sobre ella. Una manguera flexible 12 une el interior del conducto 11 a un distribuidor 13 que comprende un depósito 14 de polvo de zinc y una fuente 15 de gas impulsor. El distribuidor 13 se concibe para hacer circular continuamente un flujo de gas impulsor en la manguera 12 y para esparcir un flujo de polvo constante en el flujo de gas portador. De ese modo, el flujo constante de polvo aparece en el conducto 11, y el haz del láser lo funde en gotitas.
Desplazando las cabezas 4 y 8 a lo largo de la unión de las chapas 1 y 2, el brazo 10 crea un cordón de soldadura gracias a la primera cabeza 4 que forma un baño 16 de fusión que se solidifica enseguida para proporcionar el cordón de soldadura. La segunda cabeza 8 se mantiene por detrás de la primera 4 por encima de una región solidificada pero aún caliente del cordón de soldadura sobre el que se depositan las gotitas del polvo fundido. Las gotas se unen para proporcionar una capa continua 17. Después de la solidificación, la capa 17 sustituye a la capa 18 de protección que la soldadura ha destruido. Si las cabezas 4 y 8 perteneciesen a unos soportes diferentes, sería imposible acercar tanto la una a la otra sin colisiones, y los reglajes de los movimientos serían más delicados.
Como variante, el distribuidor 13 de polvo podría sustituirse por un distribuidor de un hilo de aportación. La manguera 12 se sustituiría por una funda de circulación del hilo, y el hilo desembocaría en el conducto 11 donde se fundiría de la misma manera.
El rayo de láser es mucho más débil en la segunda cabeza 8 que en la primera cabeza 4, que es lo que se busca para reducir los costes y tanto más débil cuanto más próximas estén las dos fuentes de calor. Podría provenir también de una derivación de una parte del rayo principal por un elemento óptico de separación u otro similar. El aparato de reconstrucción de la capa de protección no complica ni encarece mucho el aparato clásico de soldadura. La velocidad de soldadura es la misma que en los procedimientos habituales. Como el cordón de soldadura se protege inmediatamente, los riesgos de oxidación o más generalmente de corrosión, se eliminan. Se pueden considerar un gran número de composiciones de materia protectora, sobre todo si se suministra en la forma de polvo puesto que pueden utilizarse fácilmente mezclas de cuerpos. Sin embargo se prefiere la utilización de un hilo puesto que se eliminan los riesgos de suciedades por dispersión del polvo. Finalmente, es interesante remarcar que el procedimiento puede llevarse a cabo en todas las posiciones, incluso con la utilización de un polvo, puesto que la corriente gaseosa arrastra la materia de recubrimiento hacia la unión de las piezas montadas y puesto que las gotitas fundidas se adhieren justamente durante la solidificación.
Reivindicaciones:
1. Procedimiento de montaje de al menos dos chapas (1, 2) revestidas de una capa protectora (18) que comprende una soldadura de las chapas mediante una creación de un cordón de soldadura por un láser (4) de soldadura, que comprende una etapa de recubrimiento del cordón de soldadura por una materia protectora (17) de reconstrucción de la capa, siendo aportada la materia en polvo o en hilo de modo continuo en una fuente (8) de calor que se desplaza a lo largo del cordón de soldadura, se funde por la fuente de calor, y se deja que se solidifique sobre el cordón de soldadura, realizándose la etapa de recubrimiento justamente después de que el cordón de soldadura se haya depositado, caracterizado porque la fuente de calor es solidaria al láser de soldadura (4), y el láser (4) de soldadura y la fuente de calor utilizan ambos o bien unos láser asociados o bien un láser único una parte de cuya energía se retiene por derivación para la reconstitución de la capa de protección.
Patentes similares o relacionadas:
Método y dispositivo para aplicar capas de material a una pieza de trabajo de TiAl, del 22 de Abril de 2020, de MTU AERO ENGINES GMBH: Metodo para aplicar al menos una capa de material a una pieza de trabajo hecha de un material que contiene un aluminuro de titanio, en donde en particular el […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la fabricación de un instrumento dental o instrumento médico, del 15 de Mayo de 2019, de GEBR. BRASSELER GMBH & CO. KG: Procedimiento para la fabricación de un instrumento dental o de un instrumento médico, en el que se genera una pieza bruta , que se recubre […]
MÉTODO MEJORADO DE FABRICACIÓN DE UNA HERRAMIENTA DE CONFORMADO, del 25 de Abril de 2019, de CASA MARISTAS AZTERLAN: La presente invención se refiere a un proceso para la fabricación de una herramienta de conformado que comprende: proporcionar un acero base para la herramienta […]
Método de reparación y fabricación de componentes de motores de turbina, del 8 de Marzo de 2019, de LIBURDI ENGINEERING LIMITED: Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de: a) preparacion previa a la soldadura de un material […]
Aparato y método de fabricación, del 26 de Febrero de 2019, de RENISHAW PLC: Un método de formación de un objeto tridimensional por consolidación en forma de capas de polvo que utiliza un aparato que comprende, un cilindro […]
Método de fabricación por adición de capas sucesivas, del 15 de Febrero de 2019, de BAE SYSTEMS PLC: Un método para fabricar un objeto , incluyendo el método las operaciones de: a) aplicar calor por medio de un haz láser a material […]
Método de fabricación de un elemento de sierra y elemento de sierra, del 30 de Enero de 2019, de NV BEKAERT SA: Método de fabricación de un elemento de sierra que comprende un sustrato metálico y una capa abrasiva, que comprende las etapas de: • proporcionar un sustrato metálico; […]