DISPOSITIVO CONFORMADOR PARA LA ORIENTACION RADIAL BIAXIAL DE TUBERIAS TERMOPLASTICAS.
Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas constituido por un conformador interior constituido por una superficie cilíndrica que se va ensanchando hasta adoptar un diámetro superior,
y un contramolde del conformador interior cilíndrico de diámetro variable que comporta elementos calefactores y refrigeradores, de forma que el tubo que pasa por entre estas dos piezas queda orientado biaxialmente por presión y temperatura
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200601857.
Solicitante: LOPEZ DIAZ,JOSE FERNANDO
DEL CARPIO CONDE,BERNARDO.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: DEL CARPIO CONDE,BERNARDO, DE SAJA SAEZ,JOSE ANTONIO, LOPEZ DIAZ, JOSE FERNANDO, RODRIGUEZ PEREZ,MIGUEL ANGEL.
Fecha de Solicitud: 12 de Julio de 2006.
Fecha de Publicación: .
Fecha de Concesión: 26 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C55/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › Estirado radial.
Clasificación PCT:
- B29C55/24 B29C 55/00 […] › Estirado radial.
Fragmento de la descripción:
Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas.
Objeto de la invención
La presente memoria descriptiva se refiere a un dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas por un método evolucionado y que consiste en un conjunto de dos conformadores, interno y externo por el que se hace pasar la tubería de material termoplástico debidamente calentada hasta el estado de conformación y situándose los elementos de calentamiento y enfriamiento de temperatura, en los mismos conformadores, exactamente en el contramolde externo.
Campo de la invención
La presente invención tiene su campo de actuación dentro de la industria fabricante de tubos de material termoplástico y también dentro de la industria de la fabricación de maquinaria de precisión.
Antecedentes de la invención
Hasta el momento, todos los equipos que trabajaban sobre materiales termoplásticos tales como PVC, polietileno (PE) y/o poliolefinas para la orientación biaxial de los mismos, comprenden la utilización de complicados hornos para el precalentamiento del segmento terminal. Igualmente comprenden complejos sistemas de refrigeración y unos dispositivos mecánicos de gran complejidad debido a la complejidad de los sistemas refrigerante.
Existen numerosos antecedentes de procedimientos y aparatos similares, pero que todos presentan diferencias con el preconizado en esta invención y además el funcionamiento de los mismos no es satisfactorio, sobre todo en los complicados procesos preconizados para la refrigeración.
A modo ilustrativo entre los documentos de patente que han presentado algún tipo de solución al problema, podemos citar los siguientes.
E.P. 0165068. Esta patente muestra una instalación de extrusión que comprende un cabezal de extrusión con un primer mandril. Un segundo mandril está fijo al extremo curso abajo del primer mandril separado por una capa de aislante. Para poner en contacto la superficie interior del tubo extruído con una sustancia refrigerante, la superficie exterior, la superficie exterior del segundo mandril comprende una estructura de acanaladuras circunferenciales y en forma de zigzag por las que circula el líquido refrigerante.
La patente NL 7612518 describe, con el fin de llevar a cabo la refrigeración interna con agua fría, un compartimento estanco con medios de cierre constituidos por un obturador cilíndrico metálico fijada al mandril del extrusor.
Ambos procedimientos son diferentes por concepto y ejecución del de la presente invención, y además no resultan satisfactorios en la práctica especialmente en relación con los métodos de cierre empleados, produciéndose daños en la sección plástica debida a las grandes presiones que se producen por la fuerza de rozamiento.
Estos problemas, resueltos en la presente invención también fueron objeto de tratamiento en la patente española ES 2 137 692, en la que el fluido refrigerante es forzado entre la pared exterior de los medios de cierre y la sección plástica pasando a contra corriente. Efectivamente este método no funcionaba satisfactoriamente por la imposibilidad de conseguir la estanqueidad adecuada con la presión requerida sin que sufriese daños la sección plástica.
Además la complejidad técnica del dispositivo hacía muy difícil su aplicación industrial.
Las patentes US A 4 113 813 ya difieren bastante del dispositivo de la patente solicitante por incorporar hornos externos y tratamientos a tres niveles de temperatura.
Descripción de la invención
El objetivo de la presente invención es eliminar los inconvenientes mencionados en el apartado anterior, proporcionando un dispositivo que si bien utiliza elementos conocidos resuelve los problemas de configurar efectiva, simple y económicamente la orientación biaxial de tuberías termoplásticas.
Y esto se consigue en el procedimiento que describimos por medio de un conformador interno de forma cilíndrica y diámetro inferior al diámetro de la tubería a conformar que se va ensanchando hasta adquirir un diámetro superior al del comienzo y superior también al de la tubería a conformar. Este conformador presenta un contramolde cilíndrico exterior de las mismas secciones que el conformador pero de un diámetro ligeramente superior.
El contramolde presenta unos elementos calefactores internos al comienzo del mismo y unos elementos refrigeradores en su parte de mayor diámetro. Esta disposición de los elementos calefactores y refrigerantes en el contramolde resuelve de forma magistral todos los problemas que existían hasta ahora de calefacción y refrigeración ya expuestos.
La tubería en material termoplástico a conformar presenta un elemento de centrado y empuje. Si bien este elemento puede también actuar como retenedor y fijador del tubo, de forma que sea el conformador el que se desplace.
El dispositivo así constituido se caracteriza porque el tubo de material termoplástico debidamente centrado y controlado en la velocidad de movimiento es calentado y presionado por el conformador interno de forma que se va deformando hasta llegar a su estabilidad de tamaño del conformador momento en el que empiezan a actuar los enfriadores hasta la temperatura ambiente con el fin que la disposición orientada biaxialmente de las moléculas quede fijada. En este caso el tubo resultante tiene un espesor menor que el original.
Es necesario tener en cuenta que el conformador puede actuar de una forma lineal continua o por intervalos intermitentes, pero que siempre se encuentra solidario con el dispositivo empujador del contramolde y con el dispositivo de centrado y empuje del tubo.
Las realizaciones del procedimiento pueden ser diferentes en función de las necesidades. Se puede realizar por porciones de tubo, por trozos enteros de tubo y en casos especiales también se puede realizar el proceso dentro de una cámara de vació, lo que generaría unos espacios vacíos entre el tubo y el conformador interno.
Descripción de los dibujos
Para completar la descripción que se esta realizando y al objeto de ayudar a una mejor comprensión de la invención se adjunta una hoja de dibujos en las que se aprecian los siguientes elementos referenciados:
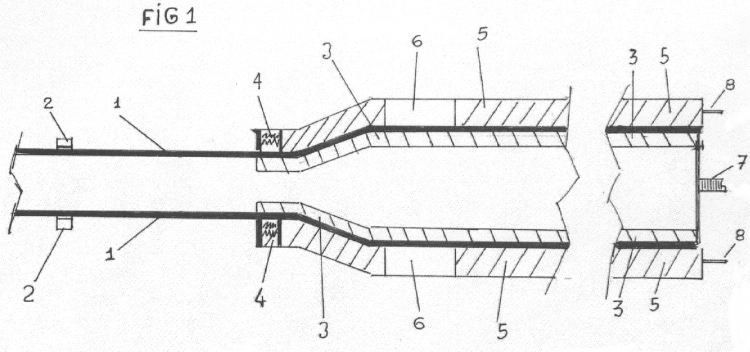
Tal y como se aprecian en la hoja de dibujos cuya figura 1ª representa una vista en sección del dispositivo conformador y la tubería antes y después de la conformación.
Realización preferente de la invención
El dispositivo conformador para la orientación radial biaxial de tuberías termoplásticos que la invención preconiza, se caracteriza esencialmente por estar constituido al menos por los dos siguientes elementos y sus partes:
- Tubería de material termoplástico.
- Conformador.
Y a su vez cada una de las partes esta constituida por los siguientes elementos:
La tubería en material termoplástico (1) tal y como sale del extrusionador, en continuo, con sus moléculas normalmente desorientadas puede ser tratada directamente. También es posible trabajar con partes de la tubería de longitud determinada e incluso exclusivamente con los extremos de un trozo de tubería.
Esta tubería cuenta con un elemento de centrado y empuje (2) que trabajará de forma solidaria o complementaria con los elementos empujadores del conformador (3) y del contramolde (5).
El otro elemento principal es el conformador (B) que esta constituido por varios elementos:
Reivindicaciones:
1. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado esencialmente por estar constituido al menos por los dos siguientes elementos y sus partes:
-A- Tubería de material termoplástico.
-B- Conformador
-C-
2. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas de acuerdo con la reivindicación 1ª y caracterizado además porque el dispositivo empujador (2) puede ir desplazando el tubo hacia el conformador (B).
3. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas de acuerdo con la reivindicación 1ª, y 2ª y caracterizado además porque el dispositivo empujador puede actuar como retenedor y fijador del tubo de material termoplástico (1), de forma que sea el conformador (B) el que se desplace.
4. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por la reivindicación 1ª y caracterizado además porque los elementos calefactores (3) se encuentran siempre situados al principio del conformador (B) en su parte más estrecha, que es la que se introduce dentro del tubo (1) hasta el comienzo de su ensanche.
5. Dispositivo conformador para la orientación radial biaxial de tuberías termoplástica, de acuerdo con la reivindicación 1ª y 4ª y además caracterizado porque el tubo (1) calentado de acuerdo con la reivindicación 4ª es presionado por el conformador interno (3), de manera que se va deformando hasta alcanzar su estabilidad al llegar a la parte de mayor diámetro del conformador, momento en el que el tubo (1), se transforma en (10), de mayor diámetro y menor espesor y por medio de los enfriadores (4) se enfría hasta llegar a temperatura ambiente, con el fin de que la disposición orientada biaxialmente de las moléculas quede fijada, y el tubo adquiera la resistencia característica.
6. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por las reivindicaciones 1ª y 5ª y además porque el contramolde (5), que limita y condiciona el diámetro exterior del tubo una vez calentado y conformado en su máximo diámetro, presenta unos elementos enfriadores (4) en todo su perímetro con el fin de reducir la temperatura del tubo (1) a la temperatura ambiente.
7. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por la reivindicación 1ª, y además porque el dispositivo empujador (7) del conformador interior (3) puede actuar también como retenedor, de forma que sea el tubo de material termoplástico (1) el que se desplace.
8. Dispositivo conformador para la orientación radial biaxial de tuberías termoplástica, de acuerdo con la reivindicación 1ª y 7ª, y además porque el dispositivo empujador (7) del conformador interior (3) puede actuar de una forma lineal continua o por intervalos intermitentes.
9. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por las reivindicaciones 1ª, 7ª y 8ª y además porque el dispositivo empujador (8) del contramolde (5) será siempre solidario en su desplazamiento con el del dispositivo empujador (7) del conformador interior (3).
10. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas caracterizado por las reivindicaciones anteriores y además porque el conformador (B) puede actuar sobre el tubo de material termoplástico (1) en continuo y en algún caso se puede situar en la salida de la máquina extrusora que realiza el tubo.
11. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por las reivindicaciones anteriores y además porque el conformador (B) puede actuar sobre porciones de longitud limitada de tubo.
12. Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas, caracterizado por las reivindicaciones 1ª y 5ª y además porque el proceso de orientación se puede realizar dentro de una cámara de vacío, lo que generaría unos espacios vacíos entre el tubo (10) y el conformador interno (3).
Patentes similares o relacionadas:
Mejora de la tenacidad a la rotura de dispositivos médicos con un estereocomplejo como agente de nucleación, del 17 de Septiembre de 2014, de ABBOTT CARDIOVASCULAR SYSTEMS INC.: Método de fabricación de un estent que comprende: procesar por fundición una mezcla de polímeros de PLLA y PDLA para permitir la formación de cristalitas de […]
MANGUERA ELASTICA DE PARED FINA DE MATERIAL ELASTOMERICO., del 16 de Diciembre de 2004, de VISION SCIENCES, INC.: Un conjunto de funda elástica para uso con un endoscopio que tiene un tubo de inserción, que comprende: una porción tubular elástica, alargada formada de un material […]
PELICULAS, TUBOS Y FORROS DE CILINDROS DE POLIMEROS DE ULTRA-ALTA VISCOSIDAD EN ESTADO FUNDIDO Y TERMO-RETRACTILES., del 16 de Junio de 2004, de FLUORON, INC.: SE UTILIZAN MATERIALES POLIMERICOS PTFE Y OTROS DE ULTRA ALTA VISCOSIDAD A LA FUSION (UHMV), COMO TFM, Y POLIETILENO UHMW, MEJOR QUE FEP O PFA, EN […]
METODO DE CONTROL PARA LA FABRICACION DE TUBOS DE PLASTICO ORIENTADO., del 1 de Julio de 2003, de VINIDEX TUBEMAKERS PTY. LTD. UPONOR B.V.: SE PRESENTA UN METODO PARA EXPANDIR UN TUBO DE MATERIAL DE PLASTICO, CARACTERIZADO POR QUE UN TUBO QUE SE MUEVE LONGITUDINALMENTE ES PROGRESIVA […]
DISPOSITIVO DE EXPANSION PARA FORMAR MANGUITOS DE UNION EN LOS EXTREMOS DE TUBOS DE MATERIAL PLASTICO O COMPLEJO PLASTICO-ALUMINIO., del 16 de Marzo de 2003, de VIRAX S.A.: LA INVENCION SE REFIERE A UNA HERRAMIENTA DE EXPANSION DE TENAZAS PARA REALIZAR EMPALMES EN LOS EXTREMOS DE TUBERIAS DE PLASTICO O DE COMPLEJO PLASTICO-ALUMINIO UTILIZADAS […]
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS A PARTIR DE PLASTICOS MOLDEABLES EN ESTADO CALIENTE., del 16 de Octubre de 1997, de SCHNALLINGER, HELFRIED: EN UN PROCESO PARA FABRICAR PIEZAS MOLDEADAS ELABORADAS DE PLASTICO TERMOMOLDEABLE, EN CONCRETO POLIOLEFINAS COMO EL POLIETILENO Y EL POLIPROPILENO, […]
 APARATO Y METODO PAR AREALIZAR UN INJERTO REBORDEADO PARA ANASTOMOSIS TERMINOLATERAL, del 1 de Mayo de 2008, de IMPRA, INC.: SE PRESENTA UN PROCEDIMIENTO Y UN APARATO PARA FORMAR UNA SECCION EN FORMA DE BOCAMANGA DE POLITETRAFLUOROETILENO, PROVISTA DE REBORDES A PARTIR […]
APARATO Y METODO PAR AREALIZAR UN INJERTO REBORDEADO PARA ANASTOMOSIS TERMINOLATERAL, del 1 de Mayo de 2008, de IMPRA, INC.: SE PRESENTA UN PROCEDIMIENTO Y UN APARATO PARA FORMAR UNA SECCION EN FORMA DE BOCAMANGA DE POLITETRAFLUOROETILENO, PROVISTA DE REBORDES A PARTIR […]
 PROCEDIMIENTO DE REDUCCION DEL ESPESOR DE LA PARED DE UN TUBO DE PTFE Y PRODUCTO FORMADO DE ESTE MODO, del 16 de Abril de 2008, de BOSTON SCIENTIFIC LIMITED: Procedimiento de formación de un tubo de politetrafluoretileno (PTFE) de pared delgada comprendiendo las etapas siguientes: - proporcionar un tubo de PTFE provisto […]
PROCEDIMIENTO DE REDUCCION DEL ESPESOR DE LA PARED DE UN TUBO DE PTFE Y PRODUCTO FORMADO DE ESTE MODO, del 16 de Abril de 2008, de BOSTON SCIENTIFIC LIMITED: Procedimiento de formación de un tubo de politetrafluoretileno (PTFE) de pared delgada comprendiendo las etapas siguientes: - proporcionar un tubo de PTFE provisto […]