PROCEDIMIENTO DE OBTENCIÓN DE UN ARTÍCULO TERMOCONFORMADO.
Procedimiento de obtención de un artículo termoconformado.
El procedimiento permite obtener un artículo personalizable,
como puede ser una plantilla de calzado, un asiento, un sillín de bicicleta, etc., y en cualquier caso en el producto final participan tres capas de distintos materiales, una inferior, una intermedia y otra superior, que se disponen sobre un molde de aluminio y se lleva a cabo un proceso de moldeado durante 100 a 360 segundos, a una temperatura entre 120º y 200º C, y a una presión entre 20 y 70 Bares, efectuándose tras el moldeado la apertura del molde, desmoldado y acondicionamiento del producto obtenido, para proceder finalmente al troquelado y conseguir el producto final con la forma del molde y modelo perseguido. Las capas podrán estar constituidas de distintos tipos de materiales, y en donde la capa intermedia es moldeable por contener resinas termoplásticas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330736.
Solicitante: ANTONIO MORON DE BLAS, SL.
Nacionalidad solicitante: España.
Inventor/es: MORON RUBIO,JOSE ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B13/12 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 13/00 Suelas (plantillas A43B 17/00 ); Suela y tacón de una sola pieza. › Suelas con varias capas de materiales diferentes.
- B29C43/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Fabricación de objetos multicapas o multicolores.
- B29C43/52 B29C 43/00 […] › Calentamiento o enfriamiento.
Descripción:
OBJETO DE LA INVENCIÓN
La presente invención se refiere a un proceso de obtención de un artículo termoconformado, como puede ser una plantilla de calzado, un asiento, un sillín de bicicleta, etc., donde el artículo termoconformado es a su vez moldeable y se consigue mediante la superposición y moldeado de tres capas correspondientes a otros tantos materiales que participan en la obtención del artículo o producto final.
ANTECEDENTES DE LA INVENCIÓN
Existen numerosas formas o procesos para conseguir artículos termoconformados mediante moldeo, y entre cuyos artículos puede citarse cualquier objeto, que incluso puede ser personalizable, como pueden ser asientos de vehículos, sillines de bicicleta, y sobre todo plantillas para calzado.
No obstante, los procesos de obtención del artículo en cuestión son costosos, complejos y no aseguran un producto o artículo final con las características y prestaciones deseadas.
Se desconoce si existen o no procesos basados en el de la presente invención.
DESCRIPCIÓN DE LA INVENCIÓN
El procedimiento de la invención se efectúa partiendo de tres capas de distintos materiales, una superior, otra intermedia y otra inferior, en donde la capa superior podrá ser tejido más una espuma o esponja de poliuretano, o bien tejido más una espuma de poliuretano con carbono y reciclada, mientras que la capa intermedia podrá ser un tejido no tejido de poliéster con resinas termoplásticas o bien un tejido de poliéster, algodón o poliamida con resinas termoplásticas. Por su parte la capa inferior podrá ser de tejido o bien de espuma de
poliuretano, o bien de un tejido más espuma de poliuretano.
En el proceso de obtención del artículo participa un molde de aluminio con la configuración del artículo a obtener, caracterizándose el procedimiento propiamente dicho en las siguientes fases operativas:
-Disposición sobre el molde de aluminio de la capa inferior, para a continuación disponer la capa intermedia que está formada por un material moldeable, para finalmente disponer la capa superior, siempre de acuerdo con las características del material seleccionado para cada capa.
-Tras la colocación de las tres capas, superpuestas y en el orden anteriormente referido, se efectúa el accionamiento de la prensa neumática o hidraúlica del molde, durante un tiempo de moldeo de 100 a 360 segundos, y a una temperatura, tanto en la zona superior como en la zona inferior del molde, de 120º a 200º C, y a una presión durante el moldeo de 20 a 70 Bares.
-Tras la fase de moldeado anteriormente referida, se efectúa la apertura del molde y correspondiente desmoldado del producto.
-Una vez desmoldado se lleva a cabo un enfriamiento y acondicionamiento del producto.
-En una fase posterior se efectúa el troquelado del producto terminado con la forma y configuración pre-establecida, de acuerdo con la configuración del molde y modelo del producto a obtener.
DESCRIPCIÓN DE LOS DIBUJOS
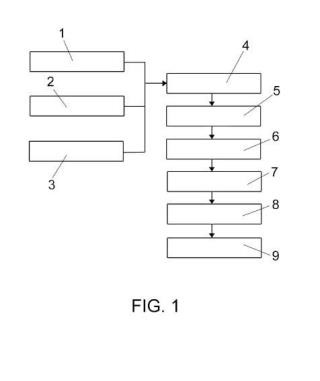
Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un único dibujo en donde con carácter ilustrativo y no limitativo, se ha representado el diagrama de bloques correspondiente a las distintas fases del
procedimiento objeto de la invención.
REALIZACIÓN PREFERENTE DE LA INVENCIÓN
Como se puede ver en las figuras referidas, en el proceso participan los bloques (1, 2 y 3, que corresponden a las capas de los distintos materiales que participan en la obtención del artículo o producto final, correspondiendo el bloque (1) a la capa superior, que como ya se ha dicho puede ser de tejido exterior mas espuma o esponja de poliuretano, o bien un tejido exterior mas espuma de poliuretano con carbono y reciclada, mientras que el bloque (2) corresponde a la capa de material intermedio en estado rígido y que puede estar constituida por tejido no tejido de poliéster con resinas termoplásticas, o bien mediante tejido de poliéster, algodón o poliamida con resina termoplástica, correspondiendo el bloque (3) a la capa inferior que puede ser de tejido, o bien de espuma de poliuretano o bien de un textil mas espuma de poliuretano.
En cualquier caso las tres capas referidas (1, 2, 3) se disponen en el orden indicado sobre un molde con las características de configuración del producto, objeto o artículo final a obtener, efectuándose una fase de moldeado (4) , durante un tiempo de 100 a 360 segundos, a una temperatura entre 120º y 200º C, y a una presión entre 20 y 70 Bares, de manera que tras el moldeado se lleva a cabo la apertura del molde según la fase (5) y tras ésta el desmoldado según la fase (6) , procediendo después al acondicionamiento en una fase posterior (7) , para finalmente efectuar un troquelado según la fase (8) del artículo, objeto o producto, que presentará una configuración acorde con el molde utilizado, obteniéndose el producto final (9) .
Ejemplo de materialización. Si se trata, por ejemplo, de una plantilla para calzado, con los tres materiales correspondientes a la capa superior, intermedia e inferior, y el correspondiente molde, dicha plantilla tendrá una estructura totalmente rígida, fuerte y estable en condiciones normales, y será capaz de convertirse en un plantilla totalmente moldeable y adaptable a los pies y calzado del usuario tras la aplicación de calor, de manera que esta capacidad es debida a las resinas termoplásticas que incorpora su capa intermedia, capaces de ser muy moldeables a temperaturas entre 60º y 70º C, y totalmente rígidas a temperatura ambiente, de manera que para el uso de la plantilla en cuestión han de seguirse los siguientes pasos:
-Calentamiento de la plantilla tras aporte de calor por una fuente de irradiación seca (microondas, aire caliente, etc.) , por lo que el material de la capa intermedia pasará a ser moldeable, en vez de rígido como ocurría inicialmente, pudiéndose adaptar a la anatomía podal respectiva.
5. Tras aplicar la fuente de calor, se introduce la plantilla en el calzado y a continuación se presiona con el pie del usuario, de forma que la plantilla se adaptará a la anatomía de ese pie y al calzado a usar.
-Por último se deja enfriar la plantilla, volviendo el material termoplástico a su estado inicial de rigidez, creándose así una plantilla anatómica a medida del usuario.
Ese proceso será discontinuo en serie, donde el operario, mientras se realiza el termoconformado, irá introduciendo y desmoldando las distintas prensas.
Reivindicaciones:
1. Procedimiento de obtención de un artículo termoconformado, efectuándose el procedimiento en un molde de aluminio y utilizando en la conformación del artículo o producto final tres capas de distintos materiales que comprende las siguientes fases operativas: -disposición de las tres capas de material superpuestas sobre el molde, -moldeado del conjunto de las tres capas superpuestas durante un tiempo comprendido entre 100 y 360 segundos, a una temperatura entre 120º y 200ºC, y a una presión de entre 20 y 70 Bares,
- apertura del molde y desmoldado correspondiente, -enfriamiento y acondicionamiento del producto desmoldado, -troquelado de ese producto obtenido, para conseguir el articulo o producto final con la forma del molde, y que está caracterizado porque en la obtención de una plantilla para calzado, la capa inferior estará materializada en tejido o bien espuma de poliuretano, o una combinación de tejido más espuma de poliuretano, mientras que la capa intermedia podrá ser de tejido no tejido de poliéster con resinas termoplásticas, o bien de tejido de poliéster, algodón o poliamida con resinas termoplásticas, estando la capa superior materializada en tejido más espuma o esponja de poliuretano o bien de tejido más espuma de poliuretano con 2O carbono y reciclada.
2. Procedimiento de obtención de un artículo termoconformado, según reivindicación 1, caracterizado porque la plantilla obtenida mediante la superposición, moldeado y conformación en el molde, con las tres capas superpuestas superior, intermedia e inferior, es calentado mediante una fuente de irradiación seca, efectuando tras el calentamiento la introducción de la plantilla en el correspondiente calzado, presionando con el pie del usuario para adaptación de la plantilla a la anatomía del pie y del calzado a usar, para finalmente dejar enfriar la plantilla para que el material termoplástico vuelva a su estado inicial de rigidez, consiguiendo una plantilla anatómica a medida del usuario.
Patentes similares o relacionadas:
Ensamblaje de suela para un artículo de calzado, del 15 de Julio de 2020, de Wolverine Outdoors, Inc: Un artículo de calzado que comprende: una parte superior que tiene un fondo cerrado, definiendo dicha parte superior un espacio receptor del […]
Suela para calzado de seguridad, del 9 de Marzo de 2020, de CALZADOS ROBUSTA, S.L.: 1. Suela para calzado de seguridad, que comprende una cara inferior apta para el contacto con el suelo y una cara superior opuesta, caracterizada […]
Estructura de suela para artículo de calzado, del 19 de Febrero de 2020, de NIKE Innovate C.V: Una estructura de suela para un artículo de calzado que tiene un empeine , comprendiendo la estructura de suela: una región del talón ; una región […]
Estructuras de suela y artículos de calzado que tienen cámaras llenas de fluido moderadas por placa y/o miembros del tipo de espuma para atenuación de la fuerza de impacto, del 1 de Enero de 2020, de NIKE Innovate C.V: Una estructura de suela para un artículo de calzado, que comprende: un componente de suela exterior de la parte trasera […]
Suela para un zapato, en particular para una zapatilla de footing, del 13 de Noviembre de 2019, de DEELUXE SPORTARTIKEL HANDELS GMBH: Suela para un zapato, en particular una zapatilla de footing, que incluye una zona tarsiana , una zona metatarsiana y una zona de dedos de pie , […]
Un artículo de calzado, del 21 de Octubre de 2019, de LEE-SANG, Natalie: Un artículo de calzado que tiene una suela y una parte superior , comprendiendo la suela una suela exterior y una plantilla y una capa de entresuela […]
Estructura de suela con motivos tridimensionales distintivos, del 11 de Septiembre de 2019, de CHAEI HSIN ENTERPRISE CO., LTD: Estructura de suela que comprende: un cuerpo formado mediante un modo de moldeo de espuma y que corresponde a un pie humano, donde el cuerpo incluye múltiples nervaduras […]
Zapato, en particular zapato deportivo, del 17 de Julio de 2019, de PUMA SE (100.0%): Zapato , en particular zapato deportivo, con una suela y una parte superior del zapato unida con la suela , estando configurada en la suela al menos una cavidad […]