39 inventos, patentes y modelos de DEL CARPIO CONDE,BERNARDO
CONDENSADOR ELÉCTRICO TRIDIMENSIONAL Y PROCEDIMIENTO DE FABRICACIÓN.
Sección de la CIP Electricidad
(28/05/2020). Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: H01G9/052, H01G4/002.
Condensador eléctrico tridimensional y procedimiento de fabricación caracterizado porque el procedimiento de fabricación comienza sinterizando polvo de aluminio de diámetro micro-métrico, se sumerge el aluminio micro-poroso de celdas abiertas en un baño de sosa caustica diluida creando una capa de óxido de aluminio, que tiene naturaleza dieléctrica, después se sumerge el aluminio oxidado en aluminio líquido que cubrirá la totalidad de la superficie interior y también la externa, procediendo a una oxidación final con sosa diluida con colorante, para conseguir un bloque de aluminio anodizado de densidad inferior a 100 kilos metro cúbico.
PDF original: ES-2763499_A1.pdf
MACRO CONDENSADOR PARA EL ALMACENAJE MASIVO DE ENERGÍA ELÉCTRICA.
Sección de la CIP Electricidad
(19/06/2019). Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: H01G11/36.
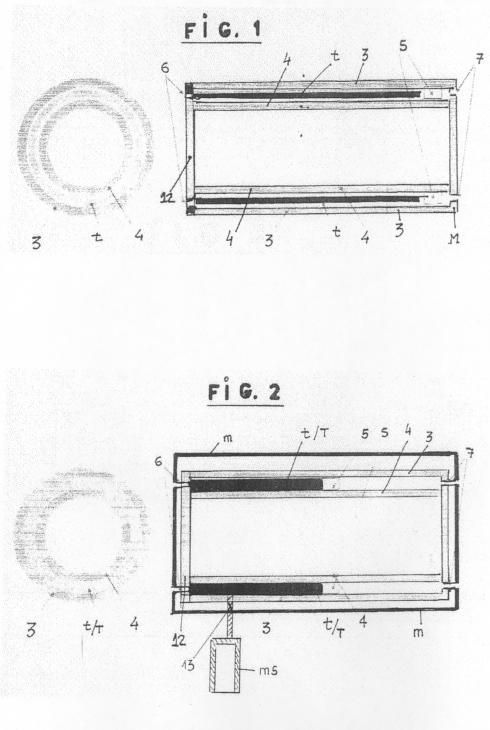
1. Macro-condensador para el almacenaje masivo de energía eléctrica caracterizado por estar constituido por un tubo cilíndrico sobre el que se enrollan dos láminas de aluminio microlaminar, enrolladas en forma de bobinas, de espesor micrométrico, oxidadas en sus dos caras por una película dieléctrica de óxido de espesor nano-métrico las dos caras, salvo en uno de sus extremos donde irán enrollados sendos cables destinados a la conexión con los electrodos y donde el conjunto está situado dentro de un tubo de sección circular de plástico orientado molecularmente debidamente retraído, contando este dispositivo con sendas tapa, una superior con los contactos para los electrodos y una inferior de cierre.
PDF original: ES-1231280_U.pdf
Baterias inteligentes para la tracción de vehículos eléctricos.
Sección de la CIP Electricidad
(07/05/2019). Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: H01M10/42, H01M2/40, H01M4/14.
Batería inteligente para la tracción de vehículos eléctricos que presenta una estructura aligerada de electrodos, realizada con alambres aplanados de plomo compactados y sinterizados, y que dispone de un sistema de recirculación del electrolito para controlar su temperatura de funcionamiento.
PDF original: ES-2711837_A1.pdf
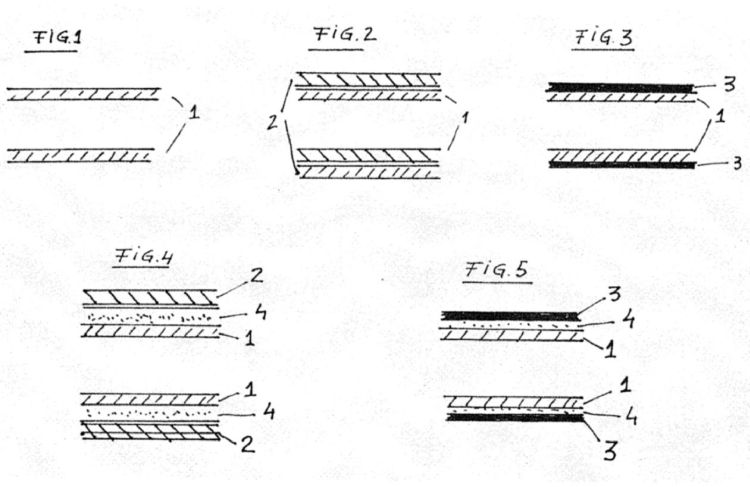
MACRO CONDENSADOR DE CAPAS CONDUCTORAS MICRO-POROSAS Y CAPAS DIELÉCTRICAS IONIZADAS.
(04/12/2018) 1. Macro-condensador de capas conductoras micro-porosas y capas dieléctricas ionizadas caracterizado por estar constituido por tres capas superpuestas, la intermedia dieléctrica ionizada y la superior e inferior conductoras microporosas.
2. Macro-condensador de capas conductoras micro-porosas y capas dieléctricas ionizadas de acuerdo con la reivindicación 1ª y caracterizado porque las placas conductoras del condensador se encuentran compuestas por un composite de grafeno y de pigmentos metálicos conductores dispersos en resina acrílica micro-porosa.
3. Macro-condensador de capas conductoras micro-porosas y capas dieléctricas ionizadas de acuerdo con la reivindicación 1ª y caracterizado porque las placas dieléctricas del macro condensador se encuentran compuestas por un composite de polímero acrílico…
MACRO NANO CONDENSADOR MULTICAPA DE CAPACITANCIA MODULABLE.
(24/09/2018) 1. Macro-condensador multicapa de capacitancia modulable caracterizado por encontrarse constituido por múltiples nano capas superpuestas de barniz de pigmentos de grafeno y de barniz dieléctrico polimérico.
2. Macro-condensador multicapa de capacitancia modulable de acuerdo con la 1ª reivindicación y caracterizado porque las capas superpuestas se sitúan alternadas, con una capa de barniz dieléctrico polimérico entre las de barniz de pigmentos de grafeno.
3. Macro-condensador multicapa de acuerdo con la 1ª reivindicación y caracterizado porque las capas de barniz de pigmentos de grafeno son de mayor extensión que las de barniz dieléctrico polimérico con el fin de que se encuentren conectadas entre sí todas las superficies de grafeno.
4. Macro-condensador multicapa de acuerdo con la 1ª y 3ª reivindicación y caracterizado…
Baterías automotrices para vehículos eléctricos.
(28/11/2017) 1. Baterías automotrices para vehículos eléctricos, caracterizadas porque el conjunto de las mismas, o cada una de ellas individualmente, están estructuradas funcionalmente para que sean fácilmente recambiables y en un tiempo muy breve.
2. Baterías automotrices para vehículos eléctricos, de acuerdo con reivindicación 1, caracterizadas porque todas las dichas baterías, que componen el sistema automotriz del vehículo, son separables individualmente, para facilitar su manejo manual a efectos de poder ser recambiadas una a una.
3. Baterías automotrices para vehículos eléctricos, de acuerdo con reivindicaciones anteriores, caracterizadas porque están alojadas en cajas, preferentemente de material…
PROCEDIMIENTO MEJORADO DE DEFORMACION DE TUBERIAS TERMOPLASTICAS PARA SU ALMACENAMIENTO Y TRANSPORTE.
(09/07/2010) Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte donde la tubería se introduce en un molde para que por calentamiento la tubería adquiera la forma del molde enfriándose a continuación para que quede definitivamente la forma adquirida y su transporte sea más fácil y barato recuperando su forma original por el simple calentamiento a la temperatura adecuada
DISPOSITIVO CONFORMADOR PARA LA ORIENTACION RADIAL BIAXIAL DE TUBERIAS TERMOPLASTICAS.
(10/02/2010) Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas constituido por un conformador interior constituido por una superficie cilíndrica que se va ensanchando hasta adoptar un diámetro superior, y un contramolde del conformador interior cilíndrico de diámetro variable que comporta elementos calefactores y refrigeradores, de forma que el tubo que pasa por entre estas dos piezas queda orientado biaxialmente por presión y temperatura
PROCEDIMIENTO MEJORADO DE RECUBRIMIENTO PARA TUBOS Y CABLES.
Secciones de la CIP Electricidad Mecánica, iluminación, calefacción, armamento y voladura
(23/12/2009). Ver ilustración. Solicitante/s: LOPEZ DIAZ,JOSE FERNANDO
DEL CARPIO CONDE,BERNARDO. Clasificación: H02G15/18, F16L47/22.
La esencia de la invención reside en que cada tubo o cable a recubrir se introduce dentro de un tubo de material termoplástico de moléculas orientadas biaxialmente. Este conjunto se somete a una fuente uniforme de calor hasta una temperatura en la cual las moléculas orientadas biaxialmente se desorientan, produciéndose una importante reducción de diámetro del tubo termoplástico, que al estar limitado por el tubo o cable interior queda totalmente adherido y ejerciendo una importante presión sobre el cable a recubrir, lo que genera un nuevo tubo con nuevas características, estable y sin posibilidad de deslizamiento entre ambos tubos.
PROCEDIMIENTO Y MEDIOS PARA LA FABRICACION DE TUBERIAS MOLDEADAS CON ESTRUCTURA CRANEAL MICROCELULAR.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(22/06/2009). Ver ilustración. Solicitante/s: LOPEZ DIAZ,JOSE FERNANDO
DEL CARPIO CONDE,BERNARDO. Clasificación: B29D23/00, B29L23/00, B29C44/34, F16L11/04, F16L9/12, C08J9/06, B29C44/10, B29K105/04, B29K101/12.
Procedimiento y medios para la fabricación de tuberías moldeadas con estructura craneal microcelular. Procedimiento para la fabricación de tuberías moldeadas con estructura craneal microcelular de los constituidos con polímero termoplástico aditivado con al menos un agente espumante y un agente nucleante se puede introducir en un molde para bajo temperatura y presión obtener un producto que convenientemente enfriado con ayuda de otro molde para asegurar su dimensión se obtiene un producto final dotado de una estructura craneal microcelular.
PROCEDIMIENTO DE COMPRESION BIDIRECCIONAL PARA EL ALMACENAMIENTO Y/O TRANSPORTE DE BLOQUES DE MATERIAL ELASTICO POROSO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2008). Ver ilustración. Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: B65B63/02.
Procedimiento de compresión bidireccional para el almacenamiento y/o transporte de bloques de material elástico poroso, como puede ser espuma de poliuretano, caracterizado porque el bloque según sale del proceso de fabricación es comprimido unidireccionalmente hasta el 10% de su altura y enfundado en un plástico de baja permeabilidad al aire. Varios bloques comprimidos se enfundan en un tejido resistentes e inelástico como rafia de polipropileno y varios de estos paquetes se enfajan entre sí con el mismo tejido. Cuando se descomprimen los bloques, la forma paralepipédica del conjunto se modifica a una forma sensiblemente elipcoidal por compresión bidireccional y con un volumen 16 veces inferior al original de los bloques.
ADICION A LA PATENTE DE INVENCION N.200302439/5 POR DISPOSITIVO DE COMPRESION TRANSPORTABLE Y MEJORADO ADAPTADO AL PROCEDIMIENTO ECOLOGICO PARA LA REDUCCION DEL VOLUMEN DE BLOQUES DE MATERIAL ELASTICO POROSO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: B65B63/02, B30B1/34.
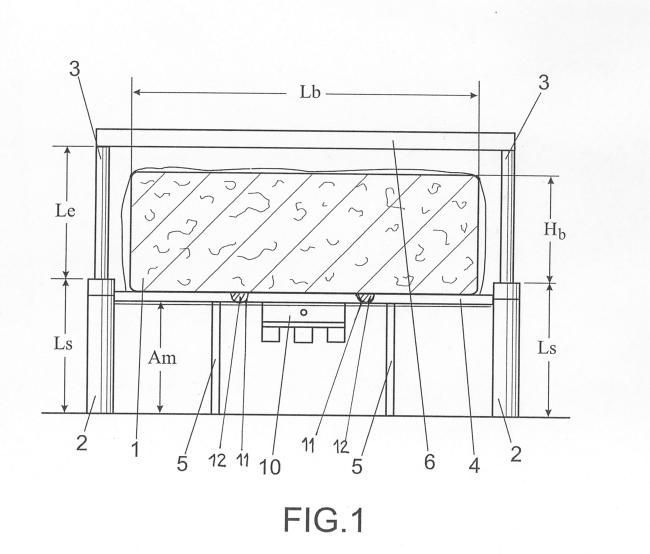
Dispositivo de compresión transportable y mejorado adaptado al procedimiento ecológico para la reducción de volumen de bloques de material elástico poroso, caracterizado esencialmente por comprender cuatro cilindros hidráulicos -2- de los que dimanan por su parte superior cuatro ejes -3- que comportan solidariamente un elemento de compresión superior -6- y una mesa rectangular -4- como elemento de compresión inferior situada entre los cilindros -2-.
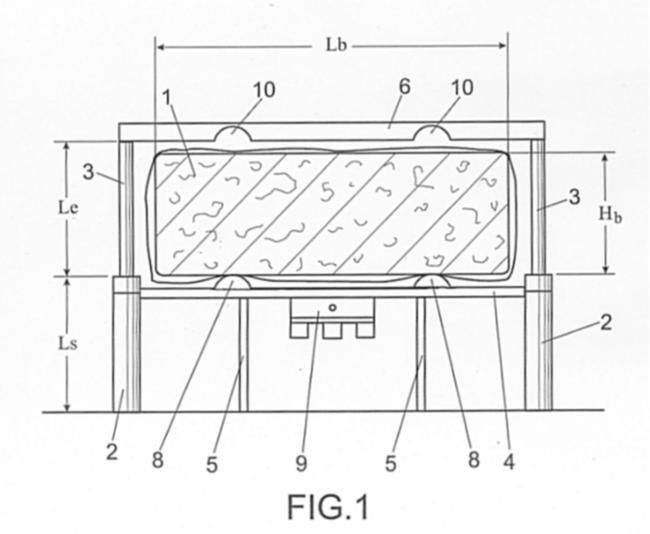
ADICION A LA PATENTE DE INVENCION N.200402041 POR DISPOSITIVO DE COMPRESION TRANSPORTABLE Y MEJORADO ADAPTADO A LA CONFORMACION POR COMPRESION DE BLOQUES DE MATERIAL ELASTICO POROSO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: B65B63/02, B30B1/34.
Dispositivo de compresión transportable y mejorado adaptado a la conformación por compresión de bloques de material elástico poroso caracterizado, esencialmente por comprender cuatro cilindros hidráulicos -2- de los que dimanan por su parte superior cuatro ejes -3- que comportan solidariamente un elemento de compresión superior -6- con unas muescas cóncavas -10- y una mesa rectangular -4- como elemento de compresión y donde se introduce el bloque -1- por medio de una guías -8- en forma de media cuña.
PROCEDIMIENTO MEJORADO DE CONFORMACION POR COMPRESION DE BLOQUES DE MATERIAL ELASTICO POROSO PARA SU ALMACENAJE Y TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: B65B63/02, B30B1/34.
Procedimiento de conformación y reducción de volumen de bloques de gomaespuma y materiales elásticos y porosos similares, consistente en introducir cada bloque en una bolsa, comprimirlo mediante una prensa plana, extraer el aire, cerrar por sellado térmico la bolsa y aplicar unos zunchos al sólido resultante. Las dos placas de la prensa tienen resaltes complementarios con forma de media caña para conformar el bloque con dichos resaltes, al objeto de facilitar su apilamiento y transporte posteriores.
PROCEDIMIENTO ECOLOGICO PARA LA REDUCCION DEL VOLUMEN DE BLOQUES DE MATERIAL ELASTICO POROSO Y EMPACADURA CONJUNTA PARA SU ALMACENAJE Y TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Solicitante/s: DEL CARPIO CONDE, BERNARDO. Clasificación: B65B31/04, B65B63/02.
El procedimiento ecológico para la reducción de volumen de bloques de material elástico poroso y empacadura conjunta para su almacenaje y transporte, que la invención propone, contempla en su contexto la reducción del volumen, la eliminación de gases nocivos de fabricación, la obtención de un bloque ecológicamente más limpio y la posibilidad de un almacenaje y transporte más económico, lo que se traduce no sólo en un ahorro puramente económico, sino también en un menor consumo de materiales contaminantes generados durante el transporte.
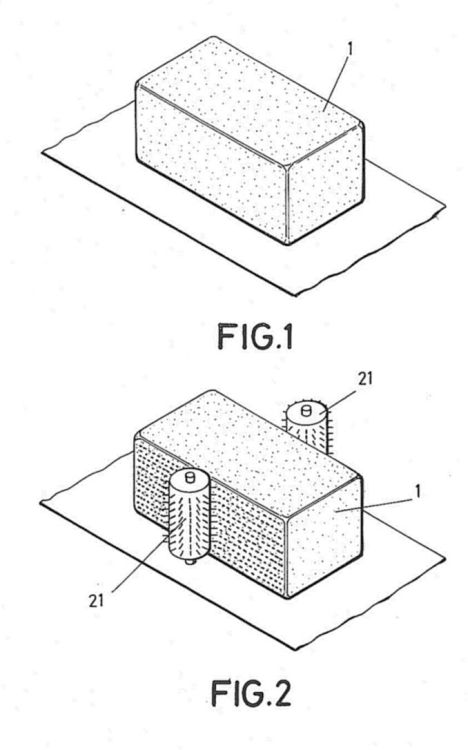
PROCEDIMIENTO DE TRANSFORMACION DE BLOQUES DE ESPUMA DE POLIURETANO PARALELEPIPEDICOS EN BLOQUES CILINDRICOS, PARA SU TRANSPORTE.
(16/10/2004) Procedimiento de transformación de bloques de espuma de poliuretano paralelepipédicos en bloques cilíndricos, para su transporte. Consiste en dotar al bloque paralelepipédico de espuma de un movimiento giratorio paralelamente a una compresión radial, que determina una reducción volumétrica del mismo paralelamente a una acusada aproximación a la configuración cilíndrica, utilizándose para ello una banda continua en la que una serie de rodillos definen una bolsa en la que se aloja el bloque paralelepipédico , de manera que un desplazamiento continuo de dicha banda paralelamente a una aproximación de los rodillos y que definen la embocadura de la bolsa , y a un acortamiento de la…
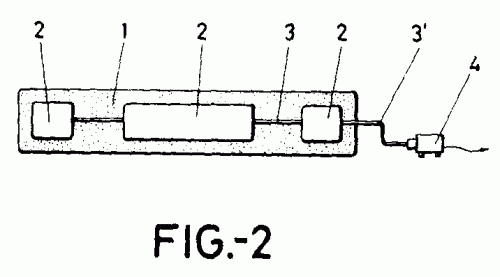
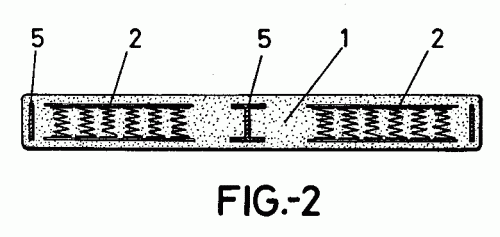
PERFECCIONAMIENTOS INTRODUCIDOS EN LA PATENTE DE INVENCION 9701166 POR " MEJORAS EN ELEMENTOS TAPIZADOS DE MATERIAL ESPUMANTE".
Sección de la CIP Necesidades corrientes de la vida
(16/06/2001). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/14, A47C27/18.
Perfeccionamientos introducidos en la patente de invención 9701166 por mejoras en elementos tapizados de material espumante. Consisten en sustituir los núcleos elásticos de la patente de invención 9701166 a base de muelles o lamas, por cámaras neumáticas , convenientemente presurizadas, que al igual que en el caso de los anteriores elementos amortiguadores estarán adecuadamente conformadas, dimensionadas y distribuidas en el seno del objeto. Estas cámaras neumáticas pueden presentar una presión fija, invariable a lo largo del tiempo o bien pueden estar asociadas a una bomba neumática , exterior al objeto , que permita controlar y variar en todo momento el nivel de presión en el seno de las mismas. Figura 2.
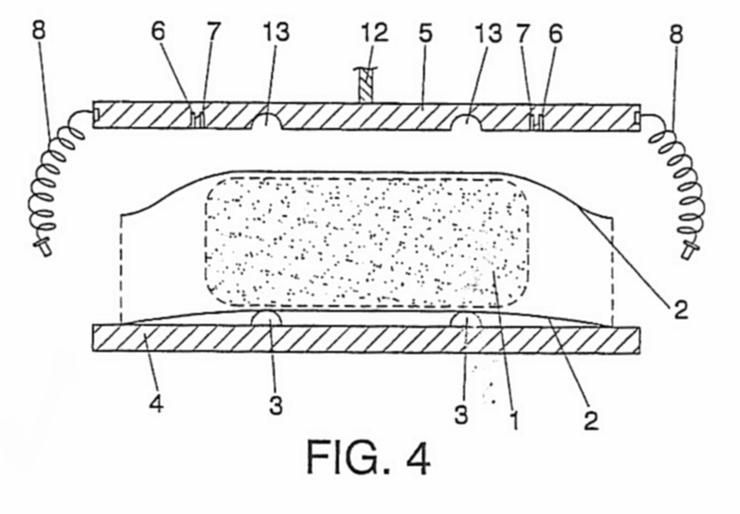
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9701164 POR PROCEDIMIENTO DE FABRICACION DE COLCHONES A BASE DE MATERIAL ESPUMABLE.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(16/06/2001). Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/14, B68G7/02.
Mejoras introducidas en la patente de invención 9701164 por procedimiento de fabricación de colchones a base de material espumable. Consisten en dotar a las tapas que han de constituir las bases de la superficies de descanso del colchón, previamente a introducción de las mismas en los correspondientes semimoldes para espumación del poliuretano que va a originar el núcleo del colchón, líneas o áreas de endurecimiento obtenidas mediante líneas rehundidas, en las que el espesor de la capa de espuma que, asociada a la tela , configura la tapa, queda prácticamente reducido al espesor de dicha tela, mediante costuras o mediante fusión a presión, pudiendo establecerse estas líneas rehundidas en la periferia de las tapas, para refuerzo perimetral del colchón, o formando haces en determinadas zonas del mismo, como por ejemplo para rigidizar las zonas de apoyo de los hombros o de cualquier otra parte del cuerpo, permitiendo así una personalización del colchón.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9701164 POR "PROCEDIMIENTO DE FABRICACION DE COLCHONES A BASE DE MATERIAL ESPUMABLE".
Sección de la CIP Necesidades corrientes de la vida
(16/06/2001). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/14.
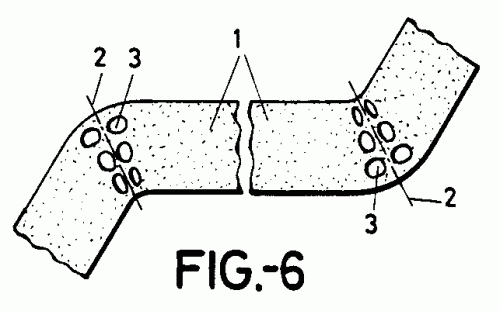
Mejoras introducidas en la patente de invención 9701164 por procedimiento de fabricación de colchones a base de material espumable. Destinadas específicamente a colchones que deban sufrir doblados o angulaciones en su normal utilización, como es el caso de camas clínicas, camas abatibles y similares, consisten en introducir en el molde, durante la fase de espumación del poliuretano o producto de que se trate y en correspondencia con cada zona de doblado prevista para el colchón, una serie de machos determinantes en la masa de espuma, a término de la fase de espumación, vaciados u orificios que debilitan considerablemente la sección del colchón en tales zonas y que, consecuentemente, facilitan el acortamiento del mismo acompañando en sus movimientos al somier de la cama. Figura 6.
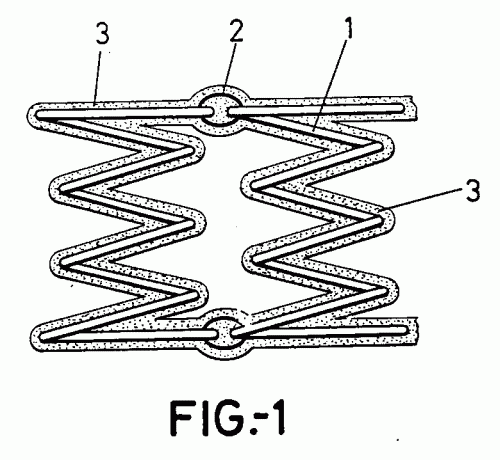
PERFECCIONAMIENTOS EN LA PATENTE DE INVENCION 9701166 POR MEJORAS EN ELEMENTOS TAPIZADOS DE MATERIAL ESPUMANTE.
Sección de la CIP Necesidades corrientes de la vida
(16/06/2001). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/20, A47C27/04.
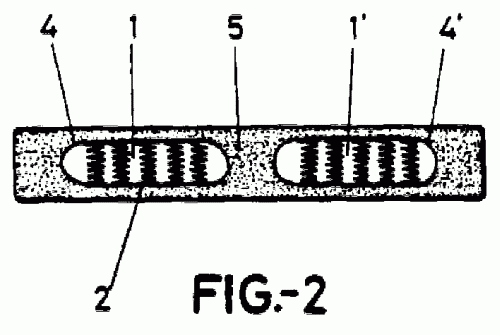
Perfeccionamientos en la patente de invención 9701166 por mejoras en elementos tapizados de material espumante. Consisten en dotar, a cada uno de los elementos amortiguadores mecánicos (1-1"') que participan en el elemento, como por ejemplo carcasas de muelles alojadas en el seno del molde en el que va a obtenerse un colchón, de respectivas envolventes (4-4"'), materializadas por ejemplo en bolsas de polietileno u otro material plástico, herméticamente cerradas, que durante la espumación del poliuretano en el seno del molde impiden que el producto espumante acceda al interior de dichos elementos amortiguadores mecánicos (1-1"'), con el consecuente ahorro de material espumante que ello supone, precisamente en las zonas en las que la espuma de poliuretano resulta inoperante desde el punto de vista elástico frente a la preponderancia de los muelles o elementos amortiguadores mecánicos de que se trate. Figura 2.
MEJORAS INTRODUCIDAS EN METODOS DE FABRICACION DE COLCHONES A BASE DE MATERIAL ESPUMABLE, CON O SIN BASE DE COLCHONERIA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2001). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: B29C44/12, B68G7/06.
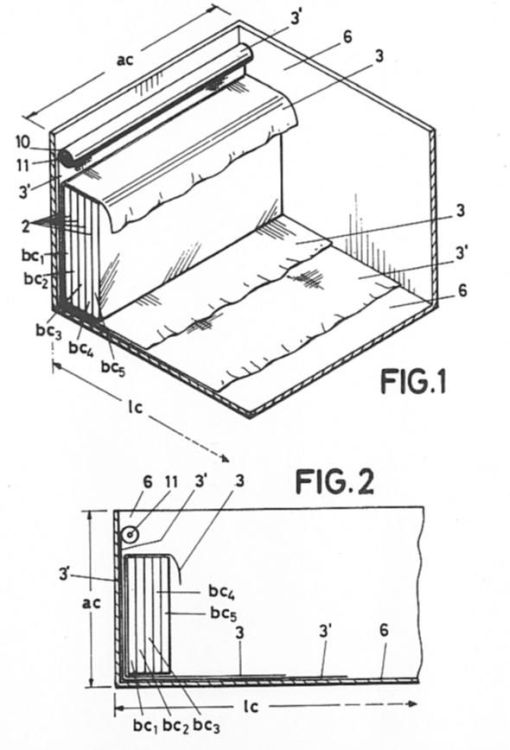
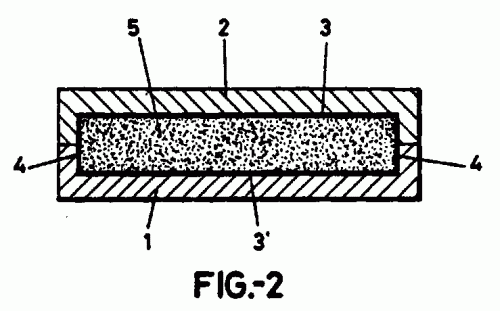
Mejoras introducidas en métodos de fabricación de colchones a base de material espumable, con o sin base de colchonería. Partiendo de la idea de moldear directamente el polieuretano durante su espumación para que adopte la definitiva configuración del colchón, las mejoras consisten en utilizar, en lugar del clásico molde de inyección de elevado costo, un simple cajón, de madera, plástico u otro material de reducido costo, a base de dos cajas 1 y 2 acoplables por sus embocaduras, conformadas y dimensionalmente adecuadas para actuar cómo medios de contención rígida durante la fase de espumación, en el seno de cuyas cajas se establecen las tapas 3-3"' de naturaleza textil que han de constituir las bases del colchón, y en su caso la tira constitutiva de su cerramiento perimetral, mientras que en ausencia de éste, como es habitual, en el seno del cajón 1-2 se establece una lámina perimetral de plástico 4, actuante como medio que facilita el desmoldeo. Figura 2.
PROCEDIMIENTO PARA LA FABRICACION EN CONTINUO DE COLCHONES Y/O BASES DE COLCHONERIA, Y APARATO CONFORMADOR PARA LA PUESTA EN PRACTICA DEL MISMO.
(01/04/2001) Procedimiento para la fabricación en continuo de colchones y/o bases de colchonería, y aparato conformador para la puesta en práctica del mismo.Partiendo de la preparación de un conformador formal y dimensionalmente adecuado al colchón a obtener, como por ejemplo con una configuración prismático-rectangular , se procede inicialmente al recubrimiento interior del mismo con piezas textiles que formarán la cubierta tapizada o acabado superficial del elemento final, y en el caso de que se trate de una base de colchonería se introduce también la base resistente de la misma, así como también, opcionalmente, posibles inserciones tales como estructuras de muelles, de lamas de maderao similares. A…
PROCEDIMIENTO DE FABRICACION DE COLCHONES A BASE DE MATERIAL ESPUMABLE.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(16/02/2001). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/14, B68G7/02.
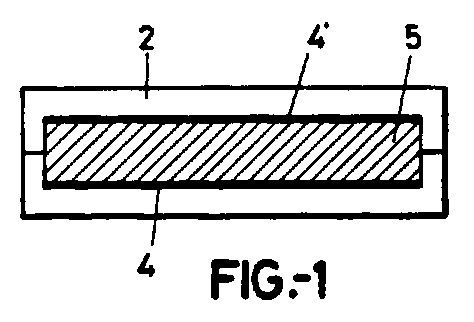
Procedimiento de fabricación de colchones a base de material espumable. Consiste en utilizar un molde en el que se define un receptáculo formal y dimensionalmente coincidente con el colchón a obtener, estableciéndose en el fondo de los dos semimoldes las tapas (4-4"') de naturaleza textil, previamente confeccionadas, que han de constituir las bases o superficies de descanso del colchón, procediéndose seguidamente a espumar entre ellas, en el seno del molde cerrado, la masa de material que ha de constituir el núcleo del colchón, de manera que a término de esta fase de espumación las tapas (4-4"') quedan íntimamente fijadas al material . En una posterior fase operativo se procede al forrado de los bordes del núcleo de poliuretano mediante una banda de naturaleza textil, similar a las tapas (4-4"') que se fija a los bordes de esta última por cualquier medio convencional, como por ejemplo mediante cosido o ribeteado. Figura 1.
SISTEMA DE MARCAJE DE ESPUMAS DE POLIURETANO.
Sección de la CIP Química y metalurgia
(01/11/2000). Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: C08G18/00, C08J3/20.
Sistema de marcaje de espumas de poliuretano. El sistema consiste en incorporar a la mezcla de los componentes de la espuma aun en fase liquida, es decir, del isocianato y la premezcla de poliol y sus aditivos, inmediatamente antes de la fase de espumación de dicha mezcla, de micropartículas que durante dicha mezcla no entren a formar parte de la estructura molecular de las espumas, dispersándose uniformemente en el seno de la misma y con una coloración diferente de la de dicha espuma, que determina para la misma un aspecto moteado o jaspeado, con cualquier coloración e intensidad. Estas micropartículas pueden ser orgánicas o inorgánicas, rígidas o elásticas, incluso con características de fluorescencia o fosforescencia, pero siempre con un color diferente al de la espuma propiamente dicha.
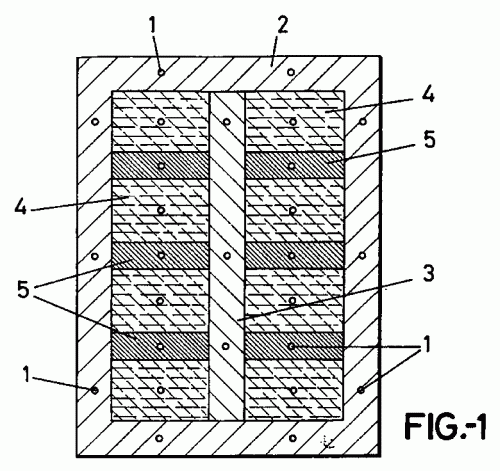
MEJORAS EN ELMENTOS TAPIZADOS DE MATERIAL ESPUMANTE.
Sección de la CIP Necesidades corrientes de la vida
(16/10/2000). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/04.
Mejoras en elementos tapizados de material espumante. Consisten en introducir, en el seno del cuerpo de espuma constitutivo del elemento tapizado, una serie de núcleos a base de elementos amortiguadores mecánicos, y de una serie de rigidizadores , pudiendo materializarse dichos núcleos en muelles o carcasas de muelles, en lamas de madera o en carcasas de lamas de madera o en cualquier otro elemento elásticamente deformable de características adecuadas, quedando estos núcleos ubicados en correspondencia con las zonas del cuerpo para las que se prevea una mayor carga corporal, mientras que los elementos rigidizadores permiten por ejemplo delimitar claramente las dos zonas operativas de un colchón destinado a ser utilizado simultáneamente por dos personas. Figura 2.
MEJORAS EN LA PATENTE DE INVENCION 9701374 POR "PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACION DE BASES PARA COLCHONERIA.
(01/09/2000) Mejoras en la patente de invención 9701374 por perfeccionamientos introducidos en la fabricación de bases para colchonería. Las mejoras consisten en establecer en la periferia de la base rígida piezas de material espumado, actuantes como distanciadores para el fondo de la cubierta tapizada, de manera que la cámara de espumación pueda definirse sin necesidad del concurso de un molde. Complementariamente a la cara inferior de la base rígida y también en su periferia, son solidarias alas determinantes de un faldón perimetral que queda oculto por la pared lateral de la cazoleta constituida por la cubierta tapizada,…
PROCEDIMIENTO DE FABRICACION DE CARCASAS DE MUELLES, EN ESPECIAL PARA ELEMENTOS TAPIZADOS.
Sección de la CIP Necesidades corrientes de la vida
(01/09/2000). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/04.
Procedimiento de fabricación de carcasas de muelles, en especial para elementos tapizados. A partir del procedimiento clásico según el cual primeramente se configuran los muelles de acero , utilizando para ello alambre de características adecuadas, fijándose seguidamente los muelles mediante nexos , como por ejemplo espirales también de acero, hasta conseguir una armadura metálica o carcasa de muelles de configuración adecuada, por ejemplo a la de un colchón, procediéndose seguidamente al templado de estos elementos metálicos, el procedimiento de la invención incorpora una segunda etapa en la que primeramente la armadura metálica se impregna con un recubrimiento de un elastómero o un material espumado y seguidamente dicho recubrimiento se somete a una fase de vulcanizado o polimerización. Figura 1.
PROCEDIMIENTO CONTINUO PARA LA FABRICACION DE ESPUMAS DE LATEZ-POLIURETANO.
Sección de la CIP Química y metalurgia
(01/09/2000). Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: C08G18/08, C08G18/69.
Procedimiento continuo para la fabricación de espumas de látex- poliuretano. El procedimiento del tipo "one-shot', comprende cargar un reactor con todos los materiales necesarios para obtener la espuma de látex-poliuretano y depositar la masa resultante sobre unas cintas transportadoras donde tiene lugar la espumación. El reactor es del tipo del cabezal de mezclado utilizado en la fabricación en continuo de poliuretanos. Los materiales para formar la espuma de látex-poliuretano comprenden un látice o emulsión acuosa de un látex que comprende una dispersión acuosa de un polímero de tipo olefínico, un poliol, un poliisocianato, y un espumante, tal como agua, que puede ser aportado por el látice. La espuma de látex-poliuretano es adecuada para la fabricación de colchones.
MEJORAS EN LA PATENTE DE INVENCION 9701374 POR "PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACION DE BASES PARA COLCHONERIA.
(01/09/2000) Mejoras en la patente de invención 9701374 por perfeccionamientos introducidos en la fabricación de bases para colchonería. Partiendo de establecer una cámara entre una base rígida y una cubierta tapizada , que configura una cazoleta prismático-rectangular cuya embocadura se cierra mediante la citada base rígida , bien en el seno de un molde o bien con la colaboración de piezas distanciadoras de material espumado, que se integran en el cuerpo de espuma de poliuretano a obtener constitutivo del colchón propiamente dicho, consisten en utilizar como materia prima para rellenar dicha cámara un subproducto de la industria…
PROCEDIMIENTO DE MOLDEADO DE COLCHONES PARA USO PERSONALIZADO DE LOS MISMOS.
Sección de la CIP Necesidades corrientes de la vida
(16/08/2000). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C27/14.
Procedimiento de moldeado de colchones para uso personalizado de los mismos. Consiste en utilizar una pluralidad de boquillas adecuadamente distribuidas en el molde de inyección del material espumante constitutivo de los mismos, aportándose a través de dichas boquillas espumas de diferente densidad y con diferentes caudales y propiedades físicas, al objeto de obtener en el colchón zonas con diferente resistencia a la deformación, más resistentes aquellas que han de soportar mayores esfuerzos y distribuidas de acuerdo con el uso personalizado previsto para el colchón. Figura 1.
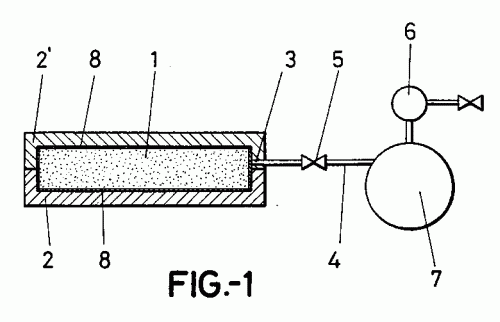
MEJORAS EN LOS PROCEDIMIENTOS DE FABRICACION SIN MOLDE DE COLCHONES Y/O BASES DE COLCHONERIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2000). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: B29C44/02, B29C44/42.
Mejoras en los procedimientos de fabricación sin molde de colchones y/o bases de colchonería. Son aplicables a procedimientos de fabricación en los que se utiliza un dispositivo conformador (2 - 2"') determinante de una cámara practicable formal y dimensionalmente coincidente con el colchón a obtener, de manera que en el seno de esta cámara se introduce el revestimiento textil del colchón, adaptado a las paredes del dispositivo conformador (2 - 2"'), y dentro de dicha envolvente textil el material espumante que ha de configurar el cuerpo elástico del colchón. Las mejoras consisten en establecer un cierre estanco para el dispositivo conformador (2 - 2"') y aplicar a la cámara conformada por el mismo, durante la espumación, una depresión generada por una bomba de vacío , opcionalmente asistida por un depósito de vacío , que se conecta preferentemente al propio rebosadero de espuma del dispositivo conformador (2 - 2"'). Figura 1.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACION DE BASES PARA COLCHONERIA.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(01/07/2000). Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Clasificación: A47C21/06, B29C44/06, B68G13/00.
Perfeccionamientos introducidos en la fabricación de bases para colchonería.estos perfeccionamientos consisten en la conjunción en un único elemento de una base resistente plana y una cubierta tapizada, cubierta que tiene forma de cazoleta, introduciéndoseen el seno intermedio de ambos elementos un producto espumado que una ambos elementos y se constituya en el colchón elástico.La tela se une directamente a la base rígida resistente y sobre esa base se colocan las patas de apoyo del conjunto, formando un conjunto único e inseparable de base para colchonería.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}