CAJA DE LAMINACION Y METODO PARA LAMINAR UNA BANDA LAMINADA.
Caja de laminación (100) para la laminación de una banda laminada,
en particular de una banda metálica, la que comprende:
al menos un castillete de laminación sobre el lado de accionamiento y al menos un castillete de laminación sobre el lado de servicio de la caja de laminación; y dispositivos de flexión (11) que se encuentran unidos de manera fija, respectivamente, a los castilletes de laminación, para el desplazamiento y la flexión de un cilindro de trabajo superior y/o inferior (7, 8) de la caja de laminación con respecto a los castilletes de laminación; y un dispositivo de control (20) para controlar los dispositivos de flexión (11);
en donde al menos un elemento de medición de la fuerza de flexión (30) se encuentra posicionado en un lugar adecuado para la medición directa de la fuerza de flexión real que actúa sobre los cilindros de trabajo (7, 8) a través de los dispositivos de flexión (11),
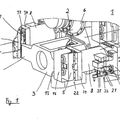
caracterizada porque, al menos uno de los dispositivos de flexión (11) se encuentra conformado como una unidad de pistón -cilindro, la que mediante uno de sus extremos, se encuentra unida directa o indirectamente a un larguero (2) del castillete de laminación y, en su otro extremo, presenta una anilla (12) con un ojo como lugar apropiado para el alojamiento de un perno para la unión articulada directa o indirecta al cilindro de trabajo, de modo que el perno se encuentra conformado como elemento de medición de la fuerza de flexión (30)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/002124.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4,40237 DUSSELDORF.
Inventor/es: RICHTER, HANS-PETER, PAWELSKI, HARTMUT, WEINGARTEN. LUDWIG.
Fecha de Publicación: .
Fecha Concesión Europea: 26 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21B29/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo, p. ej. cilindros de apoyo.
Clasificación PCT:
- B21B37/38 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › utilizando la flexión de los cilindros (B21B 37/42 tiene prioridad).
Fragmento de la descripción:
Caja de laminación y método para laminar una banda laminada.
La presente invención hace referencia a una caja de laminación conforme al preámbulo de la reivindicación 1 (véase Z.B-US-A-3 318 124) y a un método para operar una caja de laminación de este tipo para laminar una banda laminada, en particular una banda de acero.
El documento coreano KR 1020000063033 A, revela una caja de laminación y un método para controlar, así como para regular el contorno de una chapa laminada. Para ello, son evaluadas, respectivamente, la fuerza actual del cilindro y la fuerza de flexión del cilindro.
Asimismo, mediante la solicitud de patente alemana DE 44 24 613 A1 publicada se conocen un método y un dispositivo para operar una caja de laminación, en el que se implementa el proceso de laminación para la aplicación de una rugosidad apropiada de la superficie mediante un control cerrado en tiempo real. De este modo, el control tiene lugar en base a una comparación de los valores teóricos y reales a través de un perfil obtenido durante el proceso de laminación en curso.
Finalmente, por la memoria de patente DE 44 17 274 C2 se conoce una caja de laminación y un método de operación de la misma. La caja de laminación comprende castilletes de laminación sobre el lado de accionamiento y sobre el lado de servicio, así como dispositivos de flexión, los que se encuentran unidos por un lado a los castilletes de laminación y por otro lado a los cilindros de trabajo de la caja de laminación. Además, la caja de laminación comprende dispositivos de laminación para el procedimiento, es decir, para la flexión de los cilindros de trabajo dentro del marco de un control de la fuerza del cilindro.
Tomando como base el estado de la técnica antes mencionado, es objeto de la presente invención el perfeccionar, con respecto a dicho estado, una caja de laminación conocida y un método para la operación de la misma, de modo que sea posible un ajuste preciso de la flexión de los cilindros de trabajo.
Este objetivo se alcanzará a través del objeto de la reivindicación 1.
Dentro del marco de la presente invención, la fuerza de flexión es esencialmente igual a la así llamada fuerza del cilindro en la zona de flexión negativa, es decir, cuando los cilindros de trabajo son presionados sobre la banda laminada y cuando el cilindro de apoyo superior es elevado.
El concepto de banda laminada, dentro del marco de la presente invención, hace referencia en particular a una banda metálica, por ejemplo, a una banda de acero o a una banda metálica no ferrosa.
La utilización de un elemento de medición de la fuerza de flexión posibilita una valoración más precisa de la flexión de un cilindro de trabajo, puesto que es medida la fuerza de flexión que actúa efectivamente sobre los cilindros de trabajo y no una fuerza de flexión supuesta, determinada a través de la conversión de la presión hidráulica, la que debido a su histéresis, no puede transformarse directamente en una flexión efectiva.
Conforme a la invención, el elemento de medición de la fuerza de flexión, como sustituto para un perno, se encuentra instalado en el ojo de una anilla del dispositivo de flexión conformado como una unidad de pistón -cilindro. El elemento de medición de la fuerza de flexión, junto con la anilla forma, de este modo, el extremo de la unidad de pistón -cilindro asociada a los cilindros de trabajo, así como a las colisas de cojinete de los cilindros de trabajo, mientras que su otro extremo se encuentra unido al castillete de laminación.
En forma alternativa, pero no así de acuerdo a la invención, el elemento de medición de la fuerza de flexión se encuentra instalado paralelo al eje o en forma coaxial en los cilindros de trabajo, preferentemente, en sus gorrones. Se requiere para ello una perforación especial.
Es particularmente ventajoso emplear la fuerza de flexión exacta, disponible a través del elemento de medición de la fuerza de flexión, para el control de la posición, así como de la fuerza de los cilindros de trabajo, en una operación de laminación de acabado de la caja de laminación, es decir, en el cilindro de apoyo superior elevado por el cilindro de trabajo superior.
La fuerza de flexión precisa disponible conforme a la invención, es apropiada tanto para una operación de regulación como para una operación de control de los dispositivos de control para el control de los dispositivos de flexión.
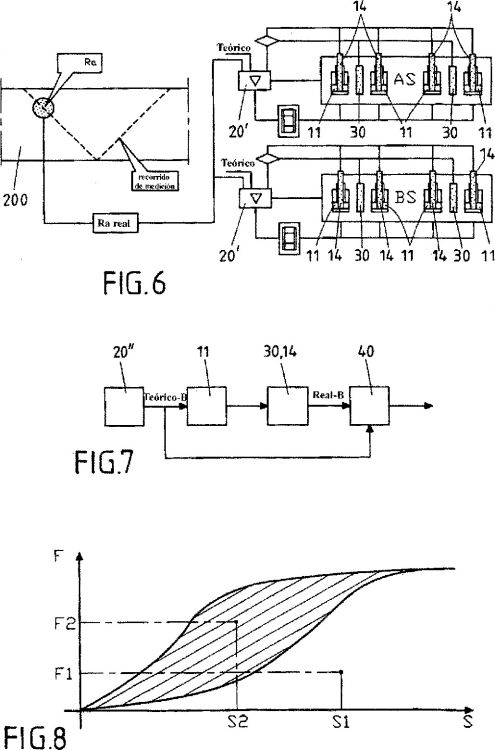
El hecho de que se prevean controles separados para el lado de accionamiento y el lado de servicio de la caja de laminación, presenta la ventaja de que, debido a la magnitud de medición "fuerza de flexión" disponible conforme a la invención, pueden ser reguladas al máximo, con gran exactitud, las diferencias de planeidad entre el lado de accionamiento y el lado de servicio. El control separado ofrece la posibilidad de controlar no sólo flexiones del cilindro simétricas sino también asimétricas, al ser controlado, por ejemplo, sólo el lado de accionamiento o el lado de servicio.
A diferencia del control separado, un circuito de control común para el lado de accionamiento y el lado de servicio proporciona una ventaja en cuanto a los costes; sin embargo, es posible sólo una regulación simétrica de las flexiones del cilindro sobre los lados de accionamiento y de servicio, lo cual es completamente admisible, así como suficiente, para la aplicación sencilla de los cilindros.
El hecho de que se prevean controles separados, tanto para el lado de accionamiento como para el lado de servicio, posibilita una regulación individual de los dispositivos de flexión y es también beneficioso para la prueba de los dispositivos de flexión por separado. En particular, el control así posibilitado de los cilindros flexionados sobre los lados de accionamiento y de servicio, permite la posibilidad de una mejor adaptación en los perfiles de banda asimétricos y de llevar a cabo una compensación correspondiente en el caso de una histéresis asimétrica de las colisas de cojinete del cilindro.
El control basado sólo en la fuerza de flexión detectada puede ser utilizado para el control de la unidad de planeidad a través de una corrección de la posición oblicua. La corrección de la posición oblicua puede tener lugar en un control de flexión absoluto o en un control de posición absoluto. La medición directa de la fuerza de flexión en combinación con la medición de posición en los cilindros hidráulicos de los dispositivos de flexión, posibilita de manera ventajosa, por ejemplo, el preposicionamiento de una abertura entre los cilindros en base a los valores de posición medidos, y un ajuste de precisión posterior de la abertura entre los cilindros en base a las fuerzas de flexión detectadas. Particularmente en el caso de instalaciones de cajas múltiples, a través de la combinación mencionada, puede tener lugar un efecto de enhebrado mejorado de las bandas laminadas en la abertura entre los cilindros, mientras que la flexión de los cilindros de trabajo es regulada en una caja de laminación subsiguiente, correspondiente a la flexión de los cilindros de trabajo en la caja de laminación respectivamente precedente, en una dirección de recorrido.
La mencionada combinación de medición de fuerza de flexión y de posición posibilita, en forma ventajosa, controles en cascada para los dispositivos de servicio por separado con un control superpuesto de la fuerza de flexión y un control inferior de la posición o viceversa. Una utilización ventajosa para un control en cascada semejante es el control de la rugosidad sobre la superficie de la banda laminada a laminar.
En forma alternativa a la operación de ajuste de la caja de laminación, discutida hasta el momento, ésta puede ser también operada mediante una operación de control. El dispositivo de control se encuentra conformado, de este modo, como un dispositivo de ajuste y controla los cilindros de trabajo, por ejemplo, mediante una fuerza de flexión teórica. Una unidad de valoración compara, de este modo, la fuerza de flexión teórica predeterminada con la fuerza de flexión real de los cilindros de trabajo, la que es medida efectivamente por el elemento de medición de la fuerza de flexión. Esta comparación de fuerzas posibilita, de manera ventajosa, llegar a conclusiones sobre coeficientes elevados de fricción, los que se presentan eventualmente, o un desgaste elevado de los dispositivos de flexión o de las colisas de cojinete de cilindro para los cilindros de trabajo. De manera ventajosa, el dispositivo de valoración...
Reivindicaciones:
1. Caja de laminación (100) para la laminación de una banda laminada, en particular de una banda metálica, la que comprende:
al menos un castillete de laminación sobre el lado de accionamiento y al menos un castillete de laminación sobre el lado de servicio de la caja de laminación; y dispositivos de flexión (11) que se encuentran unidos de manera fija, respectivamente, a los castilletes de laminación, para el desplazamiento y la flexión de un cilindro de trabajo superior y/o inferior (7, 8) de la caja de laminación con respecto a los castilletes de laminación; y un dispositivo de control (20) para controlar los dispositivos de flexión (11);
en donde al menos un elemento de medición de la fuerza de flexión (30) se encuentra posicionado en un lugar adecuado para la medición directa de la fuerza de flexión real que actúa sobre los cilindros de trabajo (7, 8) a través de los dispositivos de flexión (11),
caracterizada porque, al menos uno de los dispositivos de flexión (11) se encuentra conformado como una unidad de pistón -cilindro, la que mediante uno de sus extremos, se encuentra unida directa o indirectamente a un larguero (2) del castillete de laminación y, en su otro extremo, presenta una anilla (12) con un ojo como lugar apropiado para el alojamiento de un perno para la unión articulada directa o indirecta al cilindro de trabajo, de modo que el perno se encuentra conformado como elemento de medición de la fuerza de flexión (30).
2. Caja de laminación (100) conforme a la reivindicación 1, caracterizada porque, la caja de laminación presenta además un cilindro de apoyo (4) asociado al cilindro de trabajo superior (7) y porque se prevé un dispositivo de elevación (19) para elevar el cilindro de apoyo (4) desde el cilindro de trabajo superior (7) para una laminación de acabado de la caja de laminación (100).
3. Caja de laminación (100) conforme a una de las reivindicaciones precedentes, caracterizada porque, el dispositivo de control (20) se encuentra conformado como un dispositivo de regulación (20') para regular la flexión de los cilindros de trabajo (7, 8) en una fuerza de flexión teórica predeterminada en respuesta a la fuerza de flexión real.
4. Caja de laminación (100) conforme a la reivindicación 3, caracterizada porque, el dispositivo regulador (20') presenta circuitos de control respectivamente separados para el lado de accionamiento (AS) y el lado de servicio (BS) de la caja de laminación para el control de los dispositivos de flexión presentes en el mismo.
5. Caja de laminación (100) conforme a la reivindicación 3, caracterizada porque, el dispositivo regulador (20') presenta un circuito de control común para el lado de accionamiento (AS) y lado de servicio (BS) de la caja de laminación para el control uniforme de los dispositivos de flexión (11) sobre los lados de accionamiento y de servicio.
6. Caja de laminación (100) conforme a la reivindicación 3, caracterizada porque, el dispositivo regulador (20') presenta un circuito de control propio para cada larguero (2) del castillete de laminación, para la regulación de la fuerza de flexión al nivel de los dispositivos de flexión (11) asociados al larguero (2), en función de la fuerza de flexión medida para el elemento de medición de la fuerza de flexión (30) asociado al castillete de laminación (2).
7. Caja de laminación (100) conforme a una de las reivindicaciones 3 a 6, caracterizada porque, al menos uno de los dispositivos de flexión (11) se encuentra asociado a un indicador de posición (14) para detectar su respectiva posición real actual de desplazamiento; y porque el circuito de control asociado a este dispositivo de flexión (11) se encuentra conformado como un circuito de control en cascada para controlar el dispositivo de flexión con un control superpuesto de la fuerza de flexión y un control inferior de la posición, o con un control superpuesto de la posición y un control inferior de la fuerza de flexión.
8. Caja de laminación (100) conforme a una de las reivindicaciones precedentes, caracterizada por un elemento de medición de rugosidad (Ra) para la detección de la rugosidad local en la superficie de la banda laminada (200); y un dispositivo de transformación para la transformación de la rugosidad local detectada o de la rugosidad diferencial entre la rugosidad deseada y la rugosidad detectada, en una fuerza de flexión deseada, requerida para la realización de la rugosidad deseada, como magnitud de entrada para el dispositivo regulador.
9. Caja de laminación (100) conforme a una de las reivindicaciones 1 a 2, caracterizada porque el dispositivo de control (20) se encuentra conformado como dispositivo regulador (20'') para el control de los dispositivos de flexión (11) con una señal de control predeterminada.
10. Caja de laminación (100) conforme a la reivindicación 9, caracterizada porque, la señal de control se encuentra conformada para predefinir una fuerza de control deseada para los cilindros de trabajo (7, 8); y porque se prevé una unidad de evaluación (40) para comparar la fuerza de control teórica con la fuerza de flexión real medida efectivamente por el elemento de medición de la fuerza de flexión.
11. Caja de laminación (100) conforme a la reivindicación 9, caracterizada porque la señal de control se encuentra conformada para controlar al menos uno de los dispositivos de flexión (11) con una histéresis predefinida deseada de la posición de desplazamiento/fuerza de flexión, porque se prevé un indicador de posición (14) para la detección de la posición actual de desplazamiento del dispositivo de flexión 11; y porque se prevé una unidad de evaluación (40) para determinar una histéresis real en base a la fuerza de flexión medida por el elemento de medición de la fuerza de flexión (30) y por el indicador de posición (14) y para comparar la histéresis real del dispositivo de flexión (11) con la histéresis teórica.
12. Método para operar una caja de laminación (100) conforme a una de las reivindicaciones 1 a 11 para laminar una banda laminada (200), en particular una banda de acero, donde la caja de laminación presenta al menos un castillete de laminación sobre el lado de accionamiento (AS) y un castillete de laminación sobre el lado de servicio (BS) de la caja de laminación, así como dispositivos de flexión (11) para el desplazamiento y la flexión de un cilindro de trabajo superior y/o inferior (7, 8) ubicado entre los castilletes de laminación con respecto a los castilletes de laminación, donde durante el funcionamiento de la caja de laminación (100), la fuerza de flexión que actúa directa o indirectamente sobre los cilindros de trabajo (7, 8) y la que representa la flexión de los cilindros de trabajo (7, 8) es medida, evaluada y utilizada para controlar la flexión de los cilindros de trabajo (7, 8), caracterizado porque las fuerzas de flexión reales son medidas en forma separada sobre el lado de accionamiento (AS) y sobre el lado de servicio (BS), para obtener de este modo una señal de flexión real determinada; y porque los dispositivos de flexión (11) del mismo género son controlados con una misma señal de control sobre el lado de accionamiento y sobre el lado de servicio en función de la señal de la fuerza de flexión real mediante una fuerza de flexión teórica uniforme.
13. Método para operar una caja de laminación (100) conforme a una de las reivindicaciones 1 a 11 para laminar una banda laminada (200), en particular una banda de acero, donde la caja de laminación presenta al menos un castillete de laminación sobre el lado de accionamiento (AS) y un castillete de laminación sobre el lado de servicio (BS) de la caja de laminación, así como dispositivos de flexión (11) para el desplazamiento y la flexión de un cilindro de trabajo superior y/o inferior (7, 8) ubicado entre los castilletes de laminación relativamente con respecto a los castilletes de laminación, donde durante el funcionamiento de la caja de laminación (100), la fuerza de flexión que actúa directa o indirectamente sobre los cilindros de trabajo (7, 8) y la que representa la flexión de los cilindros de trabajo (7, 8) es medida, evaluada y utilizada para controlar la flexión de los cilindros de trabajo (7, 8), caracterizado porque las fuerzas de flexión reales son medidas en forma separada sobre el lado de accionamiento (AS) y sobre el lado de servicio (BS); y porque los dispositivos de flexión (11) son controlados sobre el lado de accionamiento y sobre el lado de servicio para el control de las fuerzas de flexión teóricas deseadas respectivamente - eventualmente diferentes - con las señales separadas de control en función de las fuerzas de flexión reales medidas respectivamente en forma separada.
14. Método conforme a una de las reivindicaciones 12 a 13, caracterizado por una regulación individual de al menos un dispositivo de flexión asociado a un castillete de laminación (2) en la fuerza de flexión deseada en respuesta a una fuerza de flexión real de los cilindros de trabajo medida individualmente - al nivel del mismo castillete de laminación.
15. Método conforme a una de las reivindicaciones 12 a 14 caracterizado porque en al menos uno de los dispositivos de flexión (11) se detecta adicionalmente, junto a la fuerza de flexión real, también su posición real actual de desplazamiento; y porque este dispositivo de flexión (11) es controlado mediante un control en cascada, de modo que se presenta un control superpuesto de la fuerza de flexión y un control inferior de posición o viceversa.
16. Método conforme a una de las reivindicaciones 12 a 15 caracterizado porque el dispositivo de flexión (11) es controlado mediante una fuerza teórica predeterminada o una histéresis - posición/fuerza de flexión; porque la fuerza de flexión real, así como la histéresis - posición/fuerza de flexión medida, efectivamente regulable en los cilindros de trabajo (7,8) es comparada con la fuerza de flexión teórica, así como con la histéresis teórica de la posición/fuerza de flexión; y porque el resultado de esta comparación es evaluado con respecto a un posible funcionamiento erróneo del dispositivo de flexión.
17. Método conforme a una de las reivindicaciones precedentes 12 a 16 caracterizado porque es detectada la rugosidad local sobre la superficie de la banda de laminación (200) y es transformada en una fuerza de flexión teórica para el control de la fuerza de flexión requerida para la realización de la rugosidad deseada.
Patentes similares o relacionadas:
Procedimiento de cambio de configuración de un tren de laminación y tren de laminación para la puesta en práctica del procedimiento, del 13 de Abril de 2016, de FIVES DMS: Procedimiento para cambiar la configuración de un tren de laminación que comprende: - una caja de retención, - un conjunto de […]
Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, del 9 de Abril de 2014, de SMS Siemag Aktiengesellschaft (100.0%): Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, en el que la […]
DISPOSITIVO PARA LA INFLUENCIA CONTROLADA DE LAS FUERZAS DE APOYO DE RODILLOS DE PRESION., del 16 de Junio de 2006, de SMS DEMAG AG: Dispositivo para la influencia controlada de las fuerzas de apoyo de rodillos de presión, especialmente de cilindros (SW) de apoyo que se apoyan en cilindros […]
DISPOSITIVO DE FLEXION PARA LOS CILINDROS DE UN TREN DE LAMINACION DE VARIOS CILINDROS., del 1 de Febrero de 2006, de ACHENBACH BUSCHHITTEN GMBH: Dispositivo de flexión para los cilindros, en particular los cilindros de trabajo de un tren de laminación de varios cilindros con miembros de ajuste dispuestos […]
CONJUNTO DE RODILLOS DE APOYO PARA EL CONTROL DINAMICO DEL ABOMBADO., del 1 de Julio de 2004, de LEMPER, HERBERT: Conjunto de rodillo de apoyo de control del abombado para su uso en un laminador, comprendiendo el conjunto de apoyo de control del abombado: un husillo; cojinetes de rodillos; […]
DISPOSITIVO DE CURVADO PARA LOS CILINDROS DE TRABAJO DE UNA CAJA DE LAMINACION EN CALIENTE., del 16 de Noviembre de 2003, de SMS DEMAG AKTIENGESELLSCHAFT: Caja de laminación en caliente, con bloques colocados en las ventanas del montante, los cuales tienen unidades hidráulicas de émbolo y cilindro previstas como dispositivos […]
LAMINADOR EQUIPADO CON MEDIOS PARA COMBAR CILINDROS DE TRABAJO., del 1 de Julio de 2003, de KVAERNER METALS CLECIM: Laminador que comprende, en el interior de un bastidor de soporte que tiene dos columnas separadas (1a,1b), un conjunto de cilindros que comprenden por lo menos dos cilindros […]
 DISPOSITIVO DE LAMINACION, del 16 de Marzo de 2008, de SMS DEMAG AKTIENGESELLSCHAFT: Dispositivo de laminación con dos cilindros de trabajo , que están montados en cada caso mediante piezas de montaje de cilindro de […]
DISPOSITIVO DE LAMINACION, del 16 de Marzo de 2008, de SMS DEMAG AKTIENGESELLSCHAFT: Dispositivo de laminación con dos cilindros de trabajo , que están montados en cada caso mediante piezas de montaje de cilindro de […]