PROCEDIMIENTO MEJORADO DE DEFORMACION DE TUBERIAS TERMOPLASTICAS PARA SU ALMACENAMIENTO Y TRANSPORTE.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200602637.
Solicitante: LOPEZ DIAZ,JOSE FERNANDO
DEL CARPIO CONDE,BERNARDO.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: DEL CARPIO CONDE,BERNARDO, DE SAJA SAEZ,JOSE ANTONIO, LOPEZ DIAZ, JOSE FERNANDO, RODRIGUEZ PEREZ,MIGUEL ANGEL.
Fecha de Solicitud: 17 de Octubre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 28 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C51/08B
Clasificación PCT:
- B29C39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › para la fabricación de objetos de longitud definida, es decir, de objetos separados.
- B29C51/08 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Embutido profundo o conformación en moldes de dos partes, es decir, utilizando únicamente medios mecánicos.
Descripción:
Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte.
Objeto de la invención
La invención a la que se refiere la presente memoria se refiere a un Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte.
Antecedentes de la invención
La presente invención se refiere a un procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte de forma que sea más fácil su almacenamiento y más cómodo y barato su transporte.
Es sabido, por su propia estructura y morfología que los tubos requieren una gran cantidad de espacio para su almacenamiento. Para un perímetro de tubo cada vez mayor, la cantidad de espacio requerido sube proporcionalmente, de forma que para tubos de gran diámetro lo que realmente se está almacenado es aire. Y al coste de los espacios en los almacenes cualquier reducción significativa es una gran ventaja.
Igualmente podemos decir en cuanto al transporte y además con mayor énfasis, ya que los medios de transporte tradicionales cuentan con una capacidad reducida y más reducida en relación con los almacenes, y los costes están siendo cada vez más crecientes.
Hasta este momento solo se conocen medios convencionales de transporte de tuberías, todo ellos caros y de capacidad reducida.
Una vez realizado un estudio en profundidad del asunto por el solicitante no es conocido ningún procedimiento parecido al reivindicado.
Descripción de la invención
De acuerdo con la presente invención se da a conocer un procedimiento para el almacenamiento y transporte de tuberías termoplásticas por el que las tuberías se deforman con el fin de reducir el aire contenido dentro de ella y además que sea más fácil su manipulación y transporte.
Es conocida la facultad de las tuberías de material termoplástico de perder la rigidez propia cuando se calientan y pasan al estado plástico. En este momento, cuando la tubería se encuentra en estado plástico es factible introducirla en un molde para deformarla por aplastamiento y conseguir así una reducción de su volumen total.
Si en este momento se enfría la tubería, las moléculas han cogido orientación biaxial y por tanto la tubería queda deformada. Si se saca del molde queda definitivamente deformada y con un volumen menor que el original comportando además una forma adecuada a su almacenamiento y transporte.
Una vez que la pieza de tubería termoplástica deformada llega a su destino se puede volver a calentar, con lo que cuando llega a la temperatura de plasticidad sus moléculas se desorientan y si se enfría en estas condiciones vuelve a recuperar la forma original, para su correcto uso.
Breve descripción de los dibujos
En todos los dibujos mismas referencias indican idénticos elementos, y distinguimos los siguientes:
(t1, t2, t3....) tuberías deformadas.
Y en cuanto a las figuras se representan en dos hojas de planos, en las que se distinguen:
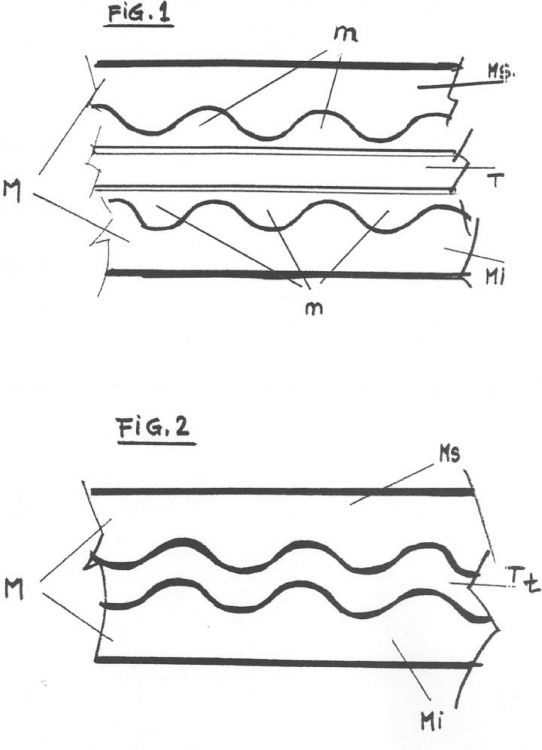
Figura 1.- Vista en sección de la tubería (T) dentro del molde antes de comenzar el tratamiento.
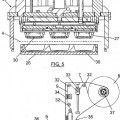
Figura 2.- Vista en sección de la tubería (T) dentro del molde, bajo presión
Figura 3.- Vista en sección de varias tuberías deformadas, convenientemente apiladas para su almacenamiento y transporte.
Realización preferente de la invención
La esencia de la invención reside en la utilización de las propiedades de los elementos termoplásticos orientados biaxialmente para producir un cambio de diámetro del tubo (T) y una deformación aprovechable para un mejor almacenamiento y transporte.
Una de las realizaciones preferentes de la invención consiste en introducir un trozo de tubería (T), dentro de un molde (M) constituido esencialmente por dos piezas, una superior (Ms) y otro inferior (Mi) en las que se aprecian las muescas (m) en las caras opuestas de ambas piezas.
En esta situación el conjunto se empieza a calentar hasta que la tubería (T) alcanza la temperatura de reblandecimiento y adquiere el estado plástico es decir el estado en el que se produce la orientación molecular.
En este momento la tubería comienza a deformarse y a adquirir la forma de la parte inferior del molde.
Si en esta situación el molde superior presiona el conjunto se produce una deformación controlada a las dimensiones y forma establecidas.
Para mantener esta deformación se procede a enfriar el conjunto. Así se obtiene una tubería (t) molecularmente orientada y de una forma predeterminada.
La tubería así deformada ocupa un volumen entre 4 y 16 veces menor, en función del diámetro primitivo de la tubería.
Además la tubería ha adquirido una forma que la convierte en autoportante, ocupando por tanto menos volumen y siendo su almacenaje más sencillo.
La tubería así conformada se transporta al lugar de utilización donde para que cumpla sus funciones se somete de nuevo a un calentamiento hasta el nivel de desorientación molecular, momento en el que la tubería (t) recupera automáticamente su forma original (T) y enfriándose ya esta dispuesta para ser utilizada.
En caso que durante este procedimiento quedase alguna deformación residual de la tubería se puede introducir en un sistema mecánico de corrección.
Así, de esta forma tan sencilla se puede almacenar y transportar tuberías a grandes distancias con un coste razonable y almacenarlas tal y como se indica en la figura nº 3, lo que significa un importante ahorro en cuanto a espacio.
Si bien se han descrito realizaciones específicas de la presente invención, será evidente para los técnicos en la materia que la presente invención pueda ser realizada en otras formas específicas sin salir del ámbito de las siguientes reivindicaciones.
Reivindicaciones:
1. Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte, caracterizado esencialmente por estar constituido por una tubería fabricada en material termoplástico (T) que se introduce en un molde (M), constituido por dos piezas, superior (Ms) e inferior (Mi) que reproduce las muescas (m) correspondientes a las deformaciones a producir, calentándose a continuación el molde que transmite esta temperatura a la tubería (T) hasta que esta alcanza la temperatura de orientación molecular, momento en que la tubería comienza a deformarse y adquirir la forma del molde, manteniéndose esta deformación por medio de los moldes superior (Ms) e inferior (Mi), mientras la tubería se enfría hasta una temperatura en la cual la deformación se consolida y queda la tubería (T) con la forma que se le ha conferido previamente.
2. Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte, caracterizado por la reivindicación 1ª y además porque la tubería así deformada (t) tiene un volumen entre 4 y 16 veces menor en función del diámetro primitivo de la tubería (T). Habiendo adquirido además una forma que permite el almacenamiento autoportante en horizontal.
3. Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte, de acuerdo con la reivindicación 1ª y caracterizado porque para que la tubería vuelva a su forma original y se pueda utilizar, se vuelve a calentar hasta la temperatura de orientación molecular, momento en el cual la tubería recupera automáticamente su forma original y enfriándose, esta dispuesta para ser utilizada.
4. Procedimiento mejorado de deformación de tuberías termoplásticas para su almacenamiento y transporte, caracterizada esencialmente por la reivindicación 3ª y además porque en caso de que quede alguna deformación residual en el proceso de recuperación de su diseño original, la tubería se introduce en un sistema mecánico que corrige la posible y leve deformación que haya sufrido en los procesos anteriores.
Patentes similares o relacionadas:
DISPOSITIVO Y PROCEDIMIENTO PARA CONFORMAR UNA TAPA DE RESINA, del 27 de Diciembre de 2011, de Shikoku Kakoki Co., Ltd. Kabushiki Kaisha Yakult Honsha: Dispositivo para conformar tapas de resina que comprende unos medios para conformar tapas con una matriz conformadora , una contramatriz […]
 MÁQUINA PARA EL CONFORMADO, LLENADO Y CIERRE DE ENVASES DE POLÍMERO EXPANDIDO, del 22 de Junio de 2011, de IDM WORLD, S.L: Máquina para el conformado, llenado y cierre de envases de polímero expandido, que comprende un desbobinador inferior de una banda […]
MÁQUINA PARA EL CONFORMADO, LLENADO Y CIERRE DE ENVASES DE POLÍMERO EXPANDIDO, del 22 de Junio de 2011, de IDM WORLD, S.L: Máquina para el conformado, llenado y cierre de envases de polímero expandido, que comprende un desbobinador inferior de una banda […]
PROCEDIMIENTO PARA LA CONFORMACION DE LAVABOS, del 1 de Octubre de 2007, de NINA CRISTAL, S.L.: Procedimiento para la conformación de lavabos.#Comprende las etapas de calentar una plancha de polimetacrilato de metilo con carga mineral a una temperatura comprendida entre […]
Vaso o cápsula, del 25 de Marzo de 2020, de PACCOR Packaging GmbH: Vaso o cápsula embutidos a partir de una película de plástico o un recorte de plástico con un fondo y una pared circunferencial, caracterizados porque […]
Dispositivo de molde de termoconformado por aspiración, procedimiento de fabricación que lo utiliza y elemento fabricado, del 18 de Marzo de 2020, de SMRC Automotive Holdings Netherlands B.V: Dispositivo de molde de termoconformado para la realización de una pieza de pared delgada a partir de una hoja de un material termoplástico, comprendiendo el citado […]
 Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y aparato para embutir en profundidad una bandeja a partir de un material de lámina, del 7 de Agosto de 2019, de STORA ENSO OYJ: Un método de embutición en profundidad de una bandeja a partir de un material de lámina a base de fibra , comprendiendo el método las […]
 Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]
Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]