CAÑON DE ANIMA PRE-TENSADA Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
Cañón de ánima pre-tensada que comprende, al menos un cañón de ánima estriada (1) sobre la que se sitúa una camisa exterior (2) con un alto momento de inercia polar configurada para soportar la tensión del cañón (1);
y una tuerca de unión (3)entre la camisa exterior (2) y el cañón de ánima estriada (1); donde, además, la camisa exterior (2) se monta sobre el cañón (1) fijándose solidariamente el conjunto por medio de la tuerca de unión (3)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802840.
Solicitante: ALONSO TRICIO,JUAN RAMON.
Nacionalidad solicitante: España.
Provincia: ÁLAVA.
Inventor/es: ALONSO TRICIO,JUAN RAMON.
Fecha de Solicitud: 7 de Octubre de 2008.
Fecha de Publicación: .
Fecha de Concesión: 29 de Junio de 2010.
Clasificación Internacional de Patentes:
- F41A21/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41A CARACTERISTICAS DE FUNCIONAMIENTO O DETALLES COMUNES A LA VEZ A LAS ARMAS DE FUEGO INDIVIDUALES Y A LAS PIEZAS DE ARTILLERIA, p. ej. CAÑONES; MONTAJE DE LAS ARMAS DE FUEGO INDIVIDUALES O DE LAS PIEZAS DE ARTILLERIA. › F41A 21/00 Cañones o tubos de arma; Accesorios para bocas de cañón; Montaje de los tubos de arma (F41A 25/00 tiene prioridad; accesorios de cañones para lanzar granadas o municiones antidisturbios con armas de fuego individuales F41C 27/06; dispositivos de mira F41G 1/00). › Tubos de arma compuestos, es decir, en los cuales la pared del tubo está constituida por varias capas, p. ej. de distintos materiales.
Clasificación PCT:
- F41A21/02 F41A 21/00 […] › Tubos de arma compuestos, es decir, en los cuales la pared del tubo está constituida por varias capas, p. ej. de distintos materiales.
Descripción:
Cañón de ánima pre-tensada y procedimiento de fabricación del mismo.
Objeto de la invención
El objeto de la presente invención es un cañón de ánima estriada pre-tensada que evite los problemas derivados del progresivo calentamiento del cañón en una sucesión larga de disparos.
Antecedentes de la invención
El problema de todo cañón es el progresivo calentamiento de éste, durante la sucesión de disparos. Este aumento de temperatura hace que las dilataciones aparezcan y se liberen las tensiones acumuladas en el material del cañón durante el proceso de fabricación. Todo esto hace que la pérdida de precisión aparezca inexorablemente al alcanzarse la temperatura crítica.
En los cañones de ánima estriada, durante los disparos, el cañón entra en un movimiento armónico simple, similar al que una cuerda experimenta al ser sacudido uno de sus extremos estando el otro libre. Según la intensidad de éste, la boca del cañón describirá un óvalo de mayor o menor amplitud. Cuanto mayor sea éste, la precisión se ve más comprometida.
Este efecto se intenta paliar dando a las paredes de los cañones un mayor grosor, con el fin de conseguir mayor rigidez, lo que equivaldría, simplemente, a hacer más gruesa la cuerda. Esto no hace más que retrasar el tan temido efecto de la pérdida de precisión, ya que las dilataciones terminan por aparecer siendo después más permanentes, por la mayor cantidad de calor almacenada. Hay que tener en cuenta a su vez, el aumento masivo del peso del arma, haciendo muy engorroso y molesto su manejo.
Descripción de la invención
Para paliar los problemas arriba mencionados, se presenta el cañón de ánima pre-tensada, objeto de la presente patente de invención, el cual comprende, al menos:
(a) un ánima estriada, propiamente el cañón de ánima estriada;
(b) una camisa exterior con un alto momento de inercia polar configurada para soportar la tensión del ánima estriada y al mismo tiempo dar rigidez al conjunto;
(c) una tuerca de sustentación que permite el trabajo solidario del ánima estriada y la camisa exterior.
En el procedimiento de fabricación propone elevar la temperatura del cañón (ánima) ligeramente por encima de la temperatura de trabajo, preferentemente a una temperatura del orden de entre 250ºC y 300ºC, con el fin de dilatarlo ligeramente más de lo necesario. Esto se produce a temperaturas en las que el material se encuentra dentro del periodo elástico.
Posteriormente, se monta la camisa exterior y se sujeta ésta al cañón firmemente con la tuerca.
Al retornar el cañón previamente calentado a su temperatura inicial, recupera el alargamiento experimentado durante dicha operación. Al no conseguirlo, ya que la camisa exterior se lo impide, el ánima se queda en una posición similar a la de una cuerda tensada desde sus extremos. En esta situación, la intensidad del efecto armónico simple queda claramente eliminada ya que, al estar toda el ánima tensionada, es prácticamente imposible que este fenómeno se produzca. De esta forma el óvalo definido por la boca del cañón, se ve, si no eliminado en su totalidad, si reducido a unas proporciones despreciables.
Breve descripción de los dibujos
A continuación se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención que se presenta como un ejemplo no limitativo de ésta.
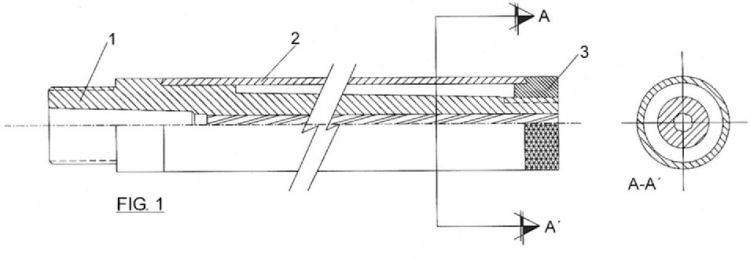
Figura 1.- Sección longitudinal esquematizada del cañón de ánima pre-tensada, objeto de la presente patente de invención con la camisa exterior de perfil recto.
Figura 2.- Sección longitudinal esquematizada del cañón de ánima pre-tensada, objeto de la presente patente de invención con la camisa exterior de perfil inclinado.
Realización preferente de la invención
Tal y como se puede observar en las figuras adjuntas, el cañón de ánima pre-tensada objeto de la presente invención comprende, al menos, un cañón de ánima estriada (1) sobre la que se sitúa una camisa exterior (2) con un alto momento de inercia polar configurada para soportar la tensión del cañón (1); y una tuerca de unión (3) entre la camisa exterior (2) y el cañón de ánima estriada (1); donde, además, la camisa exterior (2) se monta sobre el cañón (1) fijándose solidariamente el conjunto por medio de la tuerca de unión (3).
El procedimiento de fabricación del cañón en una primera realización práctica comprende, al menos, las siguientes etapas:
(i) una primera etapa de elevación de la temperatura del cañón (1) ligeramente por encima de la temperatura de trabajo, preferentemente entre 250ºC y 300ºC, dilatándolo dentro de los márgenes de elasticidad de dicho cañón (1); y
(ii) una segunda etapa de montaje de la camisa exterior (2) sobre el cañón (1) cubriéndolo en su totalidad y fijándose solidariamente ambos cuerpos por medio de la tuerca de unión (3).
En una segunda realización práctica, se realiza el montaje con todas las piezas a temperatura ambiente, donde se monta la camisa exterior (2) sobre el cañón (1) y se sujetaran ambas con la tuerca (3). Para este montaje, es necesario dejar el cañón (1) más largo de su longitud final, con el fin de que sobresalga por delante de la tuerca la longitud necesaria para poder hacer un amarre firme en ambos extremos del cañón (1).
Ya con el montaje hecho, éste se sujetara por los extremos del cañón (1) en una máquina de tracción, con el fin de producirle un alargamiento a éste, equivalente a la dilatación producida por la temperatura del anterior sistema de montaje en caliente. Una vez conseguida esta elongación, se procederá a apretar la tuerca (3) contra la camisa (2).
De ésta forma, al sacar el conjunto de la máquina de tracción, el cañón (1) quedara permanentemente pre-tensado, ya que la camisa (2), le impedirá recuperar su posición inicial.
Así mismo, opcionalmente se podrá rellenar la cámara de aire que queda entre el cañón (1) y la camisa (2) con algún material de baja densidad y un alto poder de conducción térmica, con el fin de facilitar el mejor equilibrio térmico entre estas dos piezas.
Reivindicaciones:
1. Cañón de ánima pre-tensada caracterizado porque comprende, al menos un cañón de ánima estriada (1) sobre la que se sitúa una camisa exterior (2) con un alto momento de inercia polar configurada para soportar la tensión del cañón (1); y una tuerca de unión (3) entre la camisa exterior (2) y el cañón de ánima estriada (1);
donde, además, la camisa exterior (2) se monta sobre el cañón (1) fijándose solidariamente el conjunto por medio de la tuerca de unión (3).
2. Cañón de la reivindicación 1 caracterizado porque la cámara de aire comprendida entre el cañón (1) y la camisa exterior (2) está rellena de un material de baja densidad y alta conducción térmica.
3. Procedimiento de fabricación del cañón de la reivindicaciones 1 y 2 caracterizado porque comprende, al menos, las siguientes etapas:
(i) una primera etapa de elevación de la temperatura del cañón (1) ligeramente por encima de la temperatura de trabajo, dilatándolo dentro de los márgenes de elasticidad de dicho cañón (1); y
(ii) una segunda etapa de montaje de la camisa exterior (2) sobre el cañón (1) cubriéndolo en su totalidad y fijándose solidariamente ambos cuerpos por medio de la tuerca de unión (3).
4. Procedimiento de fabricación según reivindicación 3 caracterizado porque la temperatura a la que se somete al cañón (1) en la primera etapa está comprendida entre los 250ºC y los 300ºC.
5. Procedimiento de fabricación del cañón de las reivindicaciones 1 y 2 caracterizado porque el montaje con todas las piezas a temperatura ambiente, donde se monta la camisa exterior (2) sobre el cañón (1) y se sujetaran ambas con la tuerca (3); y donde para este montaje, es necesario dejar el cañón (1) más largo de su longitud final, con el fin de que sobresalga por delante de la tuerca la longitud necesaria para poder hacer un amarre firme en ambos extremos del cañón (1); y donde ya con el montaje hecho, éste se sujetara por los extremos del cañón (1) en una máquina de tracción, con el fin de producirle un alargamiento a éste, equivalente a la dilatación producida por la temperatura del anterior sistema de montaje en caliente; finalmente una vez conseguida esta elongación, se procederá a apretar la tuerca (3) contra la camisa (2).
Patentes similares o relacionadas:
Sistema de bobinado de fibra para estructura de cañón de proyectiles compuesto, del 19 de Febrero de 2019, de Proof Research, Inc: Un cañón para dirigir la trayectoria de un proyectil descargable, que comprende: un revestimiento interior que define un orificio axial, […]
Cañón de proyectil compuesto de alta temperatura, del 13 de Febrero de 2019, de Proof Research, Inc: Un cañón para dirigir la trayectoria de un proyectil descargable, que comprende: un revestimiento interior que define un orificio […]
CARABINA DEPORTIVA CON REDUCTOR DE SONIDO, del 6 de Abril de 2017, de GAMO OUTDOOR, S.L: Comprende una culata, un mecanismo de disparo, y un cañón recubierto parcialmente por un material sobremoldeado o sobreinyectado, definiendo asimismo dicho material […]
Carabina deportiva con reductor de sonido, del 3 de Abril de 2017, de GAMO OUTDOOR, S.L: Carabina deportiva con reductor de sonido del tipo que al menos: Comprende una culata, un mecanismo de disparo, y un cañón recubierto parcialmente […]
 Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido, del 19 de Diciembre de 2013, de GAMO OUTDOOR, S.L: Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido.
Comprende […]
Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido, del 19 de Diciembre de 2013, de GAMO OUTDOOR, S.L: Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido.
Comprende […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN PARA CARABINAS DE AIRE COMPRIMIDO O CO, del 18 de Julio de 2013, de GAMO OUTDOOR, S.L: Comprende un tubo , hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida , caracterizado porque […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN PARA CARABINAS DE AIRE COMPRIMIDO O CO, del 18 de Julio de 2013, de GAMO OUTDOOR, S.L: Comprende un tubo , hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida , caracterizado porque […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN MODELO "BULL BARREL" CON REDUCTOR DE SONIDO Y CAÑÓN "MODELO BULL BARREL" CON REDUCTOR DE SONIDO OBTENIDO, del 26 de Julio de 2012, de GAMO OUTDOOR, SL: Procedimiento para la fabricación de un cañón modelo "bull barrel" con reductor de sonido y cañón "modelo bull barrel" con reductor de sonido obtenido. Comprende: las siguientes […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN MODELO "BULL BARREL" CON REDUCTOR DE SONIDO Y CAÑÓN "MODELO BULL BARREL" CON REDUCTOR DE SONIDO OBTENIDO, del 26 de Julio de 2012, de GAMO OUTDOOR, SL: Procedimiento para la fabricación de un cañón modelo "bull barrel" con reductor de sonido y cañón "modelo bull barrel" con reductor de sonido obtenido. Comprende: las siguientes […]
 MEJORAS EN LA PATENTE 200802840, RELATIVA A UN CAÑON DE ANIMA PRE-TENSADA Y PROCEDIMIENTO DE FABRICACION DEL MISMO, del 18 de Abril de 2011, de ALONSO TRICIO,JUAN RAMON: Mejoras en la patente 200802840, relativa a una cañón de ánima pre-tensada y procedimiento de fabricación del mismo, cuyo cañón comprende al menos un cañón de ánima […]
MEJORAS EN LA PATENTE 200802840, RELATIVA A UN CAÑON DE ANIMA PRE-TENSADA Y PROCEDIMIENTO DE FABRICACION DEL MISMO, del 18 de Abril de 2011, de ALONSO TRICIO,JUAN RAMON: Mejoras en la patente 200802840, relativa a una cañón de ánima pre-tensada y procedimiento de fabricación del mismo, cuyo cañón comprende al menos un cañón de ánima […]