MÁQUINA DE FORJA EN FRÍO DE PRENSA HORIZONTAL CON REDUCCIÓN DE LA VELOCIDAD DE GOLPEADO.
Máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija (1) y parte móvil (2),
donde la parte fija (1) comprende una matriz (3) provista de un agujero (4) en el cual se introduce una pieza (5), y la parte móvil (2) comprende una aguja (6) que prensa la pieza (5) provocando que adopte la forma del agujero (4). La parte fija (1) comprende un sistema reductor de velocidad basado en que la matriz (3) es móvil en el interior de la parte fija (1), de manera que la velocidad efectiva con la que la aguja (6) prensa la pieza (5) es menor que la velocidad a la que la parte móvil (2) incide sobre la parte fija (1). Esto permite forjar en frío, y por lo tanto con una productividad elevada, piezas complejas tales como engranajes de dientes helicoidales.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802223.
Solicitante: JESUS OÑATE Y HNOS. S.A.
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: OTAEGUI MENDIA,XABIER.
Fecha de Solicitud: 28 de Julio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 16 de Enero de 2012.
Clasificación Internacional de Patentes:
- B21J13/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Monturas de las matrices.
- B21K27/00 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › Dispositivos de manutención, p. ej. de alimentación, de alineamiento, de descarga; Medios de corte; Dispositivos para estos medios.
Clasificación PCT:
- B21J13/02 B21J 13/00 […] › Matrices o sus monturas.
Fragmento de la descripción:
Máquina de forja en frío de prensa horizontal con reducción de la velocidad de golpeado.
Sector de la técnica
La invención se refiere a una máquina de forja en frío de prensa horizontal.
Estado de la técnica
Las máquinas de forja en frío en general son máquinas de forja concebidas para la deformación del material sin previo calentamiento del mismo, diferenciándolas así de las maquinas de semicaliente o caliente. Las máquinas de forja en frío se dividen fundamentalmente en dos tipos: horizontales y verticales, en función de la dirección del golpe sobre el metal. Generalmente, las máquinas de forja en frío horizontales suelen presentar velocidades de prensado muy elevadas y una alta productividad, es decir, permiten obtener piezas de bajo coste. En cambio, las máquinas de forja en frío verticales generalmente presentan una menor velocidad de prensado.
Generalmente, una máquina de forja en frío horizontal (también conocida como transfer horizontal) comprende principalmente las siguientes partes:
- Un portarrollos, donde se coloca un rollo de alambre, que constituye la materia prima a partir de la cual se fabrican las piezas.
- Unos enderezadores, que enderezan el alambre originalmente embobinado.
- Una trefiladora, que realiza un calibrado para eliminar los posibles defectos existentes en el alambre (ovalidades, defectos producidos en la preparación del rollo u otros tratamientos previos, etc.), generándose un cilindro perfecto.
- Una zona de corte, donde el alambre se corta en porciones cilíndricas cuyo volumen coincide con el volumen de la pieza que se va a fabricar.
- Una zona de estampación, compuesta por una parte fija en la que se encuentra una serie de matrices (moldes sucesivos donde se van introduciendo las porciones cilíndricas provenientes de la matriz anterior) y una parte móvil en la que se encuentran los martillos (elementos encargados de golpear las porciones cilíndricas para que sucesivamente vayan adoptando la forma de cada matriz). La zona de estampación comprende además un sistema de transporte (por ejemplo con una especie de dedos) encargado de transportar la pieza de una matriz a la siguiente.
Habitualmente, los martillos de la parte móvil suelen desplazarse a una velocidad de 60 g.p.m. (aproximadamente 700 mm/s), por lo cual las máquinas de forja en frío de prensa horizontal se consideran máquinas de alta velocidad.
Cierto tipo de piezas, por sus características geométricas, no pueden ser prensadas en una máquina de forja en frío de prensa horizontal a una velocidad tan elevada como las mencionadas. Es el caso de los engranajes de dientes helicoidales: por la forma compleja del helicoide en el molde interno de la matriz y las limitaciones que presenta la velocidad de deformación del material, al prensarse a alta velocidad el rellenado del molde no se produce correctamente y se obtiene una pieza con engranajes de dientes helicoidales defectuosos. Por ello, los engranajes de dientes helicoidales y otro tipo de piezas complejas se fabrican actualmente generalmente mediante el tallado de alta precisión. Sin embargo, dicho proceso es muy costoso y lento y produce una gran cantidad de residuos y un gran desperdicio de materia prima. Por ello, sería deseable poder fabricar este tipo de piezas en máquinas de forja en frío de prensa horizontal, ya que las piezas presentarían un menor coste, se lograría una elevada productividad y se reducirían los residuos y los desperdicios.
La invención tiene como objetivo diseñar una máquina de forja en frío de prensa horizontal que permita fabricar piezas tales como engranajes de dientes helicoidales u otras piezas que actualmente no son fabricables en este tipo de máquinas. Para ello, es objetivo de la invención conseguir reducir la velocidad de golpeo de la pieza en la máquina de forja en frío de prensa horizontal sin que ello disminuya su productividad.
Descripción breve de la invención
Es objeto de la invención una máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija y parte móvil, donde al igual que en otras máquinas de forja en frío de prensa horizontal la parte fija comprende una matriz provista de un agujero en el cual se introduce una pieza, y la parte móvil está destinada a incidir sobre la parte fija y comprende una aguja que prensa la pieza provocando que adopte la forma del agujero, con la particularidad de que la parte fija comprende un sistema reductor de velocidad tal que la velocidad efectiva con la que la aguja prensa la pieza es menor que la velocidad a la que la parte móvil incide sobre la parte fija. El sistema reductor se basa, principalmente, en hacer que la matriz sea móvil en el interior de la parte fija y en limitar dicho movimiento de manera que la velocidad efectiva de golpeo de la pieza es sustancialmente igual a la diferencia entre la velocidad a la que incide la parte móvil sobre la parte fija y la velocidad de desplazamiento de la matriz.
La máquina de la invención permite conseguir una velocidad de golpeo de la aguja sobre la pieza de 180 mm/s a partir de una velocidad de desplazamiento de la parte móvil con respecto a la parte fija de 60 g.p.m. (aproximadamente 700 mm/s). Esto permite rellenar correctamente el molde de fabricación de piezas tales como engranajes de dientes helicoidales u otras piezas, caracterizadas por requerir un forjado a menor velocidad que la proporcionada por las máquinas de forja en frío de prensa horizontal convencionales.
Descripción breve de las figuras
Los detalles de la invención se aprecian en las figuras que se acompañan, no pretendiendo éstas ser limitativas del alcance de la invención:
- La Figura 1 muestra un ejemplo de engranaje de dientes helicoidales para cuya fabricación está especialmente indicada la máquina según la invención.
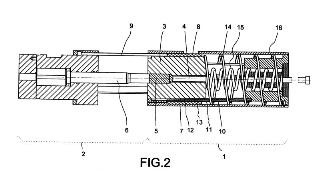
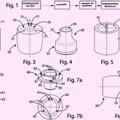
- La Figura 2 muestra un conjunto de parte fija y parte móvil de un modo de realización de la máquina según la invención, en posición inicial.
- La Figura 3 muestra el conjunto de la figura anterior, en posición final.
Descripción detallada de la invención
La Figura 1 muestra un ejemplo de engranaje de dientes helicoidales para cuya fabricación está especialmente indicada la máquina según la invención. Este tipo de piezas se caracteriza por forjarse en el interior de un molde dotado de formas relativamente complejas. Para que dichas formas del molde sean rellenadas correctamente y la pieza resultante no presente defectos, el rellenado del molde (consecuencia del golpeo o prensado de la aguja sobre la pieza) debe realizarse a una velocidad relativamente baja (del orden de 250 mm/s). La máquina de forja según la invención permite reducir la velocidad de desplazamiento de la parte móvil con respecto a la parte fija, del orden de 60 g.p.m. (aproximadamente 700 mm/s), a una velocidad de golpeo de la aguja sobre la pieza del valor indicado.
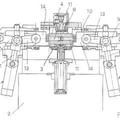
La máquina de forja en frío de prensa horizontal según la invención comprende, al igual que las máquinas de forja en frío de prensa horizontal convencionales, una zona de estampación provista de al menos un conjunto de parte fija (1) y parte móvil (2). La Figura 2 muestra un conjunto de parte fija (1) y parte móvil (2) de un modo de realización de la máquina según la invención. La parte móvil (2) es capaz de incidir sobre la parte fija (1) para proporcionar el prensado o golpeo. La parte fija (1) comprende una matriz (3) provista de un agujero (4) en el cual se introduce una pieza (5). La parte móvil (2) a su vez comprende una aguja (6) que, cuando la parte móvil (2) incide sobre la parte fija (1), prensa la pieza (5) provocando que adopte la forma del agujero (4).
De acuerdo con la invención, la matriz (3) es móvil en el interior de la parte fija (1), es decir, puede desplazarse en dirección longitudinal (X) con respecto los componentes fijos propiamente dichos de la parte fija (1), tales como la funda (16). La parte fija (1) comprende además un casquillo móvil (8) dispuesto alrededor de al menos parte de la matriz (3) y capaz de desplazarse en dirección longitudinal (X) con respecto a dicha matriz (3). Además, la parte fija (1) comprende una cuña (7) localizada entre el casquillo móvil (8) y la matriz (3), siendo dicha cuña (7) fija en dirección longitudinal (X) y móvil en dirección radial (Y). La cuña (7) comprende una superficie interior en cuña (10) y una superficie exterior en cuña (11). Por su parte, la matriz (3) comprende una superficie exterior en cuña...
Reivindicaciones:
1. Máquina de forja en frío de prensa horizontal, que comprende una zona de estampación, donde dicha zona de estampación comprende al menos un conjunto de parte fija (1) y parte móvil (2), donde la parte fija (1) comprende una matriz (3) provista de un agujero (4) en el cual se introduce una pieza (5), y la parte móvil (2) es capaz de incidir sobre la parte fija (1) y comprende una aguja (6) que prensa la pieza (5) provocando que adopte la forma del agujero (4), caracterizada por que:
- la matriz (3) es móvil en el interior de la parte fija (1),
- la parte fija (1) comprende además un casquillo móvil (8) alrededor de al menos parte de la matriz (3) y capaz de desplazarse en dirección longitudinal (X) con respecto a dicha matriz (3),
- la parte fija (1) comprende además una cuña (7) localizada entre el casquillo móvil (8) y la matriz (3), donde dicha cuña (7) comprende una superficie interior en cuña (10) y una superficie exterior en cuña (11), donde dicha cuña (7) es fija en dirección longitudinal (X) y móvil en dirección radial (Y),
- la matriz (3) comprende una superficie exterior en cuña (12) análoga a la superficie interior en cuña (10) de la cuña (7), existiendo un rozamiento entre ambas superficies (10, 12), y el casquillo móvil (8) comprende una superficie interior en cuña (13) análoga a la superficie exterior en cuña (11) de la cuña (7), existiendo un rozamiento entre ambas superficies (11,13),
- la parte móvil (2) comprende un empujador (9) capaz de empujar el casquillo móvil (8) cuando la aguja (6) incide sobre la pieza (5).
2. Máquina según la reivindicación 1, que se caracteriza por que comprende además un muelle (14) que empuja el casquillo móvil (8) en dirección longitudinal (X), en sentido contrario al sentido de golpeo de la aguja (6), hacia su posición de reposo.
3. Máquina según la reivindicación 1, que se caracteriza por que comprende además un muelle (15) que empuja la matriz (3) en dirección longitudinal (X), en sentido contrario al sentido de golpeo de la aguja (6), hacia su posición de reposo.
Patentes similares o relacionadas:
 Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Prensa para el trabajo en paralelo al tiempo útil, del 15 de Febrero de 2019, de SK-Technologies GmbH: Prensa con - al menos un empujador de prensa, con el que en el caso de accionar la prensa puede realizarse una carrera (h) de prensa, - al […]
 Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
 Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
 Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
 Prensa para prensar en caliente palanquillas y similares, del 26 de Agosto de 2013, de MECOLPRESS S.P.A: Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa comprendiendo: una matriz de forjado de prensa inferior […]
Prensa para prensar en caliente palanquillas y similares, del 26 de Agosto de 2013, de MECOLPRESS S.P.A: Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa comprendiendo: una matriz de forjado de prensa inferior […]
 RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
 METODO DE FORJA, del 16 de Junio de 2008, de BLACK & DECKER INC.: Método para forjar una pieza con una forma predeterminada a partir de una pieza a trabajar , que comprende las siguientes etapas: […]
METODO DE FORJA, del 16 de Junio de 2008, de BLACK & DECKER INC.: Método para forjar una pieza con una forma predeterminada a partir de una pieza a trabajar , que comprende las siguientes etapas: […]