DISPOSITIVO DE FORJA DE CUATRO MORDAZAS.
Dispositivo de forja de cuatro mordazas con un elemento (1 ó 16) de soporte para una mordaza superior (9 ó 23) y un elemento (3 ó 17) de soporte para una mordaza inferior (7 ó 21),
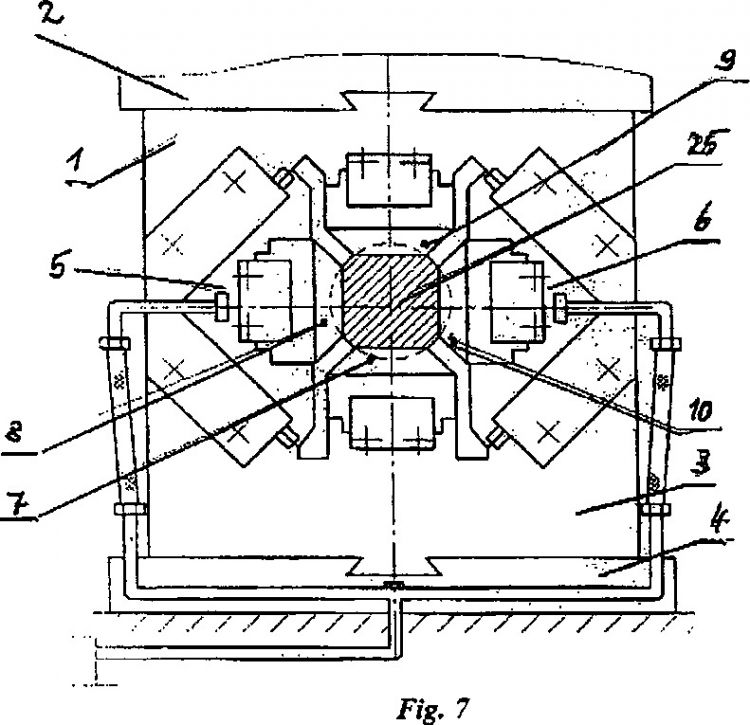
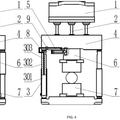
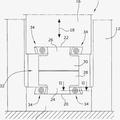
estando provistos los elementos (1, 3 ó 16, 17) de soporte de superficies oblicuas y unidos cinemáticamente con elementos (5, 6 ó 18, 19) de soporte para mordazas laterales (8, 10 ó 22, 24), así como estando provistos de superficies convenientemente oblicuas como los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23), estando dispuestas placas (12 ó 20) de deslizamiento sobre las superficies oblicuas de los elementos (1, 3 ó 16, 17 ó 5, 6 ó 18, 19) de soporte para la mordaza superior, la mordaza inferior y las mordazas laterales (7, 9 ó 21, 23 u 8, 10 ó 22, 24), creando ocho guías laterales (11) de unión una unión cinemática entre los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) y los elementos (5, 6, 18, 19) de soporte para las mordazas laterales (8, 10, 22, 24), estando montadas cuatro mordazas con superficies de trabajo y apoyo en los elementos de soporte de mordaza y estando previsto un sistema para el suministro de lubricante a los pares de fricción de las placas (12 ó 20) de deslizamiento, caracterizado porque están previstas guías (14 ó 15) de centraje que están montadas en uno o varios planos en las superficies oblicuas de los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) y en las superficies oblicuas de los elementos (5, 6 ó 18, 19) de soporte para las mordazas laterales (8, 10 ó 22, 24), discurriendo los planos de las guías centrales (14 ó 15) en vertical al plano central longitudinal (0-0) del dispositivo, porque la anchura B1 de la superficie de trabajo de cada mordaza (7 a 10 ó 20 a 24) es 0,5-0,9 de la anchura B2 de la superficie de apoyo de las mordazas (7 a 10 ó 20 a 24) y porque mediante la relación S1/S2 =q 2,5 está definida la superficie completa (S1) de contacto de las placas (12 ó 20) de deslizamiento sobre las superficies oblicuas de los elementos (5, 6 ó 18, 19) de soporte para las mordazas laterales (8, 10 ó 22, 24) y con las placas (12 ó 20) de deslizamiento sobre los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) en el dispositivo cerrado respecto a la superficie completa (S2) de la proyección de las superficies de trabajo de las mordazas laterales (8, 10 ó 22, 24) sobre el plano (0-0) del eje central longitudinal del dispositivo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/RU2007/000029.
Solicitante: OTKRYETOE AKTSIONERNOE OBSCHESTVO "TJAZHPRESSMASH".
Nacionalidad solicitante: Federación de Rusia.
Dirección: UL. PROMYSHLENNAYA 5,RYAZAN 390042.
Inventor/es: VOLODIN ALEXEI MIKHAILOVICH, LAZORKIN,VIKTOR ANDREEVICH, PETROV,NIKOLLAI PAVLOVICH, NIKITIN,VASILII VASILEVICH.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21J13/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Monturas de las matrices.
- B21J7/14 B21J […] › B21J 7/00 Martillos; Máquinas de conformación dotadas de martillos o moldes que actúan por impactos (martillos manuales B25D; características eléctricas sección H). › Máquinas para forjar que trabajan con varios martillos.
Clasificación PCT:
Fragmento de la descripción:
Dispositivo de forja de cuatro mordazas.
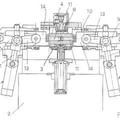
La invención se refiere a un dispositivo de forja de cuatro mordazas con un elemento de soporte para una mordaza superior y un elemento de soporte para una mordaza inferior, estando provistos los elementos de soporte de superficies oblicuas y unidos cinemáticamente con elementos de soporte para mordazas laterales, así como estando provistos de superficies convenientemente oblicuas como los elementos de soporte para la mordaza superior y la mordaza inferior, estando dispuestas placas de deslizamiento sobre las superficies oblicuas de los elementos de soporte para la mordaza superior, la mordaza inferior y las mordazas laterales, creando ocho guías laterales de unión una unión cinemática entre los elementos de soporte para la mordaza superior y la mordaza inferior y los elementos de soporte para las mordazas laterales, estando montadas cuatro mordazas con superficies de trabajo y apoyo en los elementos de soporte de mordaza y estando previsto un sistema para el suministro de lubricante a los pares de fricción de las placas de deslizamiento.
El dispositivo se puede usar en la construcción de maquinarias y en la industria metalúrgica para la fabricación de productos con un eje alargado, como elementos de aspiración, apoyos, celdas intermedias, árboles de torsión, cilindros y productos similares, así como también para la fabricación de productos de forja que se van a conformar posteriormente, por ejemplo, lingotes de forja hechos de acero y aleaciones inoxidables, resistentes al calor y difíciles de deformar, que presentan una construcción sólida.
De la patente ucraniana 29183A se conoce un dispositivo de forja de cuatro mordazas que está compuesto de dos elementos de soporte con superficies oblicuas para la mordaza superior y la mordaza inferior. Estos elementos de soporte se encuentran unidos cinemáticamente con los elementos de soporte para las mordazas laterales (con superficies oblicuas). Las superficies están en correspondencia con las superficies oblicuas del elemento superior e inferior de soporte y dispuestas en un ángulo de 3 a 75º respecto al eje longitudinal central vertical del dispositivo. El dispositivo está compuesto además de las cuatro mordazas fijadas en los elementos correspondientes de soporte de mordaza.
Este dispositivo posibilita la fabricación de lingotes de forja de alta calidad con una medida pequeña de forja, así como la forja de tochos que presentan una zona amplia en la sección transversal.
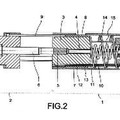
De la patente ucraniana UA-C2-67879 se conoce otro dispositivo de forja de cuatro mordazas, en el que los elementos de soporte para el elemento de soporte superior e inferior y los elementos de soporte laterales de las mordazas presentan superficies oblicuas, estando unidos cinemáticamente entre sí los elementos de soporte mediante guías laterales de unión, de modo que en caso de un ajuste vertical del elemento superior de soporte y/o del elemento inferior de soporte se ajustan a la vez forzosamente los elementos laterales de soporte, de modo que todas las mordazas se ajustan una respecto a otra. Además, sobre las superficies oblicuas de los elementos de soporte están fijadas placas de deslizamiento. Un sistema para el suministro de lubricante a los pares de fricción de las placas de deslizamiento incluye una bomba, tuberías, tubos flexibles, elementos y canales de unión que están guiados a través de los canales de los elementos de soporte.
Esta construcción de un dispositivo de forja de cuatro mordazas asegura una vida útil más larga. Sin embargo, la desventaja de este conocido dispositivo de forja de cuatro mordazas radica en que no garantiza un tiempo de funcionamiento suficientemente largo sin la realización de reparaciones, ya que sobre las superficies de trabajo de las placas de deslizamiento se forman los llamados "gripajes" que impiden el deslizamiento.
Por tanto, el objetivo de la presente invención es prolongar el tiempo de funcionamiento, sin reparaciones, del dispositivo de forja mediante la modificación de su construcción, en la que se reduce la posibilidad de formación de gripajes sobre las superficies de trabajo de las placas de deslizamiento.
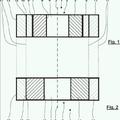
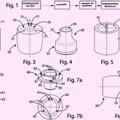
Este objetivo se consigue según la invención al estar previstas guías 14 ó 15 de centraje que están montadas en uno o varios planos en las superficies oblicuas de los elementos 1, 3 ó 16, 17 de soporte para la mordaza superior y la mordaza inferior 7, 9 ó 21, 23 y en las superficies oblicuas de los elementos 5, 6 ó 18, 19 de soporte para las mordazas laterales 8, 10 ó 22, 24, discurriendo los planos de las guías centrales 14 ó 15 en vertical al plano central longitudinal 0-0 del dispositivo, al ser la anchura B1 de la superficie de trabajo de cada mordaza 7 a 10 ó 20 a 24 0,5-0,9 de la anchura B2 de la superficie de apoyo de las mordazas 7 a 10 ó 20 a 24 y al estar definida mediante la relación S1/S2
Cuando se cumple esta relación, las presiones específicas sobre la superficie de trabajo de las placas de deslizamiento no superan los valores permitidos, en los que es posible la formación de gripajes sobre estas superficies.
La construcción propuesta para el dispositivo de forja de cuatro mordazas permite obtener los siguientes resultados:
Los ensayos a gran escala en el nuevo dispositivo de forja de cuatro mordazas mostraron ventajas esenciales. Por tanto, se fabricó un dispositivo de forja de cuatro mordazas en correspondencia con la construcción propuesta y se comparó con un dispositivo de forja de cuatro mordazas según el prototipo conocido. En estos dispositivos de forja de cuatro mordazas se forjaron de forma hidráulica tochos 25 con un peso de 5 a 7 toneladas, hechos de acero estructural, mediante una fuerza de compresión de 20 MN. Hasta la primera reparación de las placas de deslizamiento se forjaron en el prototipo del dispositivo de forja 33.200 t de lingotes de forja, mientras que en el dispositivo de forja solicitado se forjaron, por el contrario, 4 8.750 t de lingotes de forja, es decir, 1,47 veces más.
La invención se explica detalladamente por medio de ejemplos de realización representados en los...
Reivindicaciones:
1. Dispositivo de forja de cuatro mordazas con un elemento (1 ó 16) de soporte para una mordaza superior (9 ó 23) y un elemento (3 ó 17) de soporte para una mordaza inferior (7 ó 21), estando provistos los elementos (1, 3 ó 16, 17) de soporte de superficies oblicuas y unidos cinemáticamente con elementos (5, 6 ó 18, 19) de soporte para mordazas laterales (8, 10 ó 22, 24), así como estando provistos de superficies convenientemente oblicuas como los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23), estando dispuestas placas (12 ó 20) de deslizamiento sobre las superficies oblicuas de los elementos (1, 3 ó 16, 17 ó 5, 6 ó 18, 19) de soporte para la mordaza superior, la mordaza inferior y las mordazas laterales (7, 9 ó 21, 23 u 8, 10 ó 22, 24), creando ocho guías laterales (11) de unión una unión cinemática entre los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) y los elementos (5, 6, 18, 19) de soporte para las mordazas laterales (8, 10, 22, 24), estando montadas cuatro mordazas con superficies de trabajo y apoyo en los elementos de soporte de mordaza y estando previsto un sistema para el suministro de lubricante a los pares de fricción de las placas (12 ó 20) de deslizamiento, caracterizado porque están previstas guías (14 ó 15) de centraje que están montadas en uno o varios planos en las superficies oblicuas de los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) y en las superficies oblicuas de los elementos (5, 6 ó 18, 19) de soporte para las mordazas laterales (8, 10 ó 22, 24), discurriendo los planos de las guías centrales (14 ó 15) en vertical al plano central longitudinal (0-0) del dispositivo, porque la anchura B1 de la superficie de trabajo de cada mordaza (7 a 10 ó 20 a 24) es 0,5-0,9 de la anchura B2 de la superficie de apoyo de las mordazas (7 a 10 ó 20 a 24) y porque mediante la relación S1/S2
2. Dispositivo según la reivindicación 1, caracterizado porque las guías (14 ó 15) de centraje están dispuestas sobre las superficies oblicuas de los elementos (1, 3 ó 16, 17) de soporte para la mordaza superior y la mordaza inferior (7, 9 ó 21, 23) en el plano de simetría longitudinal del dispositivo y porque las ranuras de centraje se forman mediante las paredes de las ranuras que están realizadas sobre las superficies oblicuas de los elementos (5, 6 ó 18, 19) de soporte para las mordazas laterales (8, 10 ó 22, 24), así como están guiadas mediante las superficies laterales de las placas (12 ó 20) de deslizamiento.
Patentes similares o relacionadas:
 Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Prensa para el trabajo en paralelo al tiempo útil, del 15 de Febrero de 2019, de SK-Technologies GmbH: Prensa con - al menos un empujador de prensa, con el que en el caso de accionar la prensa puede realizarse una carrera (h) de prensa, - al […]
 Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
 Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
 Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
 Prensa para prensar en caliente palanquillas y similares, del 26 de Agosto de 2013, de MECOLPRESS S.P.A: Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa comprendiendo: una matriz de forjado de prensa inferior […]
Prensa para prensar en caliente palanquillas y similares, del 26 de Agosto de 2013, de MECOLPRESS S.P.A: Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa comprendiendo: una matriz de forjado de prensa inferior […]
 RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
 MÁQUINA DE FORJA EN FRÍO DE PRENSA HORIZONTAL CON REDUCCIÓN DE LA VELOCIDAD DE GOLPEADO, del 26 de Enero de 2012, de JESUS OÑATE Y HNOS. S.A: Máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija y parte móvil , donde la parte fija comprende […]
MÁQUINA DE FORJA EN FRÍO DE PRENSA HORIZONTAL CON REDUCCIÓN DE LA VELOCIDAD DE GOLPEADO, del 26 de Enero de 2012, de JESUS OÑATE Y HNOS. S.A: Máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija y parte móvil , donde la parte fija comprende […]