DISPOSITIVO DE CORTE, POR EJEMPLO PARA FABRICAR PRODUCTOS HIGIENICOS, Y PROCEDIMIENTOS DE FUNCIONAMIENTO CORRESPONDIENTES.
Un procedimiento de accionamiento de un dispositivo para formar unos elementos laminares (F'') de longitud predeterminada cortando a medida un material laminar (F),
comprendiendo el dispositivo:
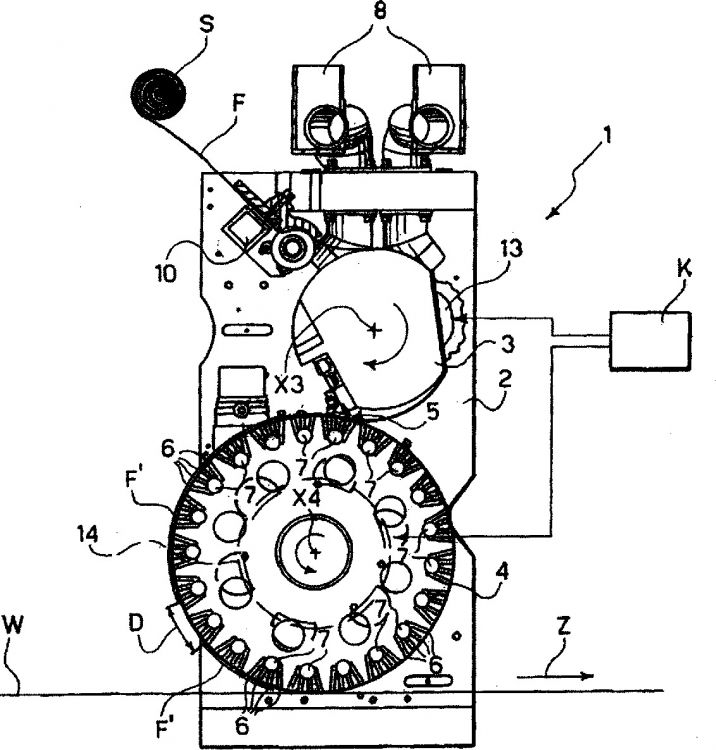
- un primer elemento rotatorio (3), para recibir enrollado sobre él dicho material laminar (F) y que lleva al menos un borde de corte orbital (5), para actuar en dicho material laminar; y
- un segundo elemento rotatorio (4) que presenta una superficie de orilla que define con respecto a dicho primer elemento rotatorio (3) un hueco de paso para dicho elemento laminar (F); dicha superficie de orilla para interactuar con dicho borde de corte (5) con la interposición de dicho material laminar (F) para llevar a cabo el corte a medida del material laminar (F) mismo y, de esta manera, formar dichos elementos laminares (F''),
en el que dichos primer elemento rotatorio (3) y segundo elemento rotatorio (4) son controlables en rotación en direcciones opuestas de manera independiente uno de otro y dicha superficie de orilla de dicho segundo elemento rotatorio (4) tiene un número dado de posiciones de interacción con dicho borde de corte (5) llevado por dicho elemento rotatorio (3), estando dichas posiciones sustancialmente dispuestas a igual distancia la una de la otra,
caracterizado porque el procedimiento incluye las operaciones de:
- hacer elementos laminares (F'') para ser aplicados mediante dicho segundo elemento rotatorio (4) en un flujo de productos en movimiento (W) con un paso de aplicación que corresponde a un múltiplo no entero de la distancia de separación entre dichas posiciones de interacción con dicho borde de corte (5), y
- controlar la rotación de dicho segundo elemento rotatorio (4) haciendo que dicha superficie de orilla avance con respecto a la velocidad que es sustancialmente, pero no exactamente, la misma que la velocidad de dicho flujo de producto en movimiento (W), de manera que, para cada paso de aplicación, dicha superficie de orilla avanza un número entero de dichas posiciones de interacción que se aproxima a dicho múltiplo no entero
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07109033.
Solicitante: FAMECCANICA. DATA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA ATERNO, 136,66020 SAMBUCETO DI S. GIOVANNI.
Inventor/es: LUPINETTI,SERAFINO, LOMBARDI,MASSIMILIANO, GIANSANTE,ANTONIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Mayo de 2007.
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- A61F13/15M6B
- B26D1/62B
- B26D5/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 5/00 Dispositivos para maniobrar y controlar las máquinas o los dispositivos de corte, recorte, perforación, punzonado o separación por procedimiento distinto al corte. › teniendo el órgano de corte y avance de la pieza una acción conjugada.
- B65H39/14 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 39/00 Unión, colocación o agrupación de artículos o bandas (combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; máquinas para colocar y agrupar a la vez y fijar de forma permanente hojas o cuadernos B42C 1/00). › Unión de hojas con bandas.
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B26D1/40 B26D […] › B26D 1/00 Corte de una pieza caracterizado por la naturaleza o por el movimiento del elemento cortante; Aparatos o máquinas a este efecto; Elementos cortantes a este efecto. › y cooperando con un órgano rotativo.
- B26D1/62 B26D 1/00 […] › y girando alrededor de un eje paralelo a la línea de corte, p. ej. montado sobre un cilindro rotativo.
- B26D5/20 B26D 5/00 […] › teniendo el órgano de corte y avance de la pieza una acción conjugada.
- B26D7/18 B26D […] › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios para retirar los recortes o los residuos.
- B32B37/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo de corte, por ejemplo para fabricar productos higiénicos, y procedimientos de funcionamiento correspondientes.
La presente invención se refiere a unas técnicas que posibilitan la formación de elementos laminares de longitud predeterminada mediante el corte a medida de un material laminar. La invención ha sido desarrollada prestando particular atención a su posible empleo en el campo de las plantas de producción de productos higiénicos, como por ejemplo salvaslips, pañales, etc.
De acuerdo con una de las soluciones más extendidas en la actualidad, estos productos son producidos de manera continua o "en línea", es decir, partiendo de una pluralidad de bandas superpuestas de forma diversa sobre y acopladas entre sí para producir una banda acabada, a partir de la cual se obtienen a continuación los artículos individuales acabados (generalmente por medio de operaciones de corte).
En las distintas etapas del proceso de producción -y también en las etapas posteriores de obtención de los productos individuales- puede surgir la necesidad de aplicar, en un elemento en movimiento (ya sea éste tipo continuo o si no una parte de un flujo continuo o sustancialmente continuo de distintos elementos), unos elementos laminares, los cuales, a la vista de la aplicación específica, deben ser cortados a medida. Generalmente, la operación de corte debe llevarse a cabo de forma cadenciada, en cuanto está concebido para generar unos elementos que puedan ser aplicados con una cadencia predeterminada (y, la mayor parte de las veces, con un "ajuste de fase") con respecto al flujo de los productos que salen del proceso.
La satisfacción de las necesidades referidas resulta incluso más crítica por el hecho de que, en la mayor parte de los casos, los elementos laminares en cuestión tienen una longitud diferente de (generalmente más corta que) la longitud de los artículos en los cuales son aplicados.
Por ejemplo, el elemento laminar que va a ser cortado a medida puede tener el núcleo o compresa absorbente de un producto higiénico que presente una longitud global mayor que la longitud homóloga de la compresa absorbente: por ejemplo, solo para dar una idea es suficiente considerar la distancia que separa las dos pretinas de unos pañales con forma de reloj de arena, una distancia que es generalmente mayor que la longitud antero - posterior de la compresa absorbente. Otro ejemplo de elemento laminar que debe ser cortado a medida y aplicado de forma cadenciada en un flujo de artículos es el constituido por la etiqueta o etiquetas (generalmente de papel siliconizado) que son aplicadas en las áreas de un artículo higiénico tratado con material adhesivo. Como ejemplo típico, puede hacerse referencia a las compresas higiénicas para señoras del tipo generalmente designado como "salvaslips con alas". En el artículo absorbente acabado, están presentes tres áreas de adhesivo, una que se extiende a lo largo del eje medio principal del salvaslip, para permitir su colocación exacta en la porción de la entrepierna de las bragas del usuario, y otras dos, de menor longitud, situados en el área correspondiente a las alas para permitir la aplicación de adhesivo de las alas mismas en el estado plegado por debajo de la región de la entrepierna de las bragas. En los tres casos, la etiqueta no adhesiva tiene una longitud menor (en el caso de las etiquetas que no son aplicadas en las alas, mucho menor) que la longitud total del producto. Existe, por consiguiente, la necesidad de conseguir que la etiqueta: i) sea cortada a la longitud deseada, y ii) que sea aplicada precisamente en la posición correspondiente al área con adhesivo que la etiqueta debe proteger.
Para satisfacer las necesidades requeridas, las máquinas son actualmente utilizadas en base a una configuración que puede ser definida como configuración de transferencia; el material que constituye las etiquetas, introducido en forma de banda, es primeramente sometido a una operación de corte con un cabezal de corte dispuesto con unas cuchillas rotatorias que actúan sobre una contracuchilla de recepción, la cual contempla también la aplicación subsecuente de las etiquetas en el flujo de artículos que avanza.
Una solución sustancialmente similar se conoce a partir del documento US-A-3 963 557 donde la función de la contracuchilla mencionada se lleva a cabo mediante segmentos de un aplicador rotatorio.
Las plantas actualmente utilizadas en el sector deben permitir la producción de productos diferentes y/o del mismo producto en diferentes formatos. Con la consiguiente necesidad de tener disponible unos elementos cortados a longitudes diferentes, es necesario utilizar unos dispositivos de corte y/o aplicación de tipo diferente, los cuales deben cada vez ser alternados en uso para obtener los productos con las características deseadas. Todo ello se traduce en un incremento del coste global de la planta, y, sobre todo, en la necesidad de parar la planta, incluso durante periodos de tiempo bastante prolongados, al pasar a la producción de un artículo con características diferentes con respecto al artículo tratado anteriormente (el llamado "cambio de formato").
El documento US-B-6 269 720 describe una solución mejorada, en la cual los elementos laminares, constituidos, por ejemplo, por etiquetas que van a ser aplicadas en artículos en movimiento se forman a partir de una banda procedente de una unidad de suministro. La banda es introducida en una unidad de recepción que pasa a través de un área de corte. Se forman las etiquetas individuales, controlando la intervención de la unidad de corte cuando la cantidad de banda suministrada por la unidad de suministro corresponde con la longitud deseada de las etiquetas. La unidad de corte, de modo preferente, comprende una cuchilla rotatoria y una contracuchilla, constituida por un rodillo no accionado por motor soportado dentro de una cuna lubricada y cargado elásticamente contra una unidad de corte. De modo preferente, la unidad de recepción proporciona así mismo la longitud de los elementos cortados a medida en los respectivos artículos. La solución conocida a partir del documento US-B-6 269 720 libera de esta forma el elemento que tradicionalmente coopera con la cuchilla o las cuchillas con la unidad de corte (la llamada contracuchilla) de la necesidad de llevar a cabo también la transferencia cadenciada de los elementos obtenidos por medio de la unidad de corte. En particular, la situación descrita en el documento US-B-6 269 720 contempla el uso, como contracuchilla, de un rodillo de forma alargada y delgada, con unas dimensiones diametrales mínimas y no accionados por motor; situada inmediatamente corriente debajo de la contracuchilla se encuentra una correa de transferencia accionada a partir del accionamiento de motor principal de la planta para la transferencia de los artículos: de esta forma es posible adaptar automáticamente la velocidad a la frecuencia de flujo de los artículos. De modo preferente, la contracuchilla referida se monta en una cuna lubricada específica, sometida a una carga elástica, que es capaz de distribuir adecuadamente la tensión de cizalladura.
Más concretamente, la invención se refiere a un procedimiento de accionamiento de un dispositivo de corte de acuerdo con el preámbulo de la reivindicación 1, dispositivo que es conocido, por ejemplo, a partir del documento DE 3 444 331 A1. Dispositivos sustancialmente similares se conocen, por ejemplo, a partir de los documentos US-A-5 380 381; US-A-5 407 513; US-A-3 963 557, EP-A-1 069 061 o EP-A2-0 692 375.
Aunque las soluciones expuestas de acuerdo con el estado de la técnica han demostrado su funcionalidad global desde el punto de vista operativo, pueden experimentar mejoras adicionales desde diferentes puntos de vista, como por ejemplo;
Las mejoras referidas permiten la posibilidad consiguiente de:
El objetivo...
Reivindicaciones:
1. Un procedimiento de accionamiento de un dispositivo para formar unos elementos laminares (F') de longitud predeterminada cortando a medida un material laminar (F), comprendiendo el dispositivo:
en el que dichos primer elemento rotatorio (3) y segundo elemento rotatorio (4) son controlables en rotación en direcciones opuestas de manera independiente uno de otro y dicha superficie de orilla de dicho segundo elemento rotatorio (4) tiene un número dado de posiciones de interacción con dicho borde de corte (5) llevado por dicho elemento rotatorio (3), estando dichas posiciones sustancialmente dispuestas a igual distancia la una de la otra,
caracterizado porque el procedimiento incluye las operaciones de:
2. El procedimiento de acuerdo con la Reivindicación 1, caracterizado porque, para cada paso de aplicación, dicha superficie de orilla se hace avanzar un número entero de dichas posiciones de interacción que se aproxima por defecto a dicho múltiplo no entero.
3. El procedimiento de acuerdo con la Reivindicación 1 o la Reivindicación 2, caracterizado porque, para cada paso de aplicación, dicha superficie de orilla se hace avanzar un número entero de dichas posiciones de interacción elegido entre los números enteros inmediatamente adyacentes a dicho múltiplo no entero.
4. El procedimiento de acuerdo con la Reivindicación 1, caracterizado porque dicho número dado de posiciones de interacción es un número primo.
5. El procedimiento de acuerdo con la Reivindicación 1, caracterizado porque dicha superficie de orilla de dicho segundo elemento rotatorio (4) está provisto de unas aberturas (6) conectables (7, 8) a una fuente de presión subatmosférica para retener dicho material laminar (F) y dichos elementos laminares (F') en dicha superficie de orilla.
6. El procedimiento de acuerdo con la Reivindicación 5, caracterizado porque dichas aberturas (6) están ordenadas en filas que se extienden a lo largo de las generatrices de dicha superficie de orilla y que están distribuidas en el contorno de dicha superficie de orilla.
7. El procedimiento de acuerdo con una cualquiera de la Reivindicación 1 o Reivindicación 4, tomada en combinación con la Reivindicación 6, caracterizado porque dichas filas de aberturas (6) identifican dichas posiciones de interacción con dicho borde de corte (5) llevado por dicho primer elemento rotatorio (3).
8. El procedimiento de acuerdo con una cualquiera de las Reivindicaciones 1 a 7, caracterizado porque comprende la operación de controlar la rotación de dichos primero (3) y segundo (4) elementos rotatorios en direcciones opuestas mutuamente y determinar de manera selectiva, cuándo dicha superficie de orilla interactúa con dicho borde de corte (5) con la interposición de dicho material laminar (F), un deslizamiento relativo en el sentido de una ralentización de dicho borde de corte (5) con respecto a dicha superficie de orilla de dicho segundo elemento rotatorio (4).
9. El procedimiento de acuerdo con la Reivindicación 8, caracterizado porque comprende la operación de acelerar el movimiento de rotación de dicho primer elemento rotatorio (3) después de que dicha superficie de orilla haya interactuado con dicho borde de corte (5) con la interposición de dicho material laminar (F).
10. El procedimiento de acuerdo con la Reivindicación 8 o Reivindicación 9, caracterizado porque comprende la operación de conseguir que dicho primer elemento rotatorio (3) lleve a cabo un giro completo para cada interacción con dicha superficie de orilla.
Patentes similares o relacionadas:
MÁQUINA AUTOMATIZADA DE CORTE DE ALIMENTOS, del 24 de Octubre de 2019, de HARATEK IMPORTAKETA, S.L: Máquina automatizada de corte de alimentos que comprende un elemento de corte definiendo un punto de corte;un eje de giro para recibir un giro;un […]
Sistemas y procedimientos de suministro de elementos de fijación de ganchos en una línea de montaje de moldes, del 23 de Octubre de 2019, de YKK CORPORATION: Sistema apto para cortar y suministrar una pluralidad de bandas de cinta de fijación de ganchos a cada uno de entre una pluralidad de moldes que […]
MÁQUINA AUTOMATIZADA DE CORTE DE ALIMENTOS, del 22 de Octubre de 2019, de HARATEK IMPORTAKETA, S.L.U: Máquina automatizada de corte de alimentos que comprende un elemento de corte definiendo un punto de corte; un eje de giro para recibir un giro; un cuerpo […]
Procedimiento para realizar un corte de ajuste, del 28 de Agosto de 2019, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para cortar una barra alimenticia en lonchas alimenticias nominales y/o para dividir en porciones lonchas alimenticias nominales, efectuándose […]
TRANSFORMADORA LINEAL Y PORTATIL DE PLACAS DE YESO LAMINADO, del 13 de Septiembre de 2018, de SUBIRATS ROCA, Antonio: Transformadora lineal y portátil de placas de yeso laminado, que comprende un módulo central en una estructura con un puente de transformación donde […]
Conjunto de cuchilla rotatoria para cortar en espiral porciones de patata texturizadas, del 11 de Abril de 2018, de J.R. SIMPLOT COMPANY: Un conjunto de cuchilla rotatoria para cortar productos propulsados en acoplamiento de corte con el mismo a una velocidad seleccionada, que comprende: un portacuchillas […]
Dispositivo y procedimiento de loncheado continuo de productos alimenticios, del 8 de Noviembre de 2017, de GEA Food Solutions Germany GmbH (100.0%): Dispositivo de loncheado de varios productos alimenticios , especialmente embutido, jamón y/o queso, en el que está prevista para cada producto […]
Dispositivo para tratar un elemento en placa, unidad de tratamiento y máquina de fabricación de envases, del 11 de Octubre de 2017, de Bobst Lyon: Dispositivo para tratar un elemento en placa en una máquina de fabricación de envases , pasando el elemento en placa de modo continuo a una velocidad […]