Procedimiento de doblado y dispositivo de doblado.
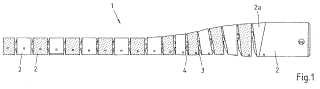
(12/03/2014) Procedimiento de doblado, en el que al aproximarse una matriz (2, 2') que presenta un canto de doblado (1, 1') y un punzón de doblado (4, 4') que presenta un elemento pivotante (3, 3'), el elemento pivotante (3, 3') se pone en contacto con una sección de sujeción (5, 5', 5") de una chapa (6, 6', 6", 6"') dispuesta entre la matriz (2, 2') y el punzón de doblado (4, 4'), el elemento pivotante (3, 3') se pivota debido al contacto con la sección de sujeción (5, 5', 5") de la chapa (6, 6', 6", 6"') y mediante el movimiento pivotante del elemento pivotante (3, 3') se dobla una sección de doblado (7, 7', 7", 7"') de la chapa (6, 6', 6", 6"') alrededor del canto de doblado (1, 1') de la matriz (2, 2'), presentando la matriz (2, 2') un canto de doblado (1, 1') con una entalladura (14') que discurre a lo largo…
{kind=link}