16 inventos, patentes y modelos de MORON RUBIO,JOSE ANTONIO
Sección de la CIP Textiles y papel
(20/03/2020). Solicitante/s: ANTONIO MORÓN DE BLAS, S.L. Clasificación: D04H1/00.
1. Material no tejido, caracterizado porque está formado a partir de 15-45%, en masa, de polímero de maíz (ácido poliláctico); 30-50% de poliéster; 5-12% de poliuretano; y 20-50%, de adhesivo para las fibras.
2. Material no tejido, según la reivindicación 1, caracterizado porque comprende 20% de polímero de maíz, 40% de poliéster, 10% de poliuretano y 30% de adhesivo para las fibras.
3. Material no tejido, según la reivindicación 1, caracterizado porque el adhesivo es también poliuretano.
PDF original: ES-1244346_U.pdf
Tejido compuesto monocapa de urdimbre y trama para suelas no metálicas de calzado de seguridad y la plantilla obtenida.
Secciones de la CIP Textiles y papel Técnicas industriales diversas y transportes Necesidades corrientes de la vida
(09/01/2019). Solicitante/s: ANTONIO MORÓN DE BLAS, S.L. Clasificación: D03D15/00, B32B27/12, A43B13/00, D03D1/00, D03D13/00.
Tejido compuesto monocapa de urdimbre y trama para suelas no metálicas de calzado de seguridad, que contiene al menos un 60% de hilos de alta tenacidad con títulos de hilos de entre 800 y 2800 Dtex, caracterizado porque cada hilo consiste en filamentos que presentan una finura de entre 1 y 6 Dtex, el tejido consiste en varias telas unidas en toda la extensión del tejido y está formado por entre 1 y 10 telas de urdimbre unidas con entre 5 y 10 telas de trama , obteniéndose un tejido que presenta un grosor de entre 2,5 y 6 mm y una masa laminar de entre 2000 y 5000 g/m2, siendo su resistencia mayor de 1000 N al ser perforado por un clavo de acero de entre 2,5 y 5,0 mm de diámetro y estando fabricado por medio de tejeduría de calada.
PDF original: ES-2720284_T3.pdf
TEJIDO DE CALADA PARA PLANTAS NO METÁLICAS DE CALZADO DE SEGURIDAD Y PLANTILLA OBTENIDA.
Secciones de la CIP Necesidades corrientes de la vida Mecánica, iluminación, calefacción, armamento y voladura Textiles y papel
(19/07/2018). Solicitante/s: ANTONIO MORÓN DE BLAS, S.L. Clasificación: A43B13/14, F41H1/02, D03D9/00, A43B15/00, A43B13/02.
El tejido de calada de invención está ideado para ser integrado en plantas de calzado, con el fin de ofrecer un calzado de alta seguridad que cumpla con las normas de seguridad en lo que se refiere a antipunzamiento. Para ello, el tejido se constituye por, al menos, un 60% de hilos de alta tenacidad, donde los hilos presentan unos títulos de entre 80 y 280 tex, y donde cada hilo está integrado por filamentos de finura de entre 1 y 6 Dtex. Así, el tejido está formado por entre 1 y 10 urdimbres ligando con entre 5 y 10 tramas y siendo fabricado mediante la técnica de tejeduría de calada, con el fin de obtener un tejido muy compacto y de alta resistencia mecánica.
PROCEDIMIENTO DE OBTENCIÓN DE UNA PLANTILLA Y PRODUCTO ASÍ OBTENIDO.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(17/08/2017). Solicitante/s: ANTONIO MORON DE BLAS, SL. Clasificación: A43B13/12, B29C43/52, A43B17/14, A43B7/28, B29C43/20, B29D35/12.
Procedimiento de obtención de una plantilla y producto así obtenido, cuya principal ventaja radica en el hecho de aumentar la superficie de apoyo del pie, disminuyendo la presión de la pisada y por consiguiente, la carga soportada por el pie, lo que se consigue gracias a una etapa durante su conformación, donde el usuario aporta calor a una plantilla obtenida anteriormente, hasta que la misma adquiere la forma de la fisionomía del pie del propio usuario; y donde dicha temperatura será una temperatura máxima de entre 31,5º - 32º C.
Procedimiento de obtención de una plantilla y producto así obtenido.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(11/08/2017). Solicitante/s: ANTONIO MORON DE BLAS, SL. Clasificación: A43B13/12, B29C43/52, A43B17/14, A43B7/28, B29C43/20, B29D35/12.
Procedimiento de obtención de una plantilla y producto así obtenido, cuya principal ventaja radica en el hecho de aumentar la superficie de apoyo del pie, disminuyendo la presión de la pisada y por consiguiente, la carga soportada por el pie, lo que se consigue gracias a una etapa durante su conformación, donde el usuario aporta calor a una plantilla obtenida anteriormente, hasta que la misma adquiere la forma de la fisionomía del pie del propio usuario; y donde dicha temperatura será una temperatura máxima de entre 31,5º - 32ºC.
PDF original: ES-2629608_A1.pdf
PDF original: ES-2629608_B1.pdf
Tejido de calada para plantas no metálicas de calzado de seguridad y plantilla obtenida.
Secciones de la CIP Necesidades corrientes de la vida Textiles y papel
(17/04/2017). Solicitante/s: ANTONIO MORÓN DE BLAS, S.L. Clasificación: A43B17/00, D03D9/00.
Tejido de calada para plantas no metálicas de calzado de seguridad.
El tejido de calada de invención está ideado para ser integrado en plantas de calzado, con el fin de ofrecer un calzado de alta seguridad que cumpla con las normas de seguridad en lo que se refiere a antipunzamiento. Para ello, el tejido se constituye por, al menos, un 60% de hilos de alta tenacidad, donde los hilos presentan unos títulos de entre 80 y 280 tex, y donde cada hilo está integrado por filamentos de finura de entre 1 y 6 Dtex. Así, el tejido está formado por entre 1 y 10 urdimbres ligando con entre 5 y 10 tramas y siendo fabricado mediante la técnica de tejeduría de calada, con el fin de obtener un tejido muy compacto y de alta resistencia mecánica.
PDF original: ES-2608962_A1.pdf
PDF original: ES-2608962_B2.pdf
Procedimiento de obtención de un artículo termoconformado, perfeccionado.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(02/06/2016). Solicitante/s: ANTONIO MORON DE BLAS, SL. Clasificación: A43B13/12, B29C43/52, A43B17/14, A43B7/04, A43B7/02, B29C43/20.
Adición a la patente española P201330736 "Procedimiento de obtención de un artículo termoconformado" está caracterizada porque comprende una primera etapa en donde se dispone un molde con la forma del cuerpo del artículo a conformar donde se bombea poliuretano; una segunda etapa , donde se impregna todo el molde de forma homogénea a una temperatura media de 45º; una tercera etapa , donde se insertan en el molde la circuitería electrónica, una batería y un módulo calefactor; una cuarta etapa , donde se le aplica una presión al molde durante aproximadamente tres minutos, y finalmente, una quinta etapa donde se realiza la apertura del molde y el correspondiente desmoldeado del producto.
PDF original: ES-2572731_A1.pdf
PDF original: ES-2572731_B2.pdf
(01/12/2014) 1. Plantilla calefactora caracterizada porque comprende un cuerpo hermético que aloja un circuito electrónico que se encuentra conectado con una batería y un módulo calefactor , y donde dicho circuito electrónico comprende medios de regulación, una pluralidad de sensores para medir la temperatura, un acelerómetro, un controlador de carga y un módulo de comunicaciones; todo ello comandado por unos medios lógicos de control, encargados de comunicarse y ejecutar las ordenes procedentes vía telemática de un teléfono móvil o similar.
2. Plantilla de acuerdo con la reivindicación 1 en donde el módulo de comunicaciones es un módulo Bluetooth.
3. Plantilla de acuerdo con la reivindicación 1 en donde el módulo de comunicaciones es un módulo NFC.
4.…
PROCEDIMIENTO DE OBTENCIÓN DE UN ARTÍCULO TERMOCONFORMADO.
(26/11/2014) Procedimiento de obtención de un artículo termoconformado.
El procedimiento permite obtener un artículo personalizable, como puede ser una plantilla de calzado, un asiento, un sillín de bicicleta, etc., y en cualquier caso en el producto final participan tres capas de distintos materiales, una inferior, una intermedia y otra superior, que se disponen sobre un molde de aluminio y se lleva a cabo un proceso de moldeado durante 100 a 360 segundos, a una temperatura entre 120º y 200º C, y a una presión entre 20 y 70 Bares, efectuándose tras el moldeado la apertura del molde, desmoldado y acondicionamiento del producto obtenido, para proceder finalmente al troquelado y conseguir el…
Tejido anti-perforación, mejorado.
(26/08/2013) Mejoras en la patente de invención P 200502619 por "Tejido anti-perforación".
Las mejoras consisten en utilizar exclusivamente dos capas de tejido de poliéster, que se unen entre sí formando un sándwich con la colaboración de una capa intermedia de látex, EVA o poliuretano, pero con la particularidad de que sea cual fuere el producto de unión elegido, éste se mezcla con sílice, con una participación comprendida entre el 10% y el 50% en peso. La unión de las capas componentes del sándwich se lleva a cabo a una temperatura comprendida entre 180º y 200ºC, a una presión comprendida entre 8 y 12 kg/cm2. Se consigue de esta manera reducir a su mínima expresión el número de capas constitutivas del sándwich, con el consiguiente abaratamiento de costos por…
PERFECCIONAMIENTOS INTRODUCIDOS EN LA PATENTE DE INVENCIÓN P201000105 POR "PROCEDIMIENTO DE OBTENCIÓN DE UN PISO DE YUTE PARA CALZADO".
(02/04/2012) Perfeccionamientos introducidos en la patente de invención P201000105 por procedimiento de obtención de un piso de yute para calzado.
En la patente P201000105 se define un método para obtener un piso de yute para calzado en el que a partir de una composición de yute del 100 % de hilo de yute natural se efectúa un vulcanizado a partir del cual se obtiene el correspondiente piso. El problema que presenta este piso es que el yute es propenso a absorber la humedad, lo que puede llevar consigo deformaciones del piso. Los perfeccionamientos consisten en aplicar una solución hidrofugante om impermeabilizante sobre un piso de yute, que puede realizarse previamente al vulcanizado o con posterioridad al vulcanizado de dicho piso, pudiendo igualmente aplicarse la solución hidrofugante o impermeabilizante sobre el hilo o en su caso sobre la trenza…
PROCEDIMIENTO DE OBTENCIÓN DE UN PISO DE YUTE PARA CALZADO.
(30/03/2012) El procedimiento consiste en aplicar a un piso de yute natural y antes de la fase de vulcanización en molde, una solución hidrofugante, bien por inmersión o por pulverización, realizándose a continuación el secado de ese piso hidrofugado para la total eliminación de agua en el yute, procediendo finalmente a un proceso de vulcanización en moldes correspondientes y con la goma necesaria para llevar a cabo la vulcanización y finalización del piso. En el caso de aplicar la solución hidrofugante por inmersión, se hará por un tiempo de aproximadamente 10 segundos, mientras que si se realiza la aplicación por pulverización, se realizará en cabina a presión determinada. El secado se efectuará…
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION P200502619 POR "TEJIDO ANTI-PERFORACION".
Sección de la CIP Necesidades corrientes de la vida
(22/06/2009). Solicitante/s: MAIN STYLE, S.L. Clasificación: A43B7/32.
Las mejoras consisten en sustituir el poliéster por poliamida, de manera que partiendo de la solución básica de la patente principal en la que se utilizaban exclusivamente capas de tejido de poliéster unidas entre sí mediante capas de látex, EVA o poliuretano, ahora parte de dichas capas de poliéster pueden ser sustituidas por capas de tejido de poliamida, en cualquier proporción, o bien una misma capa de tejido puede estar obtenida mediante una combinación de hilos de poliéster e hilos de poliamida, también con cualquier proporción, e incluso la mezcla de poliéster y poliamida, en cualquier proporción, puede constituir la materia prima para la formación de los hilos con los que se tejen las distintas capas.
Sección de la CIP Necesidades corrientes de la vida
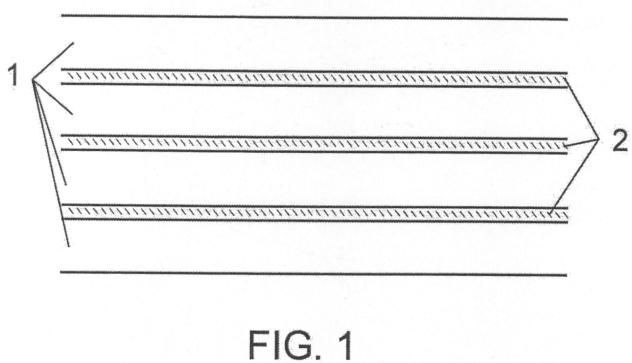
(16/10/2008). Ver ilustración. Solicitante/s: MAIN STYLE, S.L. Clasificación: A43B7/32.
Esta estructura a base de una pluralidad de capas de tejido de poliéster, que se fijan entre sí, formando un sándwich con la colaboración de láminas intermedias a base de látex, EVA o poliuretano, llevándose a cabo la unión de estos elementos mediante aplicación de calor y presión. Se consigue de esta manera un tejido con un alto grado de resistencia a la perforación que sin embargo mantiene una buena flexibilidad, susceptible de ser cortado, cosido o pegado, y admite ser integrado como inserto en otros procesos como vulcanizado, soplado, etc.
PUNTERA DE REFUERZO PARA CALZADOS DE SEGURIDAD.
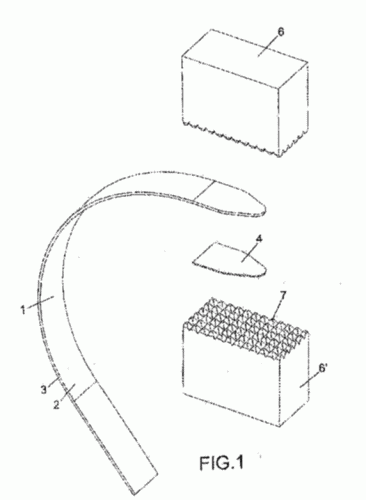
(16/09/2007) 1. Puntera de refuerzo para calzado de seguridad, que presentado una configuración abovedada y prevista para su montaje en la parte delantera de un calzado de seguridad utilizado en determinadas industrias, se caracteriza porque está constituida mediante la combinación de dos partes o piezas y , la primera de ellas rígida, de configuración abovedada, mientras que la segunda parte o pieza es de material flexible, y se une mediante el moldeo por inyección sobre la parte posterior de la pieza rígida , formando una continuidad de ésta.#2. Puntera de refuerzo para calzado de seguridad, según reivindicación 1ª, caracterizada porque la pieza de material flexible forma un cuerpo…
Sección de la CIP Necesidades corrientes de la vida
(16/01/2006). Ver ilustración. Solicitante/s: MAIN STYLE, S.L. Clasificación: A61F5/01.
1. Correa de autofijación, del tipo de las destinadas a cerrarse sobre sí mismas, abrazando cualquier objeto o grupo de objetos, y de las que utilizan medios de cierre practicable tipo "Velcro" a base de superficies complementarias de pelo rizado y de fibras en forma de pequeños ganchos o anzuelos, caracterizada porque está constituida a partir de una cinta a base de tejido de poliamida o similar, con pelo rizado afectando integralmente a toda su superficie, es decir a ambas caras de la misma, cinta que incorpora en uno de sus extremos, fijada a la misma por una cualquiera de sus caras y mediante ultrasonidos o alta frecuencia, una pieza auxiliar, también de poliamida o similar, dotada en su cara vista de las citadas fibras a modo de ganchos o anzuelos, todo ello de forma que la citada pieza auxiliar queda sólidamente unida a la cinta, con un carácter prácticamente monopieza, y es fijable a dicha cinta por cualquiera de sus caras y en cualquier punto de su trayectoria.
{kind=link}
{kind=link}