Molde de vulcanización de cubiertas y proceso para vulcanizar una cubierta usando este molde.
Un molde de vulcanización de cubierta que comprende una pluralidad de moldes de sector (22 - 1,
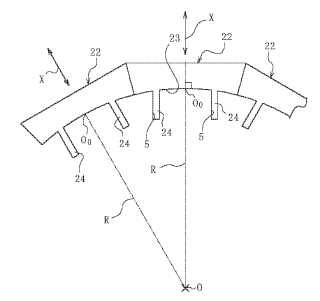
22 - 2)dispuestos en pasos predeterminados en una dirección circunferencial y que se desplazan sincronizados unos conlos otros en direcciones de extensión y de retracción para llevar a cabo la vulcanización de una porción de la bandade rodadura de la cubierta, en el que una proyección (24 - 1, 24 - 2) para la formación de la ranura formada en unasuperficie interna de cada uno de los moldes de sector (22 - 1, 22 - 2) se proyecta desde la superficie interna delmolde de sector (22 - 1, 22 - 2) en una dirección (A, B) sustancialmente paralela a una dirección de desplazamientodel molde de sector respectivo (22 - 1, 22 - 2), en el que la dirección en la que se proyectan las proyecciones (24 - 1,24 - 2) formadas en los moldes de sector (22 - 1, 22 - 2) y unidas a tope en zigzag en la dirección circunferencial enuna posición de contacto entre los moldes de sector mutuamente adyacentes (22 - 1, 22 - 2) es una direcciónparalela a un segmento de línea de ajuste (Rf) que conecta una intersección (O1) entre un segmento de líneacircunferencial (CL) que conecta los centros (O0) de los moldes de sector (22 - 1. 22 - 2) y un borde de contacto (AE)del molde de sector (22 - 1, 22 - 2) al centro (O) del espacio definido por estos moldes de sector (22 - 1, 22 - 2), y lasdirecciones en las que se proyectan estas proyecciones (24 - 1, 24 - 2) se aproximan gradualmente a la dirección dedesplazamiento (R) de cada molde de sector (22 - 1, 22 - 2), cuando se separan de la posición del borde de contacto(AE) del molde de sector (22 - 1, 22 - 2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/006246.
Solicitante: BRIDGESTONE CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME, CHUO-KU TOKYO 104-8340 JAPON.
Inventor/es: MIYAMAE,NAOSUKE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D30/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Neumáticos o sus partes constitutivas.
- B60C11/04 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › B60C 11/00 Bandas de rodamiento de neumáticos; Dibujos de bandas; Piezas insertadas antiderrapantes. › en los cuales el dibujo en relieve de la superficie se compone únicamente de nervios circunferenciales continuos, p. ej. zig-zag (B60C 11/12, B60C 11/13 tienen prioridad).
PDF original: ES-2450135_T3.pdf
Fragmento de la descripción:
Molde de vulcanización de cubiertas y proceso para vulcanizar una cubierta usando este molde
Campo técnico
Esta invención se refiere a un molde de vulcanización de cubiertas adecuado para su uso en la vulcanización de una cubierta de neumático de servicio pesado de todo terreno que pertenece a una categoría de vehículos de construcción y a una cubierta de neumático vulcanizada por medio del mismo. Más en particular, propone una técnica de prevención de daños, roturas o sucesos similares de una proyección que forma la banda de rodadura en una superficie interna de un molde de sector y una porción de meseta formada en la porción de la banda de rodadura cuando la vulcanización de una cubierta no vulcanizada, en particular la vulcanización de una porción de la banda de rodadura de la misma, se lleva a cabo por medio de una pluralidad de moldes de sector que se desplazan de extensión y de retracción en una dirección radial de la cubierta.
Antecedentes de la técnica Se requiere que este tipo de cubierta de neumático de servicio pesado tenga un rendimiento de tracción superior y una durabilidad considerablemente mayor, en comparación con las cubiertas para camiones y autobuses y las cubiertas para camiones ligeros, que se desplazan en las autopistas. Con este fin, la cubierta de neumático de servicio pesado convencional generalmente tiene una construcción de un patrón de banda de rodadura tal que hay ranuras con resalto cuyo objetivo es mejorar el rendimiento de tracción, que están dispuestas en cada región lateral de la banda de rodadura y un nervio que contribuye a la mejora de la durabilidad con la acumulación de calor está dispuesto en una región central de la banda de rodadura.
En una construcción de este tipo, sin embargo, se conoce que cuando la anchura del nervio en la región central de la banda de rodadura es demasiado amplia, la deformación del propio nervio se puede suprimir para disminuir la cantidad de acumulación de calor del nervio, pero la cantidad de la energía de fricción en una superficie de la carretera que se convierte en energía de deformación del nervio y de otros elementos se reduce disminuyendo la vida útil del nervio y por lo tanto, de la banda de rodadura.
Por lo tanto, se ha propuesto recientemente una técnica en la que una fila de bloques está dispuesta en la región central de la banda de rodadura con el propósito de establecer simultáneamente la mejora de la vida útil en la región central y la disminución de la cantidad de acumulación de calor y los bloques en la fila de bloques están definidos por ranuras que tienen una anchura más pequeña en comparación con la técnica convencional.
De acuerdo con esta técnica, la acumulación de calor en la región central de la banda de rodadura se puede suprimir hasta alcanzar un valor bajo cuando entra en contacto con paredes de ranura de la ranura de pequeña anchura y por lo tanto los bloques mutuamente adyacentes unos con respecto a los otros en una zona de contacto con el suelo de la cara de rodadura sobre la superficie de la carretera, para controlar la cantidad de deformación en su conjunto de la fila de bloques, y también el efecto de disipación de calor en la región central de la banda de rodadura puede ser mejorado en base al hecho de que las paredes de ranura de la ranura de pequeña anchura se separan unas de las otras en una zona distinta de la zona de contacto con el suelo, y como resultado, el deterioro térmico de la región central de la banda de rodadura se puede evitar ventajosamente.
Además, la reducción de la vida de fricción en la región central de la banda de rodadura se puede evitar efectivamente mediante la conversión de una parte mayor de la energía de fricción de la cara de rodadura sobre la superficie de la carretera en una energía de deformación del bloque y de otros elementos similares.
Sin embargo, el grosor de la banda de rodadura en la cubierta de servicios pesados para todo terreno es muy grueso, por lo que es muy difícil formar adecuadamente las ranuras de pequeña anchura con la profundidad requerida en la banda de rodadura. Por ejemplo, la formación de las ranuras de pequeña anchura y otros elementos similares en la cara de rodadura de la cubierta no vulcanizada y la vulcanización de la porción de banda de rodadura se lleva a cabo por una pluralidad de moldes de sector en forma de segmentos dispuestos con pasos predeterminados en la dirección circunferencial de la banda de rodadura y que se desplazan de extensión y de retracción en la dirección radial de la cubierta, hay un problema de que cuando se inserta una proyección para la formación de la ranura dispuesta en la superficie interna de cada molde de sector dentro de la porción de banda de rodadura de la cubierta no vulcanizada en la dirección radial de la cubierta, la flexión, rotura u otro suceso similar es producida fácilmente en la proyección para la formación de la ranura de pequeña anchura que tiene un grosor pequeño y una longitud larga que se proyecta, e incluso si la inserción de la proyección en la cubierta no vulcanizada se lleva a cabo correctamente, después de la finalización de la vulcanización de la porción de la banda de rodadura, cuando cada molde de sector se desplaza de extensión y se separa de la cubierta vulcanizada, la proyección para la formación de la ranura de anchura pequeña insertada en la cara de rodadura en la dirección radial es sometida a una gran resistencia de estirado producida por la cubierta vulcanizada y curada produciendo fácilmente la deformación u otro suceso similar, y también la porción de meseta de la banda de rodadura se rompe fácilmente por la proyección. Se hacen notar las descripciones de los documentos US 6.382.943 B1, DE 2113698, EP 1.447.197, JP 2002 - 225.034, JP 2003 - 340835, JP 11 - 226961.
La invención es para resolver los problemas anteriores de la técnica convencional y proporcionar un molde de vulcanización de cubierta que puede formar suavemente y con seguridad unas ranuras que tienen una anchura pequeña y una profundidad grande en la cara de rodadura sin causar el daño, rotura y sucesos similares de la proyección para la formación de la ranura en el molde de sector y en la porción de meseta de la banda de rodadura cuando una porción de la banda de rodadura de una cubierta de servicio pesado de gran tamaño es vulcanizada mediante el uso de los moldes de sector, y una cubierta de neumático vulcanizada y conformada por medio del mismo.
Descripción de la invención La invención es un molde de vulcanización de cubierta que comprende una pluralidad de moldes de sector
dispuestos en pasos predeterminados en una dirección circunferencial y que se desplazan sincronizados unos con los otros en direcciones de extensión y de retracción para realizar la vulcanización de una porción de banda de rodadura de la cubierta, en el que una proyección para la formación de la ranura formada en una superficie interna de cada uno de los moldes de sector se proyecta desde la superficie interna del molde de sector en una dirección sustancialmente paralela a una dirección de desplazamiento del molde de sector respectivo.
La invención proporciona un molde de vulcanización de cubierta, como se reivindica en la reivindicación 1.
La invención proporciona, además, un proceso de vulcanización de una cubierta. Las realizaciones particulares de la invención son el objeto de las reivindicaciones dependientes.
En general, los desplazamientos de extensión y de retracción de los moldes de sector se realizan en una dirección radial al centro de un espacio definido por estos moldes de sector, pero la dirección en la que se proyecta la 20 proyección para la formación de la ranura dispuesta en la superficie interna del molde de sector es una dirección hacia el centro del espacio anterior para formar la ranura que se dirige hacia dentro en la dirección radial de la cubierta en una cara de rodadura de una cubierta de producto, de manera que hay una diferencia de ángulo entre la dirección de extensión - retracción del molde de sector y la dirección en la que se proyecta la proyección en casi todos los moldes de sector. Esta diferencia de ángulos llega a ser grande cuando la distancia desde la posición central de la superficie interna del molde de sector se hace grande, y cuando el número de los moldes de sector es pequeño y la longitud de paso del molde se hace larga.
Cuando cada uno de los moldes de sector se desplaza de extensión y de retracción en la dirección radial en la construcción de vulcanización de la cubierta no vulcanizada como se ha mencionado más arriba, la resistencia a la penetración de la proyección para la formación de la ranura en la banda de rodadura... [Seguir leyendo]
Reivindicaciones:
1. Un molde de vulcanización de cubierta que comprende una pluralidad de moldes de sector (22 - 1.
22. 2) dispuestos en pasos predeterminados en una dirección circunferencial y que se desplazan sincronizados unos con los otros en direcciones de extensión y de retracción para llevar a cabo la vulcanización de una porción de la banda 5 de rodadura de la cubierta, en el que una proyección (24 -1.
24. 2) para la formación de la ranura formada en una superficie interna de cada uno de los moldes de sector (22 - 1.
22. 2) se proyecta desde la superficie interna del molde de sector (22 -1.
22. 2) en una dirección (A, B) sustancialmente paralela a una dirección de desplazamiento del molde de sector respectivo (22 - 1.
22. 2) , en el que la dirección en la que se proyectan las proyecciones (24 -1.
24. 2) formadas en los moldes de sector (22 - 1.
22. 2) y unidas a tope en zigzag en la dirección circunferencial en 10 una posición de contacto entre los moldes de sector mutuamente adyacentes (22 - 1.
22. 2) es una dirección paralela a un segmento de línea de ajuste (Rf) que conecta una intersección (O1) entre un segmento de línea circunferencial (CL) que conecta los centros (O0) de los moldes de sector (22 - 1.
22. 2) y un borde de contacto (AE) del molde de sector (22 - 1.
22. 2) al centro (O) del espacio definido por estos moldes de sector (22 - 1.
22. 2) , y las direcciones en las que se proyectan estas proyecciones (24 -1.
24. 2) se aproximan gradualmente a la dirección de desplazamiento (R) de cada molde de sector (22 - 1.
22. 2) , cuando se separan de la posición del borde de contacto (AE) del molde de sector (22 - 1.
22. 2) .
2. Un molde de vulcanización de cubierta de acuerdo con la reivindicación 1, en el que la dirección en la que se proyecta la proyección que continúa a una proyección grande para la formación de la ranura con resalto en la distancia que está separada de la posición de contacto entre los moldes de sector por menos de 50 mm a lo largo de la arista de la proyección es una dirección paralela al segmento de línea de ajuste (R1) hasta la posición que continúa a la proyección grande, y la otra proyección se aproxima gradualmente a la dirección de desplazamiento de cada molde de sector (22 -1.
22. 2) , cuando se separan de la posición del borde de contactos (AE) del molde de sector (22 - 1.
22. 2) .
3. Un molde de vulcanización de cubierta de acuerdo con la reivindicación 1 o 2, en el que la dirección de desplazamiento de cada molde de sector (22 -1.
22. 2) es una dirección del segmento de línea radial que conecta un centro (O0) de la superficie interna del molde de sector (22 - 1.
22. 2) a un centro (O) de un espacio definido por estos moldes de sector (22 - 1.
22. 2) .
4. Un molde de vulcanización de cubierta de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el
que la longitud en la que se proyecta la proyección (24 - 1.
24. 2) de la superficie interna del molde de sector (22 -1, 3.
22. 2) está dentro de un intervalo de 40 a 180 mm.
5. Un molde de vulcanización de cubierta de acuerdo con la reivindicación 1, en el que la dirección en la que se proyecta la proyección (24 - 1.
24. 2) en una posición separada de la posición de contacto entre los moldes de sector mutuos (22 - 1.
22. 2) en no menos de 50 mm a lo largo de una línea de arista de la proyección (24 -1, 24 2) se hace coincidente con la dirección de desplazamiento (A, B) del molde de sector (22 - 1.
22. 2) .
6. Un molde de vulcanización de cubierta de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que el número de pasos de los moldes de sector (22 - 1.
22. 2) sobre una periferia completa es entre 12 y 45.
7. Un proceso de vulcanización de una cubierta utilizando un molde de vulcanización de cubierta como se ha reivindicado en una cualquiera de las reivindicaciones 1 a 6.
Patentes similares o relacionadas:
Unidad de fuerza de cierre, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Unidad de fuerza de cierre para el espacio de tratamiento de una máquina de vulcanización de neumáticos , que presenta una placa base , […]
Fijaciòn de posición en altura de una cámara de tratamiento, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Fijación de posición en altura de una cámara de tratamiento en el interior de una máquina de vulcanización de neumáticos para la fijación de elementos de […]
Molde de fabricación de neumático multicámara, del 25 de Diciembre de 2019, de Chengdu Youyang Electromechanical Product Design Co. Ltd: Un molde de fabricación de neumáticos multicámara que comprende una placa superior de sujeción y una placa inferior de sujeción; […]
Neumático que tiene capas múltiples de agente de sellado incorporadas y preparación del mismo, del 2 de Octubre de 2019, de Triangle Tyre Co., Ltd: Un neumático con un agente de sellado de pinchazo incorporado que comprende: una carcasa de neumático de soporte formada por una o más capas […]
Máquina de limpieza de pared lateral para molde de curado de neumáticos, del 24 de Julio de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Una máquina de limpieza para moldes laterales de curado de neumáticos que comprende: una cesta , una base rotacional que está montada dentro de la misma, […]
Composición de caucho curable, del 8 de Mayo de 2019, de Arlanxeo Netherlands B.V: Una composición de caucho que contiene, basándose en partes en peso por 100 partes en peso de caucho (phr): (A) 20 - 50 phr de un copolímero de etileno, al menos […]
Agente de liberación de molde, del 6 de Mayo de 2019, de ILLINOIS TOOL WORKS INC.: Una composición de liberación de molde para forma un recubrimiento en una superficie del molde, comprendiendo la composición un polisiloxano que tiene la fórmula […]
Válvula de ventilación de aire, del 4 de Marzo de 2019, de Wd Racing Oy: Válvula de ventilación de aire para eliminar el aire de un molde de vulcanización de un neumático de vehículo, cuya válvula de ventilación de aire comprende […]