Bases de compensación a presión para envases poliméricos.
(17/04/2019) Un envase de plástico que comprende:
• una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo dentro de la cámara; y
• una base que se extiende desde la pared lateral y cierra el segundo extremo, teniendo la base:
• una porción perimetral exterior que define una estructura de soporte,
• una pared perimetral que se extiende axialmente hacia dentro, separada radialmente hacia dentro desde la estructura de soporte formando un ángulo con una línea horizontal de más de 80°,
• una sección de dispositivo de empuje dispuesta centralmente en la forma de un cono truncado que se extiende axialmente hacia dentro y
• un canal en forma toroidal que circunscribe dicho dispositivo de…
Recipientes de PET con propiedades térmicas mejoradas.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2017). Inventor/es: SILVERS, KERRY, W., SCHNEIDER, MARK D., EVINS,SAMUEL E, BOBROV,SERGEY B. Clasificación: B29C49/64, B65D1/02.
Un recipiente de PET moldeado por soplado que comprende una pared que tiene una densidad entre 1.370 g/cc y 1.385 g/cc, una cristalinidad inducida por calor, una fase amorfa rígida y una fase amorfa móvil, el recipiente de PET, cuando se llena con un líquido que tienen una temperatura de 100ºC a 132ºC, no experimentará un cambio de volumen superior al 3%; caracterizado porque
• la cristalinidad inducida por calor es de 16% a 24%,
• la fase amorfa rígida es de 55% a 70%,
• la fase amorfa móvil es del 19% al 22%, y
• la pared del recipiente tiene un contenido de humedad de 1850 ppm a 1930 ppm cuando se expone a condiciones ambientales durante 4 días.
PDF original: ES-2626146_T3.pdf
Recipientes de PET con propiedades térmicas mejoradas.
(01/02/2017) Un proceso para formar un recipiente de plástico PET moldeado por soplado que tiene propiedades térmicas mejoradas, comprendiendo el proceso las etapas de, en un sistema integrado:
* inyectar una resina PET fundida en una cavidad de molde de inyección para formar una preforma;
* eliminar la preforma mientras la preforma está a una temperatura de 75ºC a 130ºC;
* transportar la preforma a al menos una estación de acondicionamiento a una tasa tal que la temperatura de la superficie de la preforma no disminuya más de 5ºC;
* acondicionar la preforma calentando selectivamente áreas específicas de la preforma que comprenden al menos las zonas de formación de cuello, formación de cuerpo, formación de talón y formación de base de la preforma para lograr un gradiente de temperatura en las áreas específicas…
Bases para contrarrestar la presión en recipientes poliméricos.
(21/03/2016) Recipiente plástico que comprende:
una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo dentro de la cámara;
una base que se extiende desde la pared lateral y que cierra el segundo extremo , la base que tiene una parte del perímetro exterior que define una estructura de soporte, una pared perimetral que se extiende axialmente hacia dentro separada radialmente hacia dentro desde la estructura de soporte formando un ángulo con una línea horizontal de más de aproximadamente 80°, y un panel para contrarrestar la presión que cierra un extremo de la pared perimetral , caracterizado por que el panel para contrarrestar la presión se mueve,…
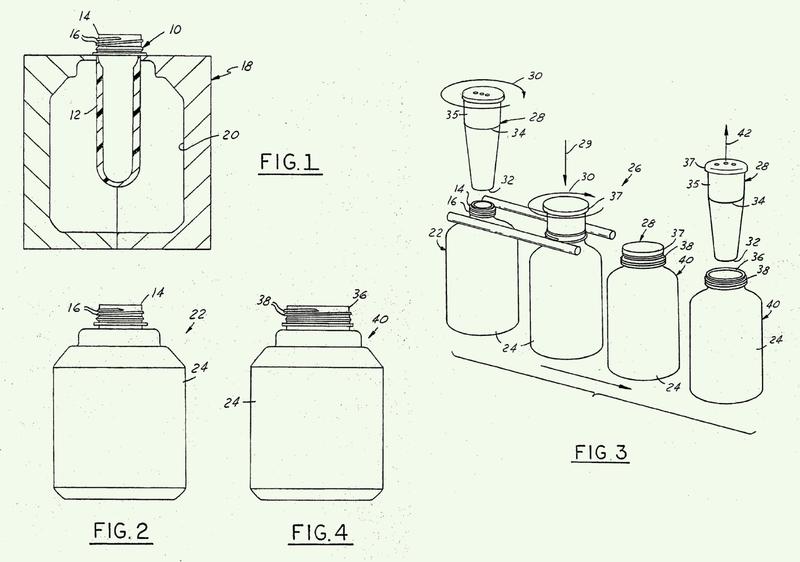
Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa.
Sección de la CIP Técnicas industriales diversas y transportes
(11/01/2016). Ver ilustración. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A.. Clasificación: B29C49/22, B29C49/06, B29C49/02, B29C49/76, B29C57/04.
Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende las etapas de:
(a) moldear a presión una preforma de plástico que tenga un cuerpo y una terminación con al menos una rosca externa ,
(b) moldear por soplado el cuerpo de dicha preforma para formar el cuerpo del recipiente, y
(c) expandir dicha terminación de preforma moldeada a presión, y dicha al menos una rosca externa , radialmente hacia fuera para formar una terminación del recipiente que tenga una rosca externa moldeada a presión,
caracterizado por que
dicha etapa (c) se lleva a cabo con posterioridad a dicha etapa (b), o al menos en dos etapas, una etapa previa a dicha etapa (b) y una segunda etapa posterior a dicha etapa (b), y
dicha etapa (c) es tal que, después de dicha etapa (c), la terminación expandida es una terminación de boca ancha que tiene un diámetro de más de 50 mm.
PDF original: ES-2555954_T3.pdf
Recorte de recipiente multicapa.
(08/07/2015) Un método de hacer un recipiente de plástico , que incluye los pasos de:
(a) moldear un producto recipiente de plástico intermedio que tiene un cuerpo y una cúpula integral con el cuerpo;
(b) quitar una porción superior (26a) de la cúpula ; y
(c) quitar una porción inferior (26b) de la cúpula para formar el recipiente ; caracterizado porque el cuerpo tiene una construcción en capas que incluye al menos una capa de material de resina de barrera que se extiende en parte a la cúpula pero no a toda ella; en el paso (b) se quita la porción superior (26a) en la que no está presente el material de barrera; y en el paso (c) se quita la porción inferior (26b) en la que está presente el material…
SISTEMA Y PROCEDIMIENTO PARA LA PRODUCCIÓN CONTINUA DE CONTENEDORES DE PLÁSTICO MOLDEADO.
(05/09/2011) Sistema para la fabricación de contenedores de plástico, que incluye: una fuente para proporcionar una corriente continua de plástico fundido, un cortador para cortar una serie continua de cargas de molde individuales a partir de dicha corriente continua, una máquina de moldeado por compresión de preformas para el moldeado de dichas cargas individuales de molde en una serie continua de preformas de contenedor de plástico, una máquina de moldeado por soplado que incluye una pluralidad de moldes de soplado dispuestos en una serie continua para la recepción de dichas preformas de contenedor de plástico individuales en secuencia y el moldeado por soplado de dichas…
(01/09/2005) 1. Recipiente de plástico, con una pared de varias capas, caracterizado porque dicha pared comprende: al menos una capa de resina de poliéster; al menos, una capa de resina de barrera y un material que promueve la adhesión mezclado al menos, con dicha resina de barrera para promover la unión entre dichas capas de barrera y de poliéster, incluyendo dicho material que promueve la adhesión un agente de acoplamiento organometálico basado en titanio, circonio o aluminio. 2. Recipiente según la reivindicación 1, caracterizado porque dicho agente de acoplamiento organometálico incluye un grupo extremo amino. 3. Recipiente según la reivindicación 2, caracterizado porque dicho agente de acoplamiento organometálico se selecciona del grupo que consiste en titanato, circonato y aluminato de neopentil(dialil)oxi…
{kind=link}