APARATO Y PROCEDIMIENTO PARA TRABAJAR UNA PIEZA DE TRABAJO, TAL COMO UNA ESTRUCTURA DE REVESTIMIENTO PARA UNA AERONAVE.
Procedimiento para trabajar una estructura (11) que presenta una pared que a su vez comprende un lado (12) externo y un lado (14) interno opuesto al lado externo,
donde el procedimiento comprende proporcionar un equipo de trabajo que comprende un cabezal (21) de trabajo externo y un cabezal (47) de trabajo interno, ambos dispuestos para aplicar sobre la estructura (11) un empuje opuesto al empuje aplicado a la misma parte por el otro cabezal de trabajo, donde el cabezal (21) de trabajo externo está dotado de un detector (61) de carga dispuesto para medir el empuje aplicado a la estructura por el cabezal (21) de trabajo externo; dicho procedimiento está caracterizado porque comprende además las siguientes etapas:
- desplazar el cabezal (21) de trabajo externo hacia el lado (12) externo de la pared de la estructura hasta que se aplique un empuje a dicho lado externo igual a un empuje de umbral de contacto predeterminado;
- desplazar el cabezal (47) de trabajo interno hacia el lado (14) interno de la pared de la estructura hasta que el detector (61) de carga detecte una variación predeterminada del empuje aplicado a la pared de la estructura por el cabezal (21) de trabajo externo;
- actuando sobre el cabezal (21) de trabajo externo, aplicar al lado (12) externo de la estructura un empuje en la dirección del grosor igual a una fuerza de compresión necesaria para la perforación y mayor que el empuje de umbral de contacto predeterminado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07113479.
Solicitante: BISIACH, BRUNO.
Nacionalidad solicitante: Italia.
Dirección: VIA BOCCACCIO NO. 9,10078 VENARIA (TO).
Inventor/es: BISIACH, BRUNO.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Julio de 2007.
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21J15/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › especialmente adaptadas al remachado de piezas determinadas, p. ej. máquinas para poner guarniciones de frenos.
- B21J15/28 B21J 15/00 […] › Dispositivos de control especialmente adaptados a las máquinas de remachar, no limitados a alguno de los subgrupos precedentes.
- B23B35/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Métodos de escariado o de taladrado u otros métodos de trabajo que implican la utilización de máquinas de escariar o de perforar; Utilización de equipos auxiliares en relación con estos métodos.
- B23B41/00 B23B […] › Máquinas o dispositivos para escariar o taladrar especialmente adaptados para un trabajo particular; Accesorios especialmente concebidos a estos fines.
- B23Q1/76 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Lunetas; Apoyos.
- B23Q11/00F1
- B23Q17/09 B23Q […] › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
- G01B13/06 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 13/00 Disposiciones de medida caracterizadas por la utilización de fluidos. › para la medida del espesor.
Clasificación PCT:
- B21J15/14 B21J 15/00 […] › especialmente adaptadas al remachado de piezas determinadas, p. ej. máquinas para poner guarniciones de frenos.
- B21J15/28 B21J 15/00 […] › Dispositivos de control especialmente adaptados a las máquinas de remachar, no limitados a alguno de los subgrupos precedentes.
- B23B45/00 B23B […] › Taladradoras manuales o taladradoras análogas portátiles, p. ej. en forma de pistola; Equipos a este efecto (detalles o partes constitutivas, p. ej. carcasa, cuerpos de herramientas portátiles con motor no particularmente relacionadas con la operación ejecutada B25F 5/00).
- B23B47/28 B23B […] › B23B 47/00 Características de estructura de los elementos constitutivos especialmente concebidos para las máquinas de escariar o de taladrar; Accesorios de estas máquinas (husillos de trabajo, palieres correspondientes B23B 19/02; para máquinas herramientas en general B23Q). › Plantillas para perforar piezas (equipo para la colocación o el guiado del taladro B23B 49/00).
- B23B47/34 B23B 47/00 […] › Dispositivos para retirar las virutas de los orificios durante la perforación; Dispositivos fijados al útil para romper las virutas.
- B23B49/02 B23B […] › B23B 49/00 Sistemas de medida o de calibrado de las máquinas de escariar para la colocación o el guiado del taladro; Dispositivos para indicar los defectos de los taladros durante el escariado; Dispositivos para centrar los orificios que van a ser escariados (equipo demarcado B25H 7/00; dispositivos de medida, calibres G01B). › Plantillas o guías de escariado.
- B23Q11/00 B23Q […] › Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P).
- B23Q11/08 B23Q […] › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Protectores para ciertas partes de las máquinas-herramientas; Escudos antiproyectiles.
- G01B13/10 G01B 13/00 […] › diámetros internos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato y procedimiento para trabajar una pieza de trabajo, tal como una estructura de revestimiento para una aeronave.
Campo de la invención
La presente invención se refiere a un dispositivo y a un procedimiento para trabajar piezas de trabajo tales como estructuras de revestimiento. Más en particular, el dispositivo y el procedimiento según la invención pueden utilizarse para fabricar secciones de fuselaje u otras partes de una aeronave.
Campo técnico
Para fabricar alas o fuselajes ligeros de una aeronave, actualmente se conoce la utilización de paneles de aluminio muy delgado, o de estructuras de revestimiento fabricadas con materiales compuestos (figura 2), y su reforzamiento con nervaduras de refuerzo que se aplican posteriormente, denominadas normalmente como "cuadernas" en el campo técnico. Estas nervaduras de refuerzo añadidas pueden estar fabricadas, por ejemplo, con aleaciones de aluminio o de titanio.
Según técnicas conocidas, las secciones transversales de tales refuerzos añadidos pueden presentar varias formas, tales como formas en J invertida o en T, y tales refuerzos añadidos se fijan a los paneles de aluminio con remaches, si están dotados de un labio adecuado o, según técnicas más actuales, mediante soldadura por láser.
El remachado es actualmente la tecnología preferida ya que se ha demostrado su eficacia y es menos crítico que la soldadura.
La figura 1 muestra un tipo conocido de un espárrago 1 o remache utilizado en el campo aeronáutico para remachar refuerzos añadidos.
La utilización de un remache de este tipo requiere las siguientes etapas principales:
Durante la realización de estas etapas, con el fin de evitar que se produzcan turbulencias no deseadas, se requiere que el extremo de la cabeza 7 del remache sobresalga lo menos posible de la pared externa del panel o de la estructura de revestimiento en la que esté remachada la nervadura añadida. Para este fin, se requiere formar los bordes biselados, del orificio del remache en el panel o en la estructura de revestimiento que alojará la cabeza 7 cónica del remache, con tolerancias de trabajo muy reducidas, posiblemente cercanas a cero. Otra técnica de fabricación utilizada es mantener bien apretados y presionados entre sí la nervadura de refuerzo añadida y el panel, o la estructura de revestimiento, para evitar que penetren virutas en los huecos que pudiera haber entre las superficies de unión de la nervadura de refuerzo añadida y del panel o estructura de revestimiento durante la perforación. El problema relacionado con la penetración de las virutas producidas por la perforación es particularmente crítico cuando se remachan paneles o estructuras de revestimiento de material compuesto, cuyas virutas producidas por la perforación son particularmente pequeñas y penetrantes.
Una tercera técnica conocida utilizada durante el trabajo es seleccionar remaches que tengan la longitud más adecuada dependiendo del grosor de cada grupo formado o bien por el refuerzo añadido más el panel o bien por la nervadura de refuerzo añadida más la estructura de revestimiento.
Un sistema conocido para remachar de manera automática las nervaduras de refuerzo en paneles estructurales de aluminio se desvela en la solicitud de patente italiana número TO2002A000030 del 1 de noviembre de 2002.
Otro sistema para remachar de manera automática las nervaduras de refuerzo añadidas a estructuras de revestimiento tubulares de material compuesto, con el fin de fabricar secciones de fuselaje (denominadas también como "cuerpos cilíndricos" o "cuerpo cilíndrico" (barrel) utilizando un término técnico anglosajón), se desvela en la solicitud de patente italiana número T02006A000518 del 14 de julio de 2006.
El documento US-A-4 310 964 desvela un procedimiento y un aparato para trabajar una estructura de revestimiento donde el procedimiento comprende las etapas de aplicar empujes opuestos a los lados opuestos de la misma parte de la estructura mediante un cabezal de trabajo externo y un cabezal de trabajo interno donde uno de los dos cabezales de trabajo está dotado de un detector de carga. Los documentos US-A-6 011 482 y US-A-4 955 119 desvelan respectivamente una rutina de remachado que utiliza sensores de protuberancias de elementos de fijación y un centro de maquinado robótico en el que están previstos al menos dos sensores de carga.
Un objeto de la presente invención es proporcionar un sistema de remachado particularmente adecuado para, pero no necesariamente limitado a, remachar nervaduras de refuerzo añadidas en paneles o en estructuras de revestimiento, con mayor precisión que los procedimientos de remachado conocidos.
Resumen de la invención
La presente invención soluciona el problema asociado con la pesada arquitectura de los equipos conocidos que comprenden numerosos sensores.
En un primer aspecto de la presente invención, este objeto se consigue con un procedimiento que presenta las características según la reivindicación 1.
En un segundo aspecto de la presente invención, tal objeto se consigue con un equipo de trabajo que presenta las características según la reivindicación 11.
En una realización particular, el cabezal de trabajo externo y/o el cabezal de trabajo interno están dotados de uno o más dispositivos seleccionados a partir de un grupo que comprende: un dispositivo de perforación, un cabezal de fresado, un cabezal de remachado para aplicar espárragos o remaches a la pieza de trabajo, un cabezal aplicador de adhesivo para aplicar una resina o un pegamento a la pieza de trabajo, un dispositivo de presión para aplicar un empuje a la pieza de trabajo durante el trabajo.
En una realización particular, la junta de compensación está dispuesta para adaptar la inclinación de la cabeza de pistón con respecto al resto del dispositivo de presión girando alrededor de un centro de rotación dispuesto en el eje de perforación.
En una realización particular, el dispositivo de perforación está dotado de una herramienta de biselado dispuesta para formar un borde biselado alrededor de la boca de un orificio formado en la pieza de trabajo.
En una realización particular, el manguito de contención comprende una pluralidad de segmentos sustancialmente tubulares que forman un ensamblado telescópico, dispuesto para alojar internamente la herramienta durante el tra-bajo.
En una realización particular, uno de los segmentos sustancialmente tubulares presenta una apertura de aspiración dispuesta para hacer que el aire externo fluya hacia el interior del manguito de contención y dispuesta para cerrarse y/o cubrirse por otro de los segmentos sustancialmente tubulares debido a una contracción del manguito de contención para reducir el flujo de aire que pasa a través de la propia apertura de aspiración.
En una realización particular, el dispositivo de medición de grosor comprende:
En una realización particular, tal dispositivo de medición de grosor comprende un detector de posición para detectar la posición de la varilla de detección correspondiente a las variaciones de presión en el circuito fluídico y/o en el conducto interno formado en el interior de la varilla de detección cuando la varilla de detección se inserta en o se extrae de una apertura en una pared.
En una realización particular, tal dispositivo de medición de grosor comprende una unidad lógica dispuesta para calcular el grosor de una pared utilizando informaciones proporcionadas por el detector de variación de presión y por el detector de posición.
En una realización particular, tal procedimiento de trabajo comprende la etapa de bloquear el cabezal de...
Reivindicaciones:
1. Procedimiento para trabajar una estructura (11) que presenta una pared que a su vez comprende un lado (12) externo y un lado (14) interno opuesto al lado externo, donde el procedimiento comprende proporcionar un equipo de trabajo que comprende un cabezal (21) de trabajo externo y un cabezal (47) de trabajo interno, ambos dispuestos para aplicar sobre la estructura (11) un empuje opuesto al empuje aplicado a la misma parte por el otro cabezal de trabajo, donde el cabezal (21) de trabajo externo está dotado de un detector (61) de carga dispuesto para medir el empuje aplicado a la estructura por el cabezal (21) de trabajo externo; dicho procedimiento está caracterizado porque comprende además las siguientes etapas:
2. Procedimiento según la reivindicación 1, que comprende la etapa de llevar a cabo una o más de las siguientes operaciones de trabajo cuando dicho empuje aplicado a la estructura de revestimiento en la dirección del grosor es igual a la fuerza de compresión necesaria para la perforación en la zona en la que se lleva a cabo la operación de fabricación: perforación, fresado, maquinado mediante descarga de chispas, remachado, encolado, abrasión, corte por láser, perforación por láser, corte por plasma, perforación por plasma.
3. Procedimiento según la reivindicación 1 ó 2, que comprende la etapa de bloquear el cabezal (21) de trabajo externo cuando este último aplica un empuje a la estructura, no inferior al empuje de umbral de contacto predeterminado, bloqueándose el cabezal (47) de trabajo interno antes de que el detector (61) de carga detecte la variación predeterminada del empuje aplicado a la pared de la estructura (11) por el cabezal (21) de trabajo externo.
4. Procedimiento según una o más de las reivindicaciones 1 a 3, en el que dicha operación de perforación comprende las siguientes etapas:
5. Procedimiento según una o más de las reivindicaciones 1 a 4, que comprende las siguientes etapas:
6. Procedimiento según una o más de las reivindicaciones 1 a 5, que comprende las etapas de:
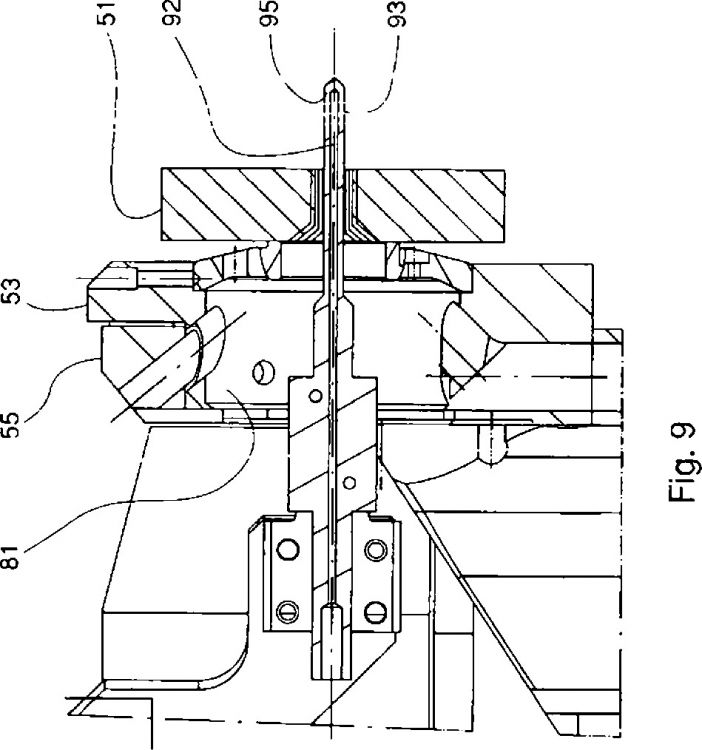
7. Procedimiento según la reivindicación 6, que comprende la etapa de expulsar el fluido de detección desde el orificio (95) de detección fuera de la varilla (93) de detección cuando la varilla (93) de detección se inserta en o se extrae de la apertura de la pared que va a medirse (11).
8. Procedimiento según la reivindicación 7, que comprende la etapa de aspirar el fluido desde fuera de la varilla (93) de detección hacia el interior del orificio (95) de detección cuando la varilla (93) de detección se inserta en o se extrae de la apertura de la pared que va a medirse (11).
9. Procedimiento según una o más de las reivindicaciones 6 a 8, que comprende la etapa de detectar la posición de la varilla (93) de detección correspondiente a las variaciones de presión que se producen en el circuito fluídico y/o en el conducto (92) interno, formado en el interior de la varilla (93) de detección, cuando la propia varilla de detección se inserta en o se extrae de la apertura de la pared que va a medirse (11).
10. Procedimiento según la reivindicación 9, que comprende la etapa de calcular el grosor de la pared que va a medirse en función de las posiciones de la varilla (93) de detección correspondientes a las variaciones de presión que se producen en el circuito fluídico y/o en el conducto (92) interno de la varilla (93) de detección cuando la varilla (93) de detección se introduce en o se extrae de la apertura de la pared que va a medirse (11).
11. Equipo de trabajo que comprende un cabezal (21) de trabajo externo y un cabezal (47) de trabajo interno, estando ambos dispuestos para aplicar a una estructura (11) que presenta una pared que a su vez comprende un lado (12) externo y un lado (14) interno opuesto al lado externo un empuje opuesto al empuje aplicado a la misma parte por el otro cabezal de trabajo, en el que el cabezal (21) de trabajo externo está dotado de un detector (61) de carga para medir el empuje aplicado por el cabezal (21) de trabajo respectivo en la estructura, caracterizado porque está programado para llevar a cabo el procedimiento según cualquiera de las reivindicaciones 1 a 10.
12. Equipo de trabajo según la reivindicación 11, en el que el cabezal (47) de trabajo interno está desprovisto de un detector (61) de carga dispuesto para medir el empuje aplicado por el cabezal de trabajo relativo en la estructura.
13. Equipo de trabajo según la reivindicación 11 ó 12, que comprende un brazo mecánico al que está acoplado el cabezal (21) de trabajo externo o el cabezal (47) de trabajo interno para que pueda manipularse por el brazo mecánico.
14. Equipo de trabajo según la reivindicación 11, 12 ó 13, que comprende un aparato (25) de perforación para perforar la estructura (11) que presenta una superficie que va a perforarse, en el que el aparato de perforación comprende:
15. Equipo de trabajo según la reivindicación 14, en el que la cabeza de pistón está dispuesta sustancialmente delante del dispositivo (29) de perforación.
16. Equipo de trabajo según la reivindicación 14 ó 15, en el que el dispositivo (29) de perforación está dotado de una herramienta (19) de perforación dispuesta para perforar la estructura y la cabeza (39) de pistón está dotada de una primera abertura (57) de paso de herramienta a través de la cual la herramienta puede pasar durante la operación de perforación con el fin de alcanzar la estructura (11).
17. Equipo de trabajo según una o más de las reivindicaciones 14 a 16, en el que la junta (63) articulada de compensación comprende una junta esférica.
18. Equipo de trabajo según las reivindicaciones 11 ó 12 ó 13, que comprende:
19. Equipo de trabajo según la reivindicación 18, en el que el manguito de contención está dispuesto para extenderse y para contraerse de manera reversible.
20. Equipo de trabajo según la reivindicación 18 ó 19, en el que la herramienta (19) comprende uno o más de los siguientes componentes: una broca helicoidal, un cabezal de máquina de fresado, una herramienta para el maquinado de formación de virutas, un cabezal de abrasión, un generador de láser, un electrodo para el maquinado de descarga de chispas, un generador de plasma, un boquilla que rocía un fluido de corte a alta presión para el corte.
21. Equipo de trabajo según una o más de las reivindicaciones 18 a 20, en el que el manguito (73) de contención comprende un elemento (79) elástico que tiende a extender al propio manguito de contención.
22. Equipo de trabajo según una o más de las reivindicaciones 11 a 21, que comprende un dispositivo de medición de grosor que comprende una varilla (93) de detección que comprende a su vez:
23. Equipo de trabajo según la reivindicación 22, en el que dicho dispositivo de medición de grosor comprende un generador de sobrepresión para bombear un fluido de detección a través del conducto interno de la varilla (93) de detección y para hacer que el fluido fluya fuera del orificio (95) de detección.
24. Equipo de trabajo según la reivindicación 23, en el que dicho dispositivo de medición de grosor comprende un generador de vacío dispuesto para aspirar un fluido de detección desde el exterior hacia el interior de la varilla (93) de detección, a través del orificio (95) de detección y del conducto interno de la propia varilla (93) de detección.
25. Equipo de trabajo según una o más de las reivindicaciones 22 a 24, que comprende:
Patentes similares o relacionadas:
Método para la configuración del mandril de una remachadora para elementos de remache ciegos y remachadora, del 27 de Mayo de 2020, de HONSEL Distribution GmbH & Co: Método para la configuración de una remachadora manual , accionada por un accionamiento eléctrico , para la colocación de elementos de remache ciegos , presentando la […]
Procedimiento para la unión de al menos dos componentes, del 29 de Abril de 2020, de DAIMLER AG: Procedimiento para la unión de un primer componente al menos a un segundo componente mediante al menos un elemento de ensamblaje que se inserta […]
Remachadora manual y método para su configuración, del 6 de Noviembre de 2019, de VVG-Befestigungstechnik GmbH & Co. KG: Método para la configuración de una remachadora manual provista de un accionamiento eléctrico para colocar elementos de remache ciego en un taladro de alojamiento […]
Procedimiento y dispositivo para colocar un tornillo, del 9 de Octubre de 2019, de Weber Schraubautomaten GmbH: Procedimiento para colocar un tornillo especialmente un tornillo formador de agujero por fluencia, en el que se acciona el tornillo […]
Procedimiento y aparato para la inspección de unión de materiales, del 2 de Octubre de 2019, de Comau LLC: Un procedimiento para realizar secuencialmente una pluralidad de operaciones de unión, comprendiendo el procedimiento: posicionar un dispositivo […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Método de control de calidad incorporado al proceso durante un ensamblaje de taladrado-llenado, del 1 de Julio de 2019, de THE BOEING COMPANY: Un método para ensamblar una estructura , comprendiendo dicho método: localizar una posición en un apilamiento vertical de ensamblaje donde debe instalarse un […]
Sistema de instalación de un elemento de sujeción inteligente, del 2 de Octubre de 2018, de THE BOEING COMPANY: Un método de instalación de un elemento de sujeción que comprende: proporcionar dos componentes ; identificar una ubicación para instalar un elemento de sujeción […]