Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con mitades de estampa giratorias y tiempo de ciclo reducido.
Dispositivo (1) para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una plancha (2) mediante una conformación en U-O con una herramienta (3) que comprende al menos un punzón (4) en U y al menos una estampa (5) superior en una primera mitad (6) de herramienta,
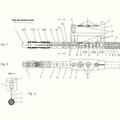
caracterizado porque al menos dos matrices (7) al menos parcialmente en forma de U idénticas están previstas en una segunda mitad (8) de herramienta, el punzón (4) en U y la estampa (5) superior de la primera mitad (6) de herramienta se acoplan, al cerrarse la herramienta (3), al mismo tiempo con en cada caso una estampa (7) al menos parcialmente en forma de U, el al menos un punzón (4) en U y la al menos una estampa (5) superior de la primera mitad (6) de herramienta y las al menos dos estampas (7) al menos parcialmente en forma de U de la segunda mitad (8) de herramienta están dispuestos con simetría de rotación con respecto a un eje (9) de rotación que discurre en la dirección de cierre de la herramienta (3) y la primera y la segunda mitad (6, 8) de herramienta pueden girar una con respecto a la otra alrededor de este eje (9) de rotación, de modo que mediante un giro de la primera y/o de la segunda mitad (6, 8) de herramienta el punzón (4) en U y la estampa (5) superior pueden acoplarse en cada caso con la primera o la segunda estampa (7) al menos parcialmente en forma de U.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/065726.
Solicitante: THYSSENKRUPP STEEL EUROPE AG.
Nacionalidad solicitante: Alemania.
Dirección: KAISER-WILHELM-STRASSE 100 47166 DUISBURG ALEMANIA.
Inventor/es: FLEHMIG, THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
- B21D5/01 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › entre martillos y yunques o topes.
PDF original: ES-2471090_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para la fabricaciïn de perfiles huecos al menos parcialmente cerrados con mitades de estampa giratorias y tiempo de ciclo reducido 5
Sector de la tïcnica La invenciïn se refiere a un dispositivo para la fabricaciïn de perfiles huecos al menos parcialmente cerrados a partir de una plancha mediante una conformaciïn en U-O con una herramienta que comprende al menos un punzïn en U y al menos una estampa superior en una primera mitad de herramienta. La invenciïn se refiere asimismo a un procedimiento para la fabricaciïn de perfiles huecos al menos parcialmente cerrados a partir de una plancha.
Estado de la tïcnica Los perfiles huecos al menos parcialmente cerrados se emplean con frecuencia en la fabricaciïn de automïviles para sustituir a los perfiles abiertos y soldados entre sï. Sin embargo, el nïmero de etapas de conformaciïn que se deriva del complejo moldeado dificulta un modo de fabricaciïn econïmico. La conformaciïn en U-O empleada en serie requiere al menos dos etapas de moldeado, realizïndose cada etapa de moldeado por separado en una o varias prensas y pasando el componente entre las estaciones de trabajo. Aunque con un diseïo favorable puede fabricarse de este modo una pieza acabada por cada carrera de prensado, sin embargo este dispositivo requiere grandes conjuntos de herramientas asï como varios robots o alimentadores para el transporte de las planchas o de las planchas semiacabadas entre las prensas individuales. En particular existe la problemïtica de que durante la conformaciïn en U-O la plancha inicialmente conformada al menos parcialmente en forma de U se retira de la estampa y se inserta en la estampa para la conformaciïn en O. De ello se derivan problemas relacionados con la tïcnica de procesos, en particular en relaciïn con una inclinaciïn durante la colocaciïn en la estampa en O. Ademïs, en el caso de materiales con gran recuperaciïn elïstica puede haber problemas porque ïstos no pueden insertarse fïcilmente en la estampa para la conformaciïn en O. Por la publicaciïn alemana DE 10 2007 021 798 A1 segïn el concepto genïrico y que pertenece al solicitante se conoce un dispositivo para la fabricaciïn de perfiles al menos parcialmente cerrados, que comprende una placa base desplazable y un punzïn desplazable, de modo que la plancha inicialmente conformada en forma de U puede permanecer en la matriz correspondiente antes de la conformaciïn en O. No obstante, el tiempo de ciclo que puede conseguirse con este dispositivo es mejorable, ya que sïlo se fabrica una pieza acabada cada dos carreras de la prensa. Ademïs, la complejidad mecïnica de este dispositivo es relativamente grande.
Objeto de la invenciïn Por tanto, partiendo de esto, la presente invenciïn se basa en el objetivo de proponer un dispositivo y un procedimiento para la fabricaciïn de perfiles huecos al menos parcialmente cerrados a partir de una plancha, que garantice la fabricaciïn de perfiles correspondientes con un tiempo de ciclo corto y gran seguridad en el proceso.
Segïn una primera enseïanza de la presente invenciïn, el objetivo se consigue mediante un dispositivo segïn el concepto genïrico porque estïn previstas al menos dos estampas al menos parcialmente en forma de U idïnticas en una segunda mitad de herramienta, el punzïn en U y la estampa superior de la primera mitad de herramienta, al cerrarse la herramienta, se acoplan al mismo tiempo con en cada caso una matriz al menos parcialmente en forma 45 de U, el al menos un punzïn en U y la al menos una estampa superior de la primera mitad de herramienta y las al menos dos estampas al menos parcialmente en forma de U de la segunda mitad de herramienta estïn dispuestos con simetrïa de rotaciïn con respecto a un eje de rotaciïn que discurre en la direcciïn de cierre de la herramienta y la primera y la segunda mitad de herramienta pueden girar una con respecto a la otra alrededor de este eje de rotaciïn, de modo que mediante un giro de la primera y/o de la segunda mitad de herramienta el punzïn en U y la 50 estampa superior pueden acoplarse en cada caso con la primera o la segunda estampa al menos parcialmente en forma de U.
El dispositivo segïn la invenciïn presenta en una herramienta elementos de moldeo dispuestos en cada caso con simetrïa de rotaciïn para la realizaciïn de una conformaciïn en U de una plancha plana y una conformaciïn en O de 55 una plancha al menos parcialmente en forma de U para dar un perfil hueco acabado al menos parcialmente cerrado en ambas mitades de herramienta. Posibilita, por ejemplo mediante un simple giro de la primera mitad de herramienta con respecto a la segunda mitad de herramienta, que la plancha conformada a travïs del punzïn en U al menos parcialmente para dar una plancha en forma de U pueda conformarse con la estampa superior para dar un perfil al menos parcialmente cerrado, sin que la plancha tenga que retirarse de la estampa en forma de U. Si al
mismo tiempo en la otra plancha en forma de U se introduce una plancha plana, tambiïn puede acabarse un componente, con el siguiente cierre de la herramienta, habiendo girado previamente las mitades de herramienta una con respecto a la otra. Como resultado, los tiempos de ciclo para la fabricaciïn de perfiles huecos al menos parcialmente cerrados son muy reducidos. Ademïs tambiïn se evita el riesgo de que se daïe la plancha por un cambio de las estampas antes del acabado del perfil hueco parcialmente cerrado.
El dispositivo segïn la invenciïn puede configurase ademïs de modo que la primera o la segunda mitad de herramienta estï configurada de manera estacionaria, estando dispuesta la primera o la segunda mitad de herramienta sobre una placa de montaje que puede girar alrededor del eje de rotaciïn. Habitualmente se dispone ïnicamente una de las mitades de herramienta, la primera o la segunda mitad de herramienta, sobre una placa de montaje, que estï montada de manera puede girar alrededor del eje de rotaciïn. Esto tiene la ventaja de que los costes para la fabricaciïn del dispositivo se mantienen reducidos y ademïs se evitan piezas mïviles del dispositivo propensas al desgaste. No obstante tambiïn es concebible disponer ambas mitades de herramienta de manera que puedan girar sobre en cada caso una placa de montaje, para minimizar los tiempos de ciclo al dividir por la mitad por ejemplo el ïngulo de giro de las mitades de herramienta.
Para la fabricaciïn de formas complejas, y tambiïn para mejorar la formaciïn de los perfiles huecos al menos parcialmente cerrados, puede preverse preferiblemente un dispositivo sacamachos para cada matriz de la segunda mitad de herramienta. El dispositivo sacamachos posibilita una inserciïn sencilla de un macho de apoyo en la plancha conformada al menos parcialmente en forma de U antes de la conformaciïn en O para dar un perfil hueco parcialmente cerrado.
Ademïs, el dispositivo segïn la invenciïn puede mejorarse adicionalmente porque el punzïn en U en la primera mitad de herramienta tiene asociados pisadores. Los pisadores se requieren en particular para controlar el adelgazamiento de material durante la fabricaciïn de una plancha al menos parcialmente en forma de U.
Preferiblemente las estampas al menos parcialmente en forma de U de la segunda mitad de herramienta presentan paredes laterales, cuya altura asciende a al menos la mitad de la longitud de pared lateral desarrollada mïxima del perfil hueco que va a fabricarse. La longitud de pared lateral desarrollada mïxima del perfil hueco que va a fabricarse corresponde a la longitud mïxima de un brazo de la U de la plancha conformada al menos parcialmente en forma de U antes de su conformaciïn en O. Estas paredes laterales de las estampas al menos parcialmente en forma de U posibilitan una conformaciïn de la plancha al menos parcialmente en forma de U con mayor seguridad en el proceso durante la posterior conformaciïn en O, ya que con ïstas se mejora el proceso de inserciïn de los brazos de la plancha al menos parcialmente en forma de U en la estampa superior.
La capacidad del dispositivo puede aumentarse porque la primera mitad de herramienta presenta una pluralidad de punzones en U y estampas superiores dispuestos por parejas y con simetrïa de rotaciïn con respecto a en cada caso un eje de rotaciïn y la segunda mitad de herramienta presenta un nïmero idïntico de estampas al menos parcialmente en forma de U dispuestas con simetrïa de rotaciïn con respecto a los respectivos ejes de rotaciïn. En otras palabras, en una mitad de herramienta del dispositivo pueden preverse por ejemplo dos subherramientas giratorias con en cada caso un punzïn en U y en cada caso una estampa superior. Entonces, en relaciïn con las estampas idïnticas dispuestas enfrentadas pueden fabricarse con cada carrera de trabajo... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (1) para la fabricaciïn de perfiles huecos al menos parcialmente cerrados a partir de una plancha (2) mediante una conformaciïn en U-O con una herramienta (3) que comprende al menos un 5 punzïn (4) en U y al menos una estampa (5) superior en una primera mitad (6) de herramienta, caracterizado porque al menos dos matrices (7) al menos parcialmente en forma de U idïnticas estïn previstas en una segunda mitad (8) de herramienta, el punzïn (4) en U y la estampa (5) superior de la primera mitad (6) de herramienta se acoplan, al cerrarse la herramienta (3) , al mismo tiempo con en cada caso una estampa (7) al menos parcialmente en forma de U, el al menos un punzïn (4) en U y la al menos una estampa (5) superior de la primera mitad (6) de herramienta y las al menos dos estampas (7) al menos parcialmente en forma de U de la segunda mitad (8) de herramienta estïn dispuestos con simetrïa de rotaciïn con respecto a un eje (9) de rotaciïn que discurre en la direcciïn de cierre de la herramienta (3) y la primera y la segunda mitad (6, 8) de herramienta pueden girar una con respecto a la otra alrededor de este eje (9) de rotaciïn, de modo que mediante un giro de la primera y/o de la segunda mitad (6, 8) de herramienta el punzïn (4) en U y la estampa (5) superior pueden acoplarse en cada caso con la primera o la segunda estampa (7) al menos parcialmente en forma de U.
2. Dispositivo segïn la reivindicaciïn 1, caracterizado porque la primera o la segunda mitad (6, 8) de herramienta estï configurada de manera estacionaria, estando dispuesta la primera o segunda mitad (6, 8) de herramienta sobre una placa (10) de montaje que puede girar alrededor del eje de rotaciïn.
3. Dispositivo segïn la reivindicaciïn 1 ï 2, caracterizado porque estï previsto un dispositivo (18’) sacamachos para cada estampa (7’) de la segunda mitad (8, 8’) de herramienta.
4. Dispositivo segïn una de las reivindicaciones 1 a 3, caracterizado porque el punzïn (4) en U en la primera mitad (6) de herramienta tiene asociados pisadores (11) .
5. Dispositivo segïn una de las reivindicaciones 1 a 4, caracterizado porque las estampas (7, 7’) al menos parcialmente en forma de U de la segunda mitad (8, 8’) de herramienta presentan paredes laterales, cuya altura asciende a al menos la mitad de la longitud de pared lateral desarrollada mïxima del perfil hueco que va a fabricarse.
6. Dispositivo segïn una de las reivindicaciones 1 a 5, caracterizado porque las paredes laterales de las
estampas (7, 7’) al menos parcialmente en forma de U pueden desplazarse hacia fuera al menos en 35 subïreas (20) y estas subïreas (20) presentan redondeces (21) de ataque.
7. Dispositivo segïn una de las reivindicaciones 1 a 6, caracterizado porque la primera mitad (6’) de herramienta presenta una pluralidad de punzones (4’) en U y estampas (5’) superiores dispuestos por parejas y con simetrïa de rotaciïn con respecto a en cada caso un eje de rotaciïn y la segunda mitad (8’) de herramienta presenta un nïmero idïntico de estampas (7’) al menos parcialmente en forma de U, dispuestas con simetrïa de rotaciïn con respecto a los respectivos ejes de rotaciïn.
8. Procedimiento para la fabricaciïn de un perfil hueco al menos parcialmente cerrado empleando un
dispositivo segïn una de las reivindicaciones 1 a 7, con las etapas siguientes: 45
- introducir una primera plancha plana en una primera estampa al menos parcialmente en forma de U de la segunda mitad de herramienta,
- conformar la primera plancha para dar una plancha al menos parcialmente en forma de U mediante el cierre de las mitades de herramienta empleando el punzïn en U de la primera mitad de herramienta,
- abrir la herramienta y girar la primera y la segunda mitad de herramienta una con respecto a la otra alrededor de un eje de rotaciïn que discurre en la direcciïn de cierre de la herramienta, de modo que el punzïn en U de la primera mitad de herramienta se sitïa por encima de la segunda estampa al menos
parcialmente en forma de U de la segunda mitad de herramienta y la estampa superior de la primera mitad de herramienta se sitïa por encima de la primera estampa al menos parcialmente en forma de U de la segunda mitad de herramienta,
- introducir una segunda plancha plana en la segunda estampa al menos parcialmente en forma de U de la segunda mitad de herramienta,
- cerrar las mitades de herramienta y conformar al mismo tiempo la primera plancha parcialmente en forma de U para dar un perfil hueco al menos parcialmente cerrado empleando la estampa superior de la primera mitad de herramienta y conformar al mismo tiempo la segunda plancha para dar una plancha parcialmente
en forma de U empleando el punzïn en U de la primera mitad de herramienta.
9. Procedimiento segïn la reivindicaciïn 8, caracterizado porque la primera y/o la segunda mitad de herramienta se giran tras la apertura de la herramienta alrededor del eje de rotaciïn.
10. Procedimiento segïn la reivindicaciïn 8 ï 9, caracterizado porque, antes de la conformaciïn de una
plancha al menos parcialmente en forma de U para dar un perfil al menos parcialmente cerrado, empleando un dispositivo sacamachos se sitïa un macho de apoyo en la respectiva plancha al menos parcialmente en forma de U en la segunda mitad de herramienta.
11. Procedimiento segïn una de las reivindicaciones 8 a 10, caracterizado porque las estampas al menos parcialmente en forma de U presentan subïreas de las paredes laterales desplazables lateralmente y, al cerrar las mitades de herramienta, las paredes laterales de la estampa superior de la primera mitad de herramienta desplazan hacia fuera las subïreas desplazables de las paredes laterales de las estampas al menos parcialmente en forma de U de la segunda mitad de herramienta.
12. Procedimiento segïn una de las reivindicaciones 8 a 11, caracterizado porque se realizan etapas de mecanizado adicionales en el dispositivo.
Patentes similares o relacionadas:
 Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Procedimiento de fabricación de una banda de espesor variable y banda asociada, del 18 de Enero de 2019, de Aperam: Procedimiento de fabricación de una banda de espesor variable según su longitud, dicha banda está realizada en una aleación que comprende, en peso: 34,5% ≤ Ni ≤ […]
Estabilizador hueco, y tubo de acero para estabilizadores huecos y método para producir el mismo, del 23 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un estabilizador hueco que tiene una composición química que comprende como componentes químicos, en términos de % en masa: del 0,26% al 0,30% de C, del 0,05% […]
Aparato para conformar de forma automatizada piezas en bruto de llantas de rueda, del 17 de Octubre de 2018, de MW Lublin SP. z o.o: Aparato para conformar piezas en bruto de llantas de rueda que comprende: - una estación (A) de enrollamiento para enrollar piezas en bruto de material en forma de […]
Brazo telescópico de alta resistencia, del 7 de Marzo de 2018, de EFFER S.P.A.: Un brazo telescópico de alta resistencia, que comprende una pluralidad de secciones coaxiales con unos tamaños en disminución sostenida […]
Método para fabricar una aguja y aguja, del 21 de Junio de 2017, de BECTON, DICKINSON AND COMPANY: Un método para formar un elemento característico en una cánula en una posición fija predeterminada inmutable a lo largo de la longitud de la cánula, que […]
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación, del 13 de Abril de 2016, de JFE STEEL CORPORATION: Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería […]
 Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]
Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]